钢材来料检查基准书
- 格式:xlsx
- 大小:59.08 KB
- 文档页数:1
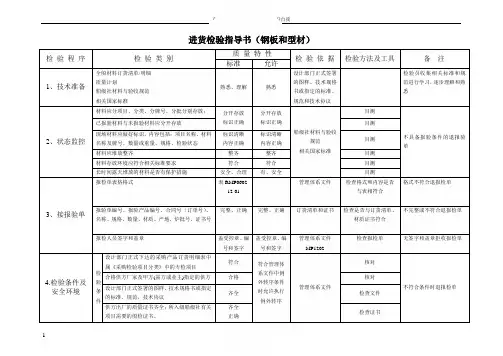
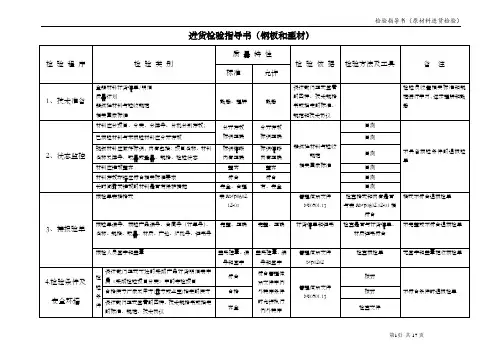
进货检验指导书(钢板和型材)检验程序检验类别质量特性检验依据检验方法及工具备注标准允许1、技术准备全船材料订货清单/明细质量计划船级社材料与验收规范相关国家标准熟悉、理解熟悉设计部门正式签署的图样、技术规格书或指定的标准、规范和技术协议检验员收集相关标准和规范进行学习,逐步理解和熟悉2、状态监控材料应分项目、分类、分牌号、分批分别存放;分开存放标识正确分开存放标识正确船级社材料与验收规范相关国家标准目测不具备报验条件的退报验单已报验材料与未报验材料应分开存放目测现场材料应做好标识,内容包括:项目名称、材料名称及牌号、数量或重量、规格、检验状态标识清晰内容正确标识清晰内容正确目测材料应堆放整齐整齐整齐目测材料存放环境应符合相关标准要求符合符合目测长时间露天堆放的材料是否有保护措施安全、合理有、安全目测3、接报验单报检单表格格式表RMP0602.12-01管理体系文件检查格式和内容是否与表相符合格式不符合退报检单报验单编号、报验产品编号、合同号(订单号)、名称、规格、数量、材质、产地、炉批号、证书号完整、正确完整、正确订货清单和证书检查是否与订货清单、材质证书符合不完整或不符合退报检单报检人员签字和盖章盖受控章、编号和签字盖受控章、编号和签字管理体系文件MP1202检查报检单无签字和盖章拒收报检单4.检验条件及安全环境检验条件设计部门正式下达的采购产品订货明细表中属《采购检验项目分类》中的专检项目符合符合管理体系文件中例外转序条件时允许执行例外转序管理体系文件核对不符合条件时退报检单合格供方厂家及甲方(需方或业主)指定的供方合格核对设计部门正式签署的图样、技术规格书或指定的标准、规范、技术协议齐全检查文件供方出厂的质量证书齐全;所入级船级社有关项目需要的船检证书。
齐全正确检查证书经自检已合格合格检查自检记录及签字检验程序检验类别质量特性检验依据检验方法及工具备注标准允许4.检验条件及安全环境安全环境堆放材料的架子是否安全合格安全合格管理体系文件检查货架不符合要求退报检单,并督促材料部进行整改材料堆放是否整齐整齐目测通道是否安全畅通安全畅通目测场地是否干净整齐干净整齐目测5、检验内容核对证书1.核查证书中内容是否齐全,根据钢材的不同品种、级别,分别按船级社规范或相关国家钢材标准中所列的标准核对钢材的化学成分和力学性能;符合相关船级社材料与验收规范GB700-88GB/T1591-94GB 711-88GB712-88核查证书和报检单不符合退报检单当材料2.核查证书上是否有船级社的书面证明内容、船级社印记和验船师的签名有船级社印记和验船师签名3.核查证书中材质、规格、炉批号、数量是否与报检单和实物一致一致实物包装:若为成捆包装,则应牢固的成卷(一般为钢带、小尺寸型材)牢固GB/T 709GB/T 2101目测材料实物标识:材料上应标识有厂家、材质、炉批号、规格、材料标准等级(结构钢)、船级社钢印(船板),并且与材质证书一致标识清晰、完整、正确,与证书一致相关船级社材料与验收规范相关国家标准目测检查标识核对证书表面钢板表面不允许不允许有气泡、结疤、裂纹、拉裂、夹杂、压入氧化铁皮以及分层等缺陷;不允许相关船级社材料与验收规范目测质量钢板允许有薄层氧化铁皮、铁锈,不明显的粗糙、网纹、划痕等局部缺陷,但凸凹度不得超过钢板和钢带厚度公差之半允许GB/T 709GB 3274GB/T 706目测检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容表面质量钢板和钢带表面局部缺陷允许清理,清理处应平滑无棱角, 清理深度不得超过钢板厚度负偏差的范围;GB/T 709GB/T 