用组态软件MCGS实现煤矿皮带运输机传输系统监控
- 格式:doc
- 大小:1.78 MB
- 文档页数:11
MCGS工控组态软件在主通风机监控系统中应用*郅富标(河南理工大学高等职业学院,河南焦作454000摘要:介绍煤矿主通风机监控系统的构成以及MCGS工控组态软件在煤矿隔爆对旋轴流式主通风机监控系统中的应用情况,并对该工控组态软件的系统构成、监控功能及运行效果进行了分析。
关键词:组态软件;主通风机;监控系统0 引言在煤矿生产系统中,主通风机是最重要的机电设备之一,担负着向井下输送新鲜空气、排出粉尘和污浊气流以及确保矿井生产安全的重任。
对其运行状况进行监控,可全方位了解和判断设备运行状况,如发现缺陷,及时采取适当的措施,以保证煤矿生产的安全。
在监控软件管理系统中,为了提供友好的人机交互界面,方便地进行系统的监控和维护管理工作,应用MCGS工控组态软件开发了计算机监控的组态软件,以实现测量数据实时监测、实时报警、历史数据记录、统计报表管理等功能。
1 系统监控要求1.1 系统监控对象系统监控对象为2台功率为320k W的隔爆对旋轴流主通风机,一用一备。
风量52~125m3/s,静压749~2860Pa,24h不间断运行。
1.2 系统设计要求可靠性。
要求系统具备长期和稳定的工作能力,以保证各项监测数据的实时准确可靠,减少人为因素的影响,提供可靠的现场数据支持。
实用性。
要求系统提供友好的人机交互界面,操作和维护方便。
集成性和可扩展性。
要求系统具备良好的灵活性、兼容性、扩展性和可移植性。
能为用户提供良好的二次开发及与其他管理信息系统进行信息融合功能。
1.3 系统监控部位要求主要工况参数包括:风压、风量、风机轴承温度、电机定子绕组温度、电压、电流、功率因数、功率和开关状态等。
具体要求如下:数据采集和预处理。
监控管理系统软件从底层设备控制系统采集数据,这些数据包括模拟变量、数字变量、报警量、I/O地址、对象属性等,将数据转换成数据库所需要的格式,据需求对数据库进行写操作。
监控功能。
监控软件中设置风机性能监测系统,实时监测风机负压、全压、流量、全压效率和轴功率等全部气动参数,以及电机轴承温度、风机轴承温度、风机机械振动等机械参数,完成风机综合性能测试。
本科毕业生专题课程设计煤矿皮带运输系统的 PLC 控制及其组态专业班级:采矿工程 1010 班学号: 2010002576学生姓名:刘全利指导教师:郝俊青2014 年 4 月12 日煤矿皮带运输系统的 PLC 控制及其组态目录言................................................................................. .. (1)第 1 章皮带运输机运动控制系统简介 (1)1.1 皮带运输系统............................................................................. (1)1.2 皮带机控制系统要求............................................................................. (1)第 2 章软件介绍与监控系统总体设计 (3)2.1 西门子 S7-200 软件介绍..............................................................................32.2 组态王 6.5 软件介绍............................................................................. (6)2.3 监控系统的组成结构............................................................................. (7)第 3 章 PLC 的硬件电路设计................................................................................. . (10)3.1 皮带运输机工作原理............................................................................. (10) (11)3.3 控制系统主电路的设计..............................................................................123.4 PLC 开关量及外部接线的设计 (13)第 4 章 PLC 控制的软件程序设计 (15)4.1 系统功能的分析与设计..............................................................................154.2 I/O 信号的分析与 PLC 梯形图设计 (16)4.3 程序调试............................................................................. (17)第 5 章组态监控画面的设计................................................................................. (18)5.1 创建组态画面............................................................................. (18)5.2 组态调试............................................................................. (20)参考文献................................................................................. . (23)1前言煤矿皮带运输机主要用于煤炭采掘、生产、转运、加工过程中的重要运输机械。
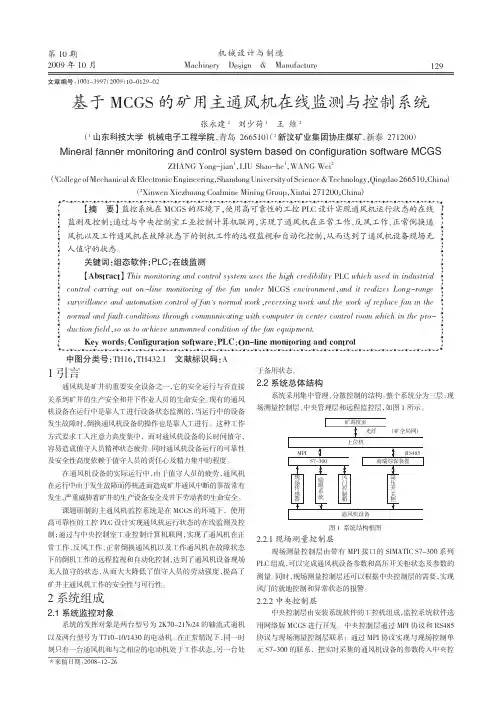
基于MCGS组态软件的BLA-FJ1矿井主通风机在线监控系统万紫嫣1,2,华钢1,2,闫鑫2,宋旭娟1,2(1.中国矿业大学物联网(感知矿山)研究中心,江苏徐州221008;2.中国矿业大学信电学院,江苏徐州221008)摘要:详述了以MCGS组态软件与西门子S7-300PLC为主体的BLA-FJ1矿井主通风机网络在线监控系统。