706目测用凿子或砂轮清理用钢尺测量不剪纵边交货的钢带,其边缘裂口和其他缺陷在宽度方向的深度不得不大于宽度允许偏差的一半,并且有效宽度不得小于订货合同规定的钢带宽度;目测用钢尺测量切边钢板应剪切成直角,切斜和镰刀弯不得使钢板长度和宽度小于公称尺寸,并须保证订货公称尺寸的最小矩形目测用钢尺测量型钢表面不应有裂缝、折叠、结疤、分层和夹杂;目测型钢表面允许有局部发纹、凹坑、麻点、刮痕和氧化铁皮压入等缺陷存在,但不应超出型钢尺寸的允许偏差目测用钢尺测量型钢表面缺陷允许清除,清除处应圆滑无棱角,但不应进行横向清除,清除宽度不应小于清除深度的五倍,清除后的型钢尺寸不应超出尺寸的允许偏差;目测用钢尺测量型钢不应有大于5mm的毛刺目测或用钢尺测量型钢平均腿厚度t的允许偏差不大于±GB/T 706 用超声波测厚仪或游标卡尺测量六个点后取平均值检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容钢板厚度允许偏差1.船板负偏差不大于0.3mm船级社材料与验收规范;GB/T 709超声波测厚仪在距离钢板边缘大于500处任意抽查六点后取平均值示意图如下:2.热轧钢板(见附录1)不大于GB/T709 表3的规定值钢板宽度允许偏差1.切边钢板不大于GB/T709 表5的规定值GB/T 709 用钢尺测量宽度600~1000 宽度>1000 GB/T 709+5mm+10mmGB/T 709 用钢尺测量3. 不切边钢带宽度≤1000 宽度>1000 +20mm+30mmGB/T 709 用钢尺测量检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容(钢板与型钢)钢板宽度允许偏4.纵剪钢带不得大于GB/T 709表6规定值GB/T 709 用钢尺测量钢板不平度表8不得大于GB/T 709 表8规定值GB/T 709 用钢尺测量2.船板t<4 小于 12mm/m4≤t≤15小于 10mm/mT<15 小于 5mm/m不得大于规定值GB 712用钢尺测量检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容(钢板与型钢)钢板长度允许偏差不得大于GB/T 709 表7规定值GB/T 709 用钢尺测量型钢的长度允许偏差不得大于GB/T 706 表4 的规定值正公差可以超过GB/T706 表4 的规定值GB/T 706 用钢尺测量适用于定尺型钢L型钢尺寸、外形允许偏差(附录2)不得大于GB/T 706 表3 的规定值GB/T 706 用钢尺、直尺测量检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容(钢板与型钢)工字钢、槽钢尺寸、外形允许偏差(附录3)不得大于GB/T 706中表1的规定值GB/T 706 用钢尺、直尺测量工字钢、槽钢的外缘斜度和弯腰挠度在距端头不少于750mm处检查检验程序检验类别质量特性检验依据检验方法及工具备注标准允许5、检验内容(钢板与型钢)角钢尺寸、外形允许偏差(附录4)不得大于GB/T 706表2中的规定值GB/T 706 用钢尺、直尺测量角钢的顶端直角在距端头不小于750mm处检查型钢不应有明显的扭转扭转不明显GB/T 706 目测材料复验复验要求经船级社认可的材料,其化学成分和力学性能一般不再另行试验,但下列情况除外:符合规范船级社材料验收规范检查、核对适用于船用钢材1.材料钢印标识不清楚、证书中数据模糊、或对材料质量有疑问时,应对材料做部分项目或全部项目的复验;2.按合同技术文件规定必须复验的项目3.船东或验船师要求复验的项目按照相关国家标准进行复验符合规范GB50205 检验材料和证书适用于结构用钢材材料复验取样的数量、尺寸和截取方向按照船级社材料验收规范或国家标准执行符合规范船级社材料验收规范;相关国家标准通知验船师和船东(需要时)到场见证取样和送检。
玻璃钢原材料进货检验指导书受控状态:版本号:发放编号:编制:日期:审核:日期:批准:日期:A类材料序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案01 单向布631.3g/m2外观编织均匀、无污染、无杂质√√目测按批抽样梁材料玻璃类型-无碱-√--纤维直径0o mμ18 ±1 √-GB/T7690.5-200190o11 ±1 √-单位面积质量总重g/m2631.3 ±13 √√GB/T9914.3-20010o590.6 ±12 √√90o33.0 ±1√√捆绑纱7.7 ±0.2 √-浸润剂类型-硅烷型-√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4-√-GB/T7689.5-200190o断裂伸长率≤4-√-幅宽mm 140/250 ±2.5 √√GB/T7689.3-2001长度m ≥63 -√-02 连续毡300g/㎡600g/㎡外观编织均匀、无污染、无杂质√√-按批抽样灌注辅助单位面积质量g/m2300/600 ±15/30 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-200103 短切毡300g/㎡450g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m2300/450 ±30/45 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001浸透时间S ≤50 -√-GB/T17470附录A拉伸断裂强力(纵向/横向)N ≥70/60 -√-GB/T6006.2可燃物含量w% 1.8-8.5 - √-GB/T9914.2-200104 表面毡30g/㎡50g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m230/50 ±2/4 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤1.5 -√√GB/T9914.1-2001浸透时间S ≤50 -√-GB/T17470附录A可燃物含量w%6-9 - √-GB/T9914.2-200105 方格布200g/㎡400g/㎡外观编织均匀、无污染、无杂质√√-按批抽样手糊材料单位面积质量g/m2200/400 ±16/32 √√GB/T9914.3-2001玻璃类型-无碱-√-浸润剂类型硅烷型√--含水率w%≤0.2 -√√GB/T9914.1-2001 拉伸断裂强力(纵向)N ≥2500 -√-GB/T7689.5-2001拉伸断裂强力(横向)N ≥2200 -√-GB/T7689.5-2001可燃物含量w%0.4-0.8 -√-GB/T9914.2-200106 双轴织物900-00800g/m2外观编织均匀、无污染、无杂质√√目测按批抽样蒙皮材料玻璃类型-无碱-√--浸润剂类型硅烷型√--单位面积质量g/m2806 ±20.1 √√GB/T9914.3-2001含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4-√-GB/T7689.5-200190o断裂伸长率≤4-√-幅宽mm 1270 ±5 √√GB/T7689.3-2001长度m≥41 -√-07 加表面毡双轴织物(00/900)1005.5g/m2外观编织均匀、无污染、无杂质√√目测按批抽样蒙皮材料玻璃类型-无碱-√-单位面积质量g/m2975.5 ±20.1 √√GB/T9914.3-2001浸润剂类型-环氧型√--含水率w%≤0.2 -√√GB/T9914.1-2001可燃物含量w% 1.0 ±0.5 √-GB/T9914.2-2001树脂浸透性S ≤120-√-GB/T17470-19980o断裂伸长率%≤4 -√-GB/T7689.5-2001+45o断裂伸长率≤4 -√--45o断裂伸长率≤4 -√-幅宽mm 1270 ±5 √√GB/T7689.3-2001长度m ≥41 -√-序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案08 手糊树脂DSMNeogel®8175-W-1H外观浑浊、均匀√√目测按批抽样基体树脂25℃凝胶时间,2%M50min 15-20 √√TM262523℃粘度250S-1 mPa.s 300-500 -√√TM2313固体含量% 69-75 -√-TM203309 手糊树脂固化剂AKZO M50外观均匀、无杂质√√目测活性氧含量% 8.8-9.0 √-Jo/72.1010 灌注树脂DSMSynolite9001外观清/微浑√√目测固体含量% 42-47 √--粘度mPas 15-25-√√旋转粘度计25℃凝胶时间,2%5002-M-2,3%M50Min 15-25 -√√TM262511 灌注树脂促进剂5002-M-2 外观均匀、无杂质√√目测12 易打磨胶衣(手刷)DSMNeogel8366-W-0520外观浑浊、均匀√√目测按批抽样基体树脂25℃凝胶时间,2%M50min √√TM262525℃粘度20S-1 mPas -√√旋转粘度计固体含量% -√-TM203313 易打磨胶衣(喷涂)DSMNeogel8302-S-5117外观均匀、无杂质√√目测25℃凝胶时间,2%M50min TM262525℃粘度20S-1 mPas 旋转粘度计固体含量% √-TM203314 促进剂HS-926 外观均匀、无杂质√√目测15 手糊树脂DSMSynolite8175-H外观浑浊糊状√√目测按批抽样粘接材料25℃凝胶时间,2%M50min 15-20 √√TM262523℃粘度20S-1mPas 400-600 √√旋转粘度计固体含量% 72-78 √-TM203316 手糊树脂华科HS-502PTF-H外观浑浊糊状√√目测25℃凝胶时间,2%M50min 10.0-45.0 √-GB/T7193.4.6 25℃粘度20S-1mPas 500-800 GB/T7193.4.117 手糊树脂DSMSynolite901外观透明、微浑√目测25℃凝胶时间,2%M50min 15-20 √-TM262523℃粘度20S-1mPas 300-600 旋转粘度计18 模具树脂DSMAtlac 590外观透明、均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 21.4-27.6 √-TM262523℃粘度20S-1mPas 210-300旋转粘度计固体含量% 61.0-66.0 √√TM203319 模具树脂DSMNeomould1982-W-1外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 38-42 √-TM262523℃粘度20S-1mPas 620-680旋转粘度计固体含量% 68.0-71.0 √√TM203320 模具树脂RM2000外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,1%M50min 30-40 √-TM262523℃粘度20S-1mPas 1100-1200 旋转粘度计固体含量% 76-80 √√TM203321 模具树脂RM3000外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,1%M50min 30-40 √-TM262523℃粘度20S-1mPas 1100-1200 旋转粘度计固体含量% 76-80 √√TM203322 模具胶衣DSM8366外观均匀、无杂质√目测-按批抽样模具材料25℃凝胶时间,2%M50min 9-11 √-TM262523℃粘度20S-1mPas 4000-6000 旋转粘度计序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案23 PVC芯材PVC60(5-40mm)平均密度Kg/m360 ±9 √√GB/T6343-1995按批抽样夹芯材料剪切模量Mpa ≥15 -√--剪切强度Mpa ≥0.6 -√--压缩模量Mpa ≥45 -√--压缩强度Mpa ≥0.65 -√√GB/T1448-200524 PET芯材PET100(5-40)平均密度Kg/m3110 ±12 √√GB/T6343-1995剪切模量Mpa ≥22 -√--剪切强度Mpa ≥0.69 -√--压缩模量Mpa ≥60 -√--压缩强度Mpa ≥1.0 -√√GB/T1448-2005序号材料名称规格/型号项目单位标称值容差供方数据入厂复验备注项目试验方法抽样方案25 轻木Balsa(规格3/8″1/2″5/8″3/4″)平均密度Kg/m3150 ±22.5√√GB/T6343-1995按批抽样26 五金件尺寸图纸图纸√√按批抽样材质图纸图纸√-26 氢氧化铝MARTINAL OL-104LEO外观按批抽样粒径吸油值26 氢氧化铝山铝800目外观按批抽样粒径吸油值B 类材料序号 材料名称 规格型号 项目 单位 标称值 