分析了系统的结构组成与工作原理,论述了监控软件部分的设计方法,利用工控PLC可靠性高和MCGS组态软件具有强大的人机交互功能的优点,实现了矿井主通风机的远程监测监控与参数设置等功能。
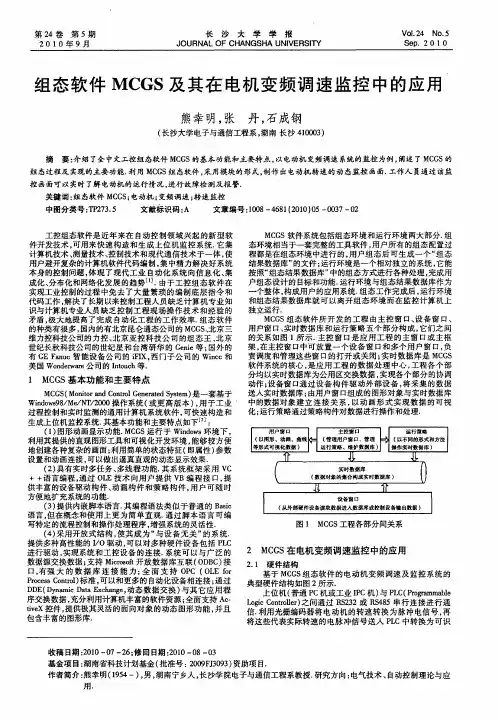
关键词:主通风机;监控系统;PLC;MCGS组态软件中图分类号:TD76文献标志码:B文章编号:1003-496X(2012)10-0111-03On-line Monitoring System of BLA-FJ1Mine Main Fan Based on MCGS Configuration SoftwareWAN Zi-yan1,2,HUA Gang1,2,YAN Xin2,SONG Xu-juan1,2(1.The Internet of Things(Perception Mine)Research Centre,China University of Mining and Technology,Xuzhou221008,China;2.School of Information and Electrical Engineering,China University of Mining andTechnology,Xuzhou221008,China)Abstract:This paper details the on-line monitoring system of BLA-FJ1mine main fan with MCGS configuration software and Sie-mens S7-300PLC as the core.The paper analyzes the structure composition and operating principle of this system,and discusses the design methods of monitoring software.the long-distance monitoring and parameter setting and other functions of mine main fan are a-chieved,using the advantages of industrial automation PLC's high reliability and MCGS configuration software's powerful man-machine interaction function.Key words:main fan;monitoring system;PLC;MCGS configuration software1系统结构与工作原理BLA-FJ1矿井主通风机网络在线监控系统主要包括3个部分,分别为PLC控制系统、MCGS组态软件监控系统和Web远程浏览。
・116・ 哈尔滨职业技术学院学报 2012年第4期 J o urna l of Ha rbi n Vo c a t i ona l & T e c h ni c a l C ol l e ge自动化生产线是在流水线的基础上逐渐发展起来的。
它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。
使其按照规定的程序自动地进行工作。
自动化生产线的任务就是为了实现自动生产,综合应用机械技术、控制技术、传感技术、驱动技术、网络技术、人机接口技术等,通过一些辅助装置按工艺顺序将各种机械加工装置连成一体,并控制液压、气压和电气系统将各个部分动作联系起来,完成预写的生产加工任务。
随着计算机控制技术和生产信息化的发展,许多自动加工生产线、包装线、喷漆线改变了几十年来的传统人工控制方式,在生产线中应用了自动监控系统,使得生产效率进一步得到提高。
工人的劳动强度大大降低,生产管理水平得到显著提高。
在生产线自动监控系统中,触摸屏技术作为一项新兴的技术,以其直观的界面、方便的操作,越来越得到广泛应用。
组态软件M C G S 制定的自动生产线监控系统,利用自身的组态优势和面向对象技术,实时反映生产线现场工作被控对象的工作状态和该系统的运行位置,较好地解决了这些问题。
一、MCGS系统介绍及数据设计MC GS 是专门应用于嵌入式计算机监控系统的组[收稿日期]2012-05-05[作者简介]1.杜丽萍(1976-),女,哈尔滨职业技术学院副教授/工程师;2.王筱淞(1973-),男,哈尔滨博实自动化股份有限公司工程师。
中图分类号:TP277 文献标识码:A 文章编号:1008—8970—(2012)04—0116—03组态软件MCGS 在自动化生产线监控系统中的应用研究杜丽萍1, 王筱淞2(哈尔滨职业技术学院, 黑龙江 哈尔滨 150081; 哈尔滨博实自动化股份有限公司, 黑龙江 哈尔滨 150001)摘要:本文阐述了MCGS组态软件的功能和特点, 设计了基于MCGS的自动化生产线监控系统。
备跑偏、撕裂、煤位等八大保护装置,由触摸屏作为上位机,设计出监控系统。
该系统模型运行稳定可靠,应用到教学中,节约成本,占地少,小投资高回报,使用灵活,利于学生自主学习,提高实验安全。
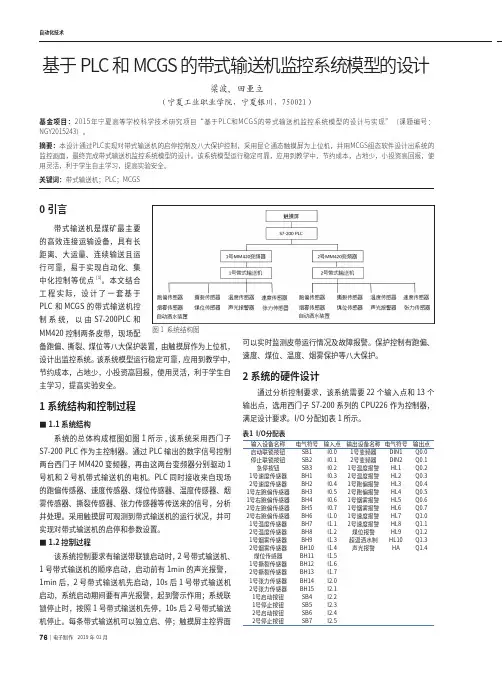
1 系统结构和控制过程■1.1 系统结构系统的总体构成框图如图1所示,该系统采用西门子S7-200 PLC 作为主控制器。
通过PLC输出的数字信号控制两台西门子MM420变频器,再由这两台变频器分别驱动1号机和2号机带式输送机的电机。
PLC同时接收来自现场的跑偏传感器、速度传感器、煤位传感器、温度传感器、烟雾传感器、撕裂传感器、张力传感器等传送来的信号,分析并处理。
采用触摸屏可观测到带式输送机的运行状况,并可实现对带式输送机的启停和参数设置。
■1.2 控制过程该系统控制要求有输送带联锁启动时,2号带式输送机、1号带式输送机的顺序启动,启动前有1min的声光报警,1min后,2号带式输送机先启动,10s后1号带式输送机启动,系统启动期间要有声光报警,起到警示作用;系统联锁停止时,按照1号带式输送机先停,10s后2号带式输送机停止。
每条带式输送机可以独立启、停;触摸屏主控界面可以实时监测皮带运行情况及故障报警。
保护控制有跑偏、速度、煤位、温度、烟雾保护等八大保护。
2 系统的硬件设计通过分析控制要求,该系统需要22个输入点和13个输出点,选用西门子S7-200系列的CPU226 作为控制器,满足设计要求。
I/O 分配如表1 所示。
表1 I/O分配表输入设备名称电气符号输入点输出设备名称电气符号输出点启动联锁按钮 SB1 I0.01号变频器DIN1 Q0.0停止联锁按钮 SB2I0.12号变频器DIN2Q0.1急停按钮SB3 I0.21号温度报警 HL1Q0.2 1号速度传感器BH1I0.32号温度报警 HL2Q0.3 2号速度传感器BH2I0.41号跑偏报警 HL3Q0.4 1号左跑偏传感器 BH3I0.52号跑偏报警 HL4Q0.5 1号右跑偏传感器BH4I0.61号烟雾报警 HL5Q0.6 2号左跑偏传感器BH5I0.71号烟雾报警 HL6Q0.7 2号右跑偏传感器BH6I1.01号速度报警 HL7Q1.0 1号温度传感器BH7I1.12号速度报警 HL8Q1.1 2号温度传感器 BH8I1.2煤位报警 HL9Q1.2 1号烟雾传感器 BH9I1.3超温洒水制HL10Q1.3 2号烟雾传感器BH10I1.4声光报警HA Q1.4煤位传感器 BH11I1.51号撕裂传感器 BH12I1.62号撕裂传感器BH13I1.71号张力传感器BH14I2.02号张力传感器BH15I2.11号启动按钮SB4I2.21号停止按钮SB5I2.32号启动按钮SB6 I2.42号停止按钮SB7I2.5图1 系统结构图76 | 电子制作 2019年01月www�ele169�com | 77自动化技术变频器选用西门子MM420变频器。


煤矿井下皮带自动化控制系统方案设计第一章功能一、系统基本功能控制功能该系统既可从井上调度室对井下皮带运输进行实时监控,也可从井下操作台、触摸屏、就地分站箱对皮带运输进行实时监控。
既可对一条皮带、一条生产线实现一键起停(顺煤流停、逆煤流开),也可对多条生产线的整个系统实现一键起停。
在自动状态下每条皮带还可实现有煤即开、无煤即停的全自动控制。
集成功能该系统能将同种组态软件和具有相同通讯功能的不同软件下的不同系统集成到一个计算机上进行监控。
使整个煤炭体系更直观更易于管理。
第二章系统硬件组成及工作原理一、系统硬件组成本系统是以矿用本质安全型PLC为核心的皮带机综保装置组成下皮带机控制系统,是以光纤为介质组成的工业以太网传输网络。
整个系统现场控制设备:矿用隔爆兼本质安全型PLC(含语音模块、通讯模块)、检测传感器(物流传感器、煤位传感器、速度传感器、跑偏传感器、撕裂传感器、温度传感器、烟雾传感器)、KPZ型矿用转载点自动喷雾装置、本安型操作台、隔爆兼本安型就地操作控制箱、嵌入式触摸计算机(Windons CE操作系统)、网络交换机、和井上监控中心的上位机监控软件等组成。
二. 系统硬件的工作原理1、矿用本质安全型PLC该产品拥有多项专利技术,性能达到煤矿级与军工级要求,PLC模块具有矿用本质安全特性(经过严格测试,已通过“本安”认证,防爆证号:1094029U),是一种适用于地面严酷环境或煤矿井下有瓦斯和煤尘爆炸危险环境使用而不需要采用隔爆措施的通用型PLC,技术处于国内领先水平。
IB 系列PLC 采用模块化设计,扩展方便,功能强大;其DI/DO 点数可扩展至80 点;具有脉冲频率测量、脉冲周期测量、脉冲宽度测量功能;PWM 高速输出、频率型模拟量采集、语音信息报警、输入断线判断等多种模块;通讯为标准的MODBUS-RTU 或MODBUS TCP 通讯协议、物理接口为RS-232、RS-485、CAN 或以太网,通讯距离远、网络节点多、抗干扰能力强。
基于MCGS组态软件的CP监测仪监控软件的实现完成日期:指导教师签字:答辩小组成员签字:基于MCGS组态软件的CP监测仪监控软件的实现摘要软件PLC,即将PLC的控制功能封组在软件内,运行于PC环境中。
这样在实现传统硬PLC相同的功能的同时,更添加了PC机的各个优点。
与传统硬PLC 相对比,软PLC数据处理能力和网络通讯能力更强,体系结构更加开放,能够更好地满足工业自动化的现实需求,在当前工业自动化领域具有无限的发展空间和潜力。
本文在对软PLC应用及优势等背景进行分析的基础上,以基于MCGS组态软件的CP监测仪监控软件的实现为例子,实现了基于PC的软PLC系统设计。
文章首先对软PLC技术的背景和发展现状以及本选题的研究目的和意义进行了分析,然后对CP监测仪的相关知识做了详尽的介绍,接着分析了CP监测仪的组态监测系统设计,最后基于MODBUS协议实现了上位机系统与下位机系统地连接,并进行了测试。
关键词:软PLC;MCGS组态软件;CP监测仪;监控软件The Realization of Monitor Software for CPMSbased on MCGSAbstractSoftware PLC,is the technology that seal group PLC control functions in the upcoming software running on a PC environment.Thus while achieving the same functionality of traditional PLC hardware,but also add the various advantages of the PC.In contrast with traditional hard PLC, Soft PLC data processing and network communications capabilities become stronger, have more open architecture that can better meet the real needs of industrial automation, with unlimited space and potential for development in the current field of industrial automation.Based on analyzing the applications,advantages and other background of soft PLC,in order to achieve MCGS configuration software based on CP monitor monitoring software as an example, it achieves a PC-based soft PLC system design.Firstly,the the article introduces the status of the background and development of soft PLC technology and research purpose and significance of the topics, and then makes a detailed presentation of monitor the relevant knowledge of CP , followed by analysis of the CP Monitor Configuration Monitoring System.Finally, based on MODBUS protocola,the host computer system and lower computer systems connected and tested.Keywords:Soft PLC; MCGS configuration software; CP monitor; monitoring software目录1 引言 (5)1.1 选题的背景 (5)1.1.1 PLC的发展及应用 (5)1.1.2 软PLC的产生与发展 (5)1.1.3 软PLC的优势 (6)1.2 选题的目的及意义 (6)1.3 论文的主要工作内容及安排 (6)2 CP监测仪系统设计 (7)2.1 CP监测仪仪器概述 (7)2.2 CP监测仪系统结构 (7)2.3 硬件连接 (8)2.4 系统功能 (8)2.5 CP监测仪引脚定义 (9)3 CP监测仪的组态监测系统设计 (9)3.1 MCGS组态软件概述 (9)3.1.1 MCGS简介 (9)3.1.2 MCGS组态软件的特性 (10)3.1.3 MCGS组态软件的功能 (10)3.1.4 MCGS的构成 (11)3.2 监测系统的软件设计 (12)3.2.1 新工程的建立 (12)3.2.2 实时数据库的构建 (13)3.3.3 用户窗口的建立 (13)3.3.4 运行策略的实现 (17)3.3.5 主控窗口的构造 (19)3.3.6 设备窗口的设计 (20)4 系统运行测试 (21)4.1 系统运行测试 (21)5 总结与展望 (21)5.1 完成工作 (21)5.2 存在的不足及展望 (22)参考文献 (23)致谢 (24)1 引言伴随着工业化控制技术更加智能化、开放化以及分散化的发展,以往以硬PLC为核心的技术渐渐地暴露出其缺点,主要表现在硬件PLC各厂家使用的编程语言不统一、技术相对封闭以及各个生产厂家的PLC产品相互之间不兼容等。
0 引言本文针对传统皮带运输机的节能运行进行了分析,设计了基于PLC 的控制系统。
可编程控制器(PLC)是以微处理器为基础的通用工业自动化控制,被称为工业自动化的支柱之一。
1 总体方案设计1.1 皮带运输机的结构该皮带式输送机具有结构简单、运行正常、输送能力大、部件摩擦强度低、能耗低等优点,能自由行走,在机体全长或弯曲的地方可以横向装卸。
引擎是一个能量源,有一个发射器,它与主机相连:物料不断地被输送到传送带上。
滚子装在搁板上,滚子由轴、轴承和标准袖等组成,输送带是承载机构和牵引机构。
1.2 运输机的工作流程(1)启动自动启动:点击自动启动按钮,启动信号灯亮,启动时启动(终端)M4载物架,延时5秒启动m3,延时5秒启动M2,延时5秒启动M1,5秒后启动M1,即启动M4【启动】%5延时5秒,启动m3【启动】%5延时5%M2【启动】%1【启动】%。
M4手动激活:点击开始按钮,开始光线明亮,通常情况下,启动皮带机M4,按钮然后点击M3,然后开始M3的带式输送机,然后单击按钮平方米,开始带式输送机M2,终于按下开始按钮M1,M1开始式输送机;M1手动停止:按下停止按钮,停止灯,在正常情况下,停止皮带机M1,刹车灯灯;停止按钮,然后单击平方米,然后停止皮带输送机M2,M3,然后单击停止按钮,然后停止皮带机M3,M4终于停止按钮,然后停止M4带式输送机。
系统停止流程图如图1所示。
图1 皮带启动流程图1.3 系统的设计内容带式输送机控制系统采用PLC 控制发动机,控制煤的运行,允许在紧急情况下按相反的顺序启动、停止故障和停车。
出现故障时,需要前面的皮带输送机和皮带立即停止,启动自动控制当第一个开始最后的皮带机,5秒之后延迟,进而启动其他带;当发生故障时,紧急开关应手动和自动启动紧急开关,以停止所有带宽传送带的维护,并停止与相应数据相连的一个电流表,如果电流或电压是手动控制的,则可以手动禁用。
算机控制已经扩展到几乎所有部门。
基于PLC和MCGS的带式输送机监控系统设计作者:胡瑞玲来源:《时代汽车》2020年第15期摘要:目前传统带式输送机已不能满足煤矿自动化生产的要求,本系统选择西门子公司S7-200系列PLC控制,利用组态软件MCGS组建监控系统,实时监测数据,及时处理故障,大大提高了生产效率。
关键词:PLC 带式输送机 MCGS 监控系统1 前言带式输送机是煤矿的主要生产设备之一,特别是大型现代化煤矿,从工作面到装车站,几乎全由带式输送机完成煤炭的输送任务。
现代社会对煤矿安全和设备的自动化程度要求越来越高,传统的运输机已不能满足煤矿自动化的要求,因此如何设计性能完善、质量可靠、技术先进的皮带运输机监控系统,已成为重要的研究方向。
针对河南某矿目前使用的DTL型带式输送机,使用传统的继电器-接触器线路控制,以微机单片机及集成电路组成的监控系统,由于煤矿工作环境恶劣,不能够快速、准确的、可靠的进行远距离信息交流,存在操作分散、安全性差的特点。
本文设计出以PLC为控制核心,MCGS监控软件的自动化系统,管理人员不用进入现场就可获得实时数据,大大提高工作效率。
2 总体设计方案系统以PLC为控制核心,利用MCGS组态软件组建触摸屏监控画面实现对带式输送机的实时监控。
在PLC控制方式下,设计出硬件电路、绘出顺序功能图、编制PLC梯形图相应的程序,实现多种控制方式,如手动,自动等,具有烟雾、洒水、跑偏、撕裂、急停、堆煤、温度、速度等多种保护,实现带式输送机的自动化运行可以有效地提高运行效率。
利用组态软件MCGS组建监控画面实现触摸屏的有效监控利用,能够进行现场调试,实现对输送机的实时监控,大大提高了生产效率和从事煤矿生产人员的安全程度。
3 PLC控制系统设计由于煤矿工作环境复杂,对设备安全的要求性较高,在选择硬件时,以保证系统的安全性,稳定行为原则,在综合在调研、分析现场监控和报警需求的基础上,确定了系统硬件设计方案提出了适应现场需求的控制方式,制定了合理的保护功能。
基于PLC的运料传送带的控制系统设计摘要针对中小型皮带运输机的控制系统采用继电器控制,致使生产效率低,生产成本高,企业的竞争能力差,本文利用三菱FX2N系列PLC控制皮带输煤机,有手动控制和自动控制两种控制方式,实现了软件与硬件相结合的控制方法,是皮带运输机自动化控制系统改善和提高的一条有效途径,用四条皮带运输机的传送系统,分别用四台电动机带动,具有较高的应用推广价值。
该系统用可编程序控制器(PLC)作为控制核心,结合电动装置、称重传感技术的自动运输。
在软件设计中,给出了程序流程图,并设计出梯形图程序,出现故障时可及时发出警报信息。
此外,研究了MCGS在皮带运输机控制系统中的应用。
利用组态软件MCGS设计了皮带运输机控制系统监控界面,进而为维修和故障诊断提供了多方面的可能性,充分提高了系统的工作效率。
关键词:三菱PLC,皮带输送机,自动化AbstractAccording to the control system of small and medium sized belt conveyor with relay control, resulting in low production efficiency, high production cost, the enterprise competition ability, this paper makes use of the MITSUBISHI FX2N series PLC control of belt conveyer, a manual control and automatic control two control mode, control method realizes the combination of software and hardware, is a belt conveyor an effective way to improve the automation control system, transmission system with four belt conveyer, respectively with four motor drive, has a higher application value. The system uses programmable logic controller (PLC) as the control core, and combines pneumatic technology, sensing technology and position control technology to control the automatic transportation of products on-site. In the software design, the program flow chart is given, and the ladder diagram program is designed. When the failure occurs, the alarm information can be sent out in time. In addition, the application of MCGS in the control system of belt conveyer is studied. The monitoring interface of belt conveyor control system is designed by using configuration software MCGS, which provides many possibilities for maintenance and fault diagnosis, and improves the working efficiency of the system.Key words: MITSUBISHI PLC, belt conveyor, automation目录1 总体方案设计 (1)1.1皮带运输机的结构 (1)1.2运输机的工作流程 (2)1.2.1 启动 (2)1.2.2 停止 (3)1.3系统的设计内容 (3)2 皮带运输机装置控制系统的硬件设计 (4)2.1可编程控制器(PLC)的选型 (4)2.2传感器的选择 (5)2.3电机选择 (5)2.4通信接口 (5)2.5触摸屏 (6)2.6中间继电器 (6)2.7热继电器 (6)2.8接触器 (7)3 皮带运输机软件以及调试设计 (7)3.1运输机软件的流程图框架 (7)3.2电机正反转程序设计 (8)3.3运行和调试 (11)3.4组态MCGS界面运行的设计 (11)3.4.1MCGS的简介 (11)3.4.2 建立MCGS组态画面 (11)结论 (17)致谢 (18)参考文献 (19)附录一PLC接线图 (20)附录二梯形图程序 (21)附录三输入/输出分配表 (30)本论文以矿用皮带机电气控制系统为研究对象,针对现有煤矿的需要,进行基于PLC的矿用皮带机电气控制系统的设计,使其达到高效率、高节能,高自动化的水平。
第12期㊀山西焦煤科技㊀No.122020年12月㊀㊀Shanxi Coking Coal Science &Technology㊀㊀Dec.2020㊀㊃专题综述㊃㊀㊀收稿日期:2020-11-11作者简介:崔仁杰(1985 ),男,山西临汾人,2014年毕业于太原理工大学,工程师,主要从事煤矿机电安全工作(E-mail)cuirenjie1985@基于MCGS 组态软件的煤矿电网能耗监控系统崔仁杰(霍州煤电集团有限责任公司辛置煤矿,山西㊀霍州㊀031400)㊀㊀摘㊀要㊀为了响应国家节能号召,辛置煤矿从节约用电成本入手,设计了一款以MCGS 组态软件为基础的煤矿电网能耗监控系统,系统将设备用电量以及节能装置参数集中显示,同时分析采集数据,对异常数据实时预警,实现设备的精准化维护㊂经试运行,该系统可以节约煤矿月耗电量的5%~8%,实现了对煤矿电网能耗的监测与控制㊂关键词㊀MCGS 软件;上位机监测系统;通信基站;电表通信协议驱动设计中图分类号:TD61㊀文献标识码:B㊀文章编号:1672-0652(2020)12-0045-05㊀㊀煤炭生产过程复杂,生产工序多,随着煤矿自动化㊁信息化程度的不断提高,用电设备增多㊁耗电量大,其电耗成本占原煤生产总成本的35%以上,是矿井的主要耗能因素之一[1-2].目前,辛置煤矿对现运行设备电能数据未采集,无法有效分析设备运行状态,无法提前识别故障问题,导致矿井存在一定的安全隐患㊂同时,无法监控设备的非正常用电,导致出现电能浪费严重的状况㊂为解决以上问题,亟需设计一款能监测与控制煤矿电网能耗的系统㊂1㊀能耗监控系统的组成矿山智能电网能耗监控系统,是基于MCGS 组态软件设计开发的㊂该系统通过设备电度表实时监控井下各设备的用电情况,将数据通过光纤发送至主机,通过曲线显示,直观地分析电量的变化情况㊂当数据发生较大波动时,系统会自动预警,并在相应位置做出紧急处理,旨在全方位实现矿井电能监测,有效避免电能浪费,同时电能发生波动时,系统预警,降低矿井的安全隐患,提高矿井的自动化水平,增加矿井的效益[3-4].监测系统主要由两部分组成,上位机监测系统以及通信基站,总体设计图见图1.通过各设备安装的智能电表对用电数据进行采集,通过光纤收发器,发送至交换机,随后将信息快速准确上传至监测与通讯分站以及监控主机,主机将数据以报表的形式分享至其他系统,将其作为矿井成本控制的一项重要依据㊂1.1㊀上位机监测系统在能耗监测与控制系统中上位机监测系统作为整个系统的 大脑组织 ,通过监控主机㊁其他办公计算机以及打印机将数据进行收集处理,统一显示在计算机上㊂由于监控主机安装有MCGS 通用版软件,因此当数据传输至监控主机时,主机会将异常数据进行标注,并报警提醒㊂上位监测系统结构组成示意图见图2,该系统除了可以将井下各设备的用电情况以及节能装置运行情况实时数据显示外,还有查询历史数据的功能,当数据出现异常时,系统在报警的同时,会将异常数据汇总,发送至该项数据管理工程师手中,协助他们第一时间进行故障定位排除㊂1.2㊀井下能耗监测与通信基站在整个控制系统中,光纤作为系统的 血管 ,执行信息传递的任务,而通信基站则是作为系统的 心脏 ,实现井下用电设备与节能装置的相互通信㊁实时参数信息的收集处理㊁井上井下信息交互的功能㊂基站主要由光纤收发器㊁触摸屏㊁通讯服务器㊁内部交换机和PLC 组成[5].通信基站通信结构见图3.图1㊀系统的总体设计图图2㊀上位监测系统结构图图3㊀通信基站通信结构图2㊀系统通信设计为了实现两台设备间的通信联系,需要建立设备通信协议,即只有两台设备建立以及遵循设定的通信协议,其之间才可以进行通话㊂而在不同设备之间,通信协议多样,每种协议均有自己的通信范围㊂因此,为了实现设备的信息互通,需要采用符合当下的通信协议以及通信规范㊂2.1㊀多功能电表通信设计辛置矿现使用的电表多为多功能电表,其通信协议尚未采用标准协议,目前采用的是自身协议,只可以与带有RS -485接口的设备实现信息互通㊂而在MCGS 软件中需要根据现有的通信接口,开发一款适合电表的通信驱动㊂利用脚本开发MCGS 设备通信驱动的工作原理见图4.驱动开发结束后,电表可以与系统实现通讯,执行电表电量的信息采集㊂设备通信驱动的开发是作为电表信息互通的关键一步,在基础的MCGS 软件中用于脚本驱动开发的方式一般有两种,该设计选择非向导流的开发方式进行电表通信协议驱动设计㊂在开发之前第一步应该选择正确的脚本驱动的配置属性以及相对应的设备通道,配置结束后,利用所对应的接口函数进行驱动程序的编写,编写结束后将编写的驱动添加到驱动列表中,即可正常使用㊂㊃64㊃山西焦煤科技2020年第12期图4㊀工作原理图2.2㊀井上井下通信设计通过开发脚本将电表通信并入系统,将电表采集的电能信息通过光纤首先到达通信基站㊂为了实现井上信息互通必须建立井上监控与通信基站之间的数据传输㊂目前井上监控主机与井下监测通信基站之间的数据传输是通过TCP/IP协议实现的㊂通信基站中安装有嵌入版MCGS组态软件的触摸屏,屏幕通过与电表的通信接口互联,通过智能电表采集设备的电量后,经过以太网将数据上传至监控主机,从而实现井上主机对井下用电的实时监测㊂通过MCGS软件环境的设备参数窗口可以选择通用协议的TCP/IP父设备与Mod-bus TCP/IP的子设备,通过设置父/子设备的参数信息,便可以实现TCP/IP通信设计㊂在进行通用TCP/IP设备属性配置后,应重点核对相关的本地以及远程的IP地址以及端口号,当编写子设备属性时,提前命名相关的连接变量与通道名称,防止书写错误而导致的系统报错㊂3㊀系统组态设计能耗监控系统在完成通信设计后,还需要对系统的井下通信即触摸屏的嵌入版以及井上监控主机通用版的MCGS软件进行组态设计,才能基于MCGS软件真正实现各设备的监测与控制㊂3.1㊀通用版MCGS组态软件介绍MCGS软件运行分为组态环境㊁运行环境两种㊂其中组态环境指的是参数设置㊁设备汇总㊁数据库生成等搭建基础工作;而运行环境指软件的主界面,在主界面中可以通过数据直观地了解软件正常运行的基础条件,从而实现整个组态软件的运行规划㊂MCGS软件运行流程见图5.图5㊀MCGS软件运行流程图3.2㊀嵌入版MCGS触摸屏组态设计嵌入版MCGS结构图见图6,该版本较通用版支持可视化,具有硬件适应性强㊁处理速度快以及异常数据预警等功能㊂由于嵌入版的功能众多,触摸屏组态软件选择将其作为基础环境进行搭建,使触摸屏实现数据读取㊁采集㊁处理以及上传等功能㊂1)窗口设计㊂在触摸屏的众多窗口中,用户窗口对于美观实用性要求最高,而对于数据库设计则考验的是系统的性能以及传输的响应㊂在电网能耗监控系统中,用户窗㊃74㊃2020年第12期崔仁杰:基于MCGS组态软件的煤矿电网能耗监控系统图6㊀嵌入版MCG组态软件的结构图口主要分为两种,包括井下用电设备参数检测窗口以及节能装置运转监测㊂设备用电参数检测窗口即通过实时的电表检测,将电能曲线上传至触摸屏中,帮助实时监测设备的用电状况以及电能的波动情况㊂㊀㊀节能装置的运转检测窗口即实时显示电路中的主回路电压㊁控制电压㊁补偿电流㊁补偿容量㊁功率因数以及温度等参数,通过参数实时显示反映出节能装置的运行情况㊂节能装置的窗口界面见图7.图7㊀节能装置运转监测图㊀㊀2)数据库设计㊂瞬时响应作为数据库设计的第一要求,在数据库中首先对各个变量进行基础属性设置,其次添加各变量的上下限值,最后设置报警模式,一旦采集数据超出上下范围,系统立即预警发出警报㊂4㊀系统效益㊀煤矿电网能耗监控系统对煤矿安全运行有重要作用,与节能系统相结合能够为煤矿创造一定的经济与社会效益㊂为了测试系统,将10#煤层的4-2工作面作为试点进行小范围使用㊂通过运行,系统的故障率较低,能够稳定运行,当设备出现异常时,电能数据曲线波动异常,系统报警,设备急停,基本达到设计初期对于故障定位的目的,同时通过数月的试点运行,系统达到了设计初期节约月耗电3%以上的预期目标㊂经预测,系统在该矿进行推广,可实现的煤矿机电系统电能消耗降低幅度为5%~8%,预计运行一年将会节约250~400万元的电费,能够较大程度上提高矿井经济效益㊂5㊀结㊀语以MCGS组态软件为基础,开发了一款矿井电网能耗监控系统,该系统分为上位机监测系统与井下能耗监测与通信基站,通过安装通用版以及嵌入版的组态软件,实现了井下设备用电情况实时显示㊁数据收集处理以及异常预警功能㊂该系统应用于煤矿企业中,能够配合现有的节能设备以及设备运行监测系统,进一步提高矿井对设备的监控力度,有效降低能耗,提高煤矿的经济效益㊂㊃84㊃山西焦煤科技2020年第12期参㊀考㊀文㊀献[1]㊀聂国伦.煤矿供电系统运行与维护[M].北京:煤炭工业出版社,2011.[2]㊀笪爱彬.浅谈配电线路故障的原因及其运维管理分析[J].工程技术(引文版),2016(4):00182-00182.[3]㊀王康民,李学忠.组态软件MCGS 在地方煤矿安全生产监控中的应用研究[J].太原理工大学学报,2008(S2):82-83,87.[4]㊀孙㊀燕.基于MCGS 组态软件的大型超市消防监控平台设计[J].齐齐哈尔大学学报(自然科学版),2018,34(2):26-28,40.[5]㊀彭㊀波,许振文.基于MCGS 组态软件的煤矿安全监控系统[J].煤矿机电,2005(3):27-29.Energy Consumption Monitoring System Based onMCGS Configuration SoftwareCUI Renjie㊀㊀Abstract ㊀Xinzhi coal mine designed a coal mine power consumption monitoring system based on MCGSconfiguration software.All related operation data are analyzed and collected,the abnormal data are early warned inreal time,and the equipment is maintained accurately.Tested by trial operation,the system can save 5%~8%of the monthly power cost of the coal mine,and realize centralized monitoring and control of energy consumption of the coalmine power grid.Key words ㊀MCGS software;Upper computer monitoring system;communication base station;Electric metercommunication protocol driver design (上接第41页)Application of Load -sensitive Variable Pump inHydraulic System of RoadheaderLIU Yihui㊀㊀Abstract ㊀The simulation model of the cutting lift circuit is established using AMESim simulation software.Thepressure fluctuations under standby conditions and cutting and lifting conditions were studied respectively.Thesimulation results show that the load-sensitive variable pump can meet the requirements of system stability,energysaving and consumption reduction under different working conditions.Key words ㊀Heading machine hydraulic system;Load sensitive control technology;Variable pump;Cutting liftcircuit(上接第44页)Working Characteristics of AsymmetricalPiston Variable Pump for Heading MachineZHAO Zhenhua㊀㊀Abstract ㊀The flow of the plunger variable displacement control system together with the related mathematicalmodels such as the dynamic equation of swash plate,servo valve pressure and flow control are studied.Based on a-bove mentioned a simulation model of the system is established by using AMESim software.The simulation results show that the swash plate is faster than begore,the response speed and energy consumption should be selected with a suitable T-port drain pressure.Key words ㊀Heading machine;Asymmetric piston variable pump;Single rod hydraulic system㊃94㊃2020年第12期崔仁杰:基于MCGS 组态软件的煤矿电网能耗监控系统。
MCGS组态课程设计题目用组态软件实现煤矿皮带运输机传输系统监控用组态软件实现煤矿皮带运输机传输系统监控摘要本次课程设计利用MCGS软件简单的实现了煤矿皮带运输机传输系统的监控,通过延时与启动程序控制皮带运输机的启动与延时,通过故障按钮和放重物按钮给系统制造故障和放重物使传输带停止运动或延时停止。
关键词:MCGS 皮带运输机监控系统ABSTRACTThis course design using a simple implementation MCGS software for mine belt conveyor transmission system monitoring. Through the delay and start programs control belt conveyor start and time delay. Through the fault button and put heavy button to system fault and manufacturing put heavy with stop motion or make transmission delay stop. Keyboard:MCGS Belt conveyor Monitoring system1、前言皮带运输机是一种依靠摩擦驱动以连续方式运输物料的机械,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。
组态软件的使用为生产流程的可视化和集中化管理提供了可能,当应用场合很大而各种生产传输环节又紧密联系时,通过组态软件与PLC装置组成的各种系统相结合,观看到整个系统的运行情况与运行状态。
2、设计内容与要求2.1起动时先起动最末一条皮带机M4,经过5秒延时,再起动M3,经过5秒延时,再起动M2,经过5秒延时,再起动M1。
即M4 → M3 → M2 → M1 (分别间隔5秒)。
2.2停止时先停止最前一条皮带机,待料运完后再依次停止其它皮带机。
即 M1 →M2 → M3 → M4 (分别间隔5秒)。
2.3当某条皮带机发生故障时,该皮带机及其前面的皮带机立即停止,而其后的皮带机则待料运完后才停止。
例如M2故障,M2、M1立即停止,经5秒延时后,M3停止,再经过5秒,M4停止。
2.4当某条皮带机上有重物时,该皮带机前面的皮带机停止,该皮带机运行5秒后停止,而该皮带机以后的皮带机则待料运完后才停止。
例如,M3上有重物,M1、M2立即停止,过5秒后,M3停止,再过5秒,M4停止。
3、设计思路设计一个采煤系统,首先制作一个矿井,一个采煤桶,一个采煤支架和两辆运煤车。
用采煤桶把煤从矿井中运送出来,然后通过运输车把煤运到选煤场地。
4、组态画面的设计4.1总体布局图一用户窗口总体画面4.2运煤车画面设置在工具箱中插入两辆翻斗车,如下图车一车二图二运煤车图片在车一中加入两个填充色为黑色的三角形当作煤,如图一所示4.3采煤桶画面设置在工具箱中插入五个采煤桶,分别设为桶1、桶2、桶3、桶4、桶5,其中桶1、桶2为载煤桶,桶3为卸煤桶,桶4、桶5为空桶,在矿井里有一个桶为桶1,桶1正上方有两个桶分别为桶2和桶5,桶2右边有两个桶分别为桶3桶4,如图一所示。
4.4矿井及支架画面用长方形和平行四边形制作成一个长方体,长方体最上面的面上放一个椭圆。
支架有4个细窄的长方形组成,按图一所示放置。
5、操作说明5.1实时数据库变量图三实时数据库5.2用户窗口5.2.1运煤车设置车一的水平移动与可见度设置为图四车一的水平移动设置图图五车一的可见度设置图车二的水平移动与可见度设置为图六车二的水平移动设置图图七车一的可见度设置图5.2.2采煤桶画面设置桶1的水平移动与可见度设置为图八桶1的垂直移动设置图图九桶1的可见度设置图桶1中煤的垂直移动与可见度设置为图十桶1中煤的垂直移动设置图图十一桶1中煤的可见度设置图桶2的水平移动与可见度设置为图十二桶2的水平移动设置图图十三桶2的可见度设置图桶2中煤的水平移动与可见度设置为图十四桶2中煤的水平移动设置图图十五桶2中煤的可见度设置图桶3的可见度设置为图十六桶3可见度设置图桶4的水平移动与可见度设置为图十七桶4的水平移动设置图图十八桶4的可见度设置图桶5的水平移动与可见度设置为图十九桶5的垂直移动设置图图二十桶5的可见度设置图5.2.3矿井及支架画面长方形和长方形右边的平行四边形放在画面的最前面,其填充颜色设置为40%灰,长方体最上面的面和上面的椭圆放在画面的最后面,椭圆的填充颜色为黑色。
支架按图一所示放置,其填充颜色设置为40%灰。
5.3运行策略5.3.1运行策略总体画面图二十一运行策略总体画面5.3.2车运动策略的建立在运行策略里新增一个用户策略,在策略属性里设置策略名为车运动。
打开并新增一个策略行,在策略工具箱中选择脚本程序加在其上。
脚本程序中输入的程序为:if che12=0 thenche1=che1+14che13=che13+1if che1>25 thenif che13=40 thenche12=1che13=0che1=0endifendifelseche11=che11+14che13=che13+1if che11>25 thenif che13>40 thenche12=0che13=0che11=0endifendifendif5.3.3桶运动策略的建立在运行策略里新增一个用户策略,在策略属性里设置策略名为桶运动。
打开并新增一个策略行,在策略工具箱中选择脚本程序加在其上。
在脚本程序中输入的程序为:tong1=tong1+5if tong1>150 thentong1=150tong11=1tong111=1endifif tong111=1 thentong21=1tong211=1tong2=tong2+10if tong2>500 thentong2=500tong21=0tong211=0tong3=1m1=m1+1if m1>5 thentong3=0endifendifendifm5=m5+1if m5>85 thentong41=1tong4=tong4-10if tong4<-500 thentong41=0tong4=-500endifendifif tong4=-500 thentong51=1tong5=tong5+10if tong5>150 thentong51=0tong5=150endifendifif tong5=150 thentong1=0tong11=0tong111=0tong2=0tong21=0tong211=0tong4=0tong41=0tong5=0tong51=0m1=0m5=0endif5.3.4 循环策略的设置在循环策略中新增两个策略行并把策略工具箱中的策略调用加在其上,如下图所示图二十二循环策略设置图在策略属性设置中选择定时循环执行,循环时间设置为100ms,如下图所示图二十三循环策略中策略属性设置图6、结论在组态软件的制作中我较好的掌握了MCGS软件的应用。
在MCGS软件中最重要的是建立好实时数据库,数据库是实现各种变量的采集、表达、控制的关键元件,数据库控制着整个系统的输入、输出和运行。
MCGS软件实现了对现场设备运行信号的采集,运行控制和运行监视。
在组态文件的制作过程中,除了系统提供一些元件和背景,还可以自己制作自己需要的元件。
在调试系统的制作中,我需要的元件在元件库里没有,在上网搜索了资料后,知道元件可以自己通过系统提供的工具自己制作。
于是我通过工具箱,自己画出了所需元件的形状,然后自己设定看颜色,再通过属性设置了元件的动作值,填充颜色和动作表达式。
通过运行达到了预计的要求。
组态软件的运行调试,实际上就是数据库的设定,只要设定好输入、输出的变量和运行的条件,就可以实现预定的动作。
通过这次课程设计,我掌握了通过MCGS实现现场信息采集、控制。
掌握了系统设计、组态设计和现场监控一整套MCGS设计过程。
本次课程设计设计,让我很好的锻炼了理论联系实际,与具体项目、课题相结合开发、设计产品的能力。
既让我们懂得了怎样把理论应用于实际,又让我懂得了在实践中遇到的问题怎样用理论去解决。
致谢在本次课程设计中,我成功完成了课程设计课题——MCGS组态软件在交通信号系统中的应用。
从一开始的课题认知、资料的查找,材料的整理,在各组员的协力合作下,在老师的指导下,我认真学习、仔细分析,遇到问题及时商量查找资料,当查找资料后还有不明白的地方及时请教老师,咨询同学。
通过近两周的学习研究终于完成了该设计,在设计中,由于本人知识的局限性,设计选择了一些相对肤浅的设计理论,设计略显不足。
感谢在王老师一学期的辛勤教授MCGS组态软件的知识,使我能够顺利完成该课程设计。