容差 供方 数据 入厂复验备注项目 试验方法 抽样方案1 真空袋膜 400Y 幅宽 mm 标称值 ±10 √ √ 盒尺测量 按批抽样辅助材料厚度 μm 60 ±10 √ √ 千分尺测量 2吸胶毡WF150幅宽 mm 标称值 ±10 √ √ 盒尺测量 克重 g/㎡ 150 ±5 √ √ 天平秤量3多孔隔离膜WL3900RP孔径mm 1.2 ±0.5 √ √ 游标卡尺测量 长度孔距 mm 5.0 ±2.5 √ √ 宽度孔距 mm 6.0 ±3.0 √ √ 厚度 μm 50 ±0.5 √ √ 千分尺测量 4导流网VI180幅宽mm 标称值 ±10 √ √ 盒尺测量 克重 g/m 2 160 ±10 √ √ 天平秤量 厚度mm 1.0 ±0.2 √ √ 千分尺测量 5脱模布R100PS /R85PA6 幅宽 mm 标称值 ±10 √ √ 盒尺测量 重量 g/m ² 85 ±5 √ √ 天平秤量 6 真空胶带 LTS90 厚度 mm 3.0 ±0.5 √ √ 游标卡尺测量 宽度 mm 12.0 ±1.0 √ √ 7 PVC 角 21×21 规格 mm 21×21 ±2 √ √ 32×32 规格 mm 32×32 ±2 √ √ 8 螺旋管 12×1 内径Ф mm 10 ±0.5 √ √ 9 吸胶管 20×2 内径Фmm 16 ±0.5 √ √ 10 网格胶带 宽20~50 规格/合格证- - - - √ 验合格证/实物 11 喷 胶 3M - - - - √ 12 脱模剂 55-NC - - - - √ 13 模具封孔剂 汉高FMS - - - - √ 14模具清洗剂汉高PMC----√。
会签栏:打√者需会签。
√会签单位会签人员√会签单位会签人员总经理室设计部业务部财务部管理部工务部总务厂务部人事生管采购品管保安制造修订记录:版序修订内容第1版新制订签核栏:核准审核制订文件收发文件非经许可不准影印第一条:适用范围此标准适用于本公司国内采购之钢板验收用。
第二条:人员资格及检测仪器要求2.1检查人员须经过公司培训,并经考试合格。
2.2检测仪器须经校正合格,并在使用期限内。
第三条:检查项目钢板检查项目如下:1)长度; 2)宽度; 3)厚度; 4)平面度; 5)锈蚀度; 6)化学成份; 7)力学性能。
第四条:批之构成以同一批号或同一炉号为一批。
第五条:检验方法及检查器具长度、宽度:用卷尺测量之;厚度:用游标卡尺测量之;平面度:目视且用直尺及角尺测量之;锈蚀度:依目视判定之;化学成份:依产品质量证明书判定之;产品质量合格证未能及时提供,可以传真件、复印件急用,要求厂商一星期内提供原件。
力学性能:依产品质量证明书判定之。
第六条:判定基准6.1钢板验收时须检附产品质量证明书,并存入质保资料文件中。
6.1.1产品质量证明书内容须符合GB700-88、GB/T1591-94之规定。
文件非经许可不准影印6.2长度须符合表1规定(摘自GB709-88)表1公称厚度(mm) 钢板长度(mm) 长度允许偏差(mm)≦4 ≦1500+10+15 >1500 0~15>4~16≦2000 0~10 >2000~6000 0~25 >6000 0~30>16~60≦2000 0~15 >2000~6000 0~30 >6000 0~40>60 所有长度0~506.3宽度须符合表2规定(摘自GB709-88)表2公称厚度(mm) 钢板厚度(mm) 允许偏差(mm)≦4 ≦800 +0~+6 >800 +0~+10>4~16 ≦1500 +0~+10 >1500 +0~+15>16~60 所有宽度+0~+30 >60 所有宽度+0~+35文件非经许可不准影印6.4厚度须符合表3规定(摘自GB709-88)表3公称厚度在下列宽度时的厚度允许偏差750~1000 1000~1500 1500~2000 2000~2300 2300~2700 2700~3000>4.00~5.50 +0.30-0.40+0.30-0.50+0.40-0.50+0.45-0.50+0.50-0.50─>5.50~7.50 +0.20-0.60+0.25-0.60+0.40-0.60+0.45-0.60+0.60-0.60─>7.50~10.00 +0.20-0.80+0.30-0.80+0.35-0.80+0.45-0.80+0.60-0.80+0.80-0.80>10.00~13.00+0.20-0.80+0.30-0.80+0.40-0.80+0.50-0.80+0.70-0.80+1.00-0.80负偏差>1000~1200>1200~1500>1500~1700>1700~1800>1800~2000>2000~2300>2300~2500>2500~2600>2600~2800>2800~3000>13~25 0.8 0.2 0.2 0.3 0.4 0.6 0.8 0.8 1.0 1.1 1.2 >25~30 0.9 0.2 0.2 0.3 0.4 0.6 0.8 0.9 1.0 1.1 1.2 >30~34 1.0 0.2 0.3 0.3 0.4 0.6 0.8 0.9 1.0 1.2 1.3 >34~40 1.1 0.3 0.4 0.5 0.6 0.7 0.9 1.0 1.1 1.3 1.4 >40~50 1.2 0.4 0.5 0.6 0.7 0.8 1.0 1.1 1.2 1.4 1.5 >50~60 1.3 0.6 0.7 0.8 0.9 1.0 1.1 1.1 1.2 1.3 1.5 >60~80 1.8 -- 1.0 1.0 1.0 1.0 1.1 1.2 1.3 1.3 >80~100 2.0 -- 1.2 1.2 1.2 1.2 1.3 1.3 1.3 1.4 6.5平面度须符合表4规定(摘自GB709-88)表4公称厚度(mm) 测量单位长度(mm) 不平度>4~101000 10>10~258 >257文件非经许可不准影印制订部门:品管部钢板进料检验作业指导书文件编号:制订日期:05年05月05日第 1 版第 5/10 页6.6钢板的锈蚀等级应达到C级以上,根据GB8923-88的规定,钢材表面四个锈蚀等级分别以A、B、C和D表示,其文字叙述如下:A:全面地覆盖着氧化皮而几乎没有铁锈的钢材表面;B:已发生锈蚀,并且部分氧化皮已经剥落的钢材表面;C:氧化皮已因锈蚀而剥落,或者可以剥除,并且有少量点蚀的钢材表面;D:氧化皮已因锈蚀而全面剥落,并且已普遍发生点蚀的钢材表面。
进货检验指导书(钢板和型材)
不大于709
2.切边钢带
宽度600~1000
宽度>1000
L型钢尺寸、外形允许偏差(附录2)
检验类别
检验类别
型钢不应有明显的扭转
复经船级社认可的材料,其化学成分和力学性能一般不再另行试验,但下列情况除外:
1.材料钢印标识不清楚、证书中数据模
槽钢、工字钢等,也可在腹板上距边缘
附录1(GB/T 709 表3)
附录2(GB/T 706 表3)
.
附录3(GB/T 706 表1)
附录4(GB/T 706 表2)
THANKS !!!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考。
原材料检验指导书编制:审核:批准:品质部目录1、冷轧钢板 (1)2、热轧钢板 (2)3、不锈钢热板 (2)4、不锈钢冷板 (3)5、热轧花纹钢板 (4)6、铝板 (5)7、花纹铝板 (7)8、平焊法兰 (9)9、钢制对焊管件 (10)10、无缝钢管 (11)11、热轧型钢 (13)适用产品:轧制宽度≥600mm的冷轧钢板。
适用标准:GB/T 708-2006《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)不得有分层。
(6)厚度允许误差(mm):适用产品:轧制宽度≥600mm的热轧钢板。
适用标准:GB/T 709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
(4)表面允许有不影响使用的薄层氧化铁皮、铁锈和轻微的麻点、划痕等局部缺陷,但不能有结疤、裂纹、折叠、夹杂、气泡和氧化铁皮压入等对使用有害的缺陷。
(5)厚度允许误差(mm):3、不锈钢热板适用产品:耐腐蚀不锈钢热轧钢板。
适用标准:GB/T 4237-2015《不锈钢热轧钢板和钢带》。
供方要求:可以提供产品质量合格证明书。
检验要求:(1)进货检验数量:抽检3张,如合格则判定该批均合格;如不合格,则判定整批不合格。
(2)供方必须列入公司《合格供方名录》。
(3)每批产品随货附有产品质量合格证明书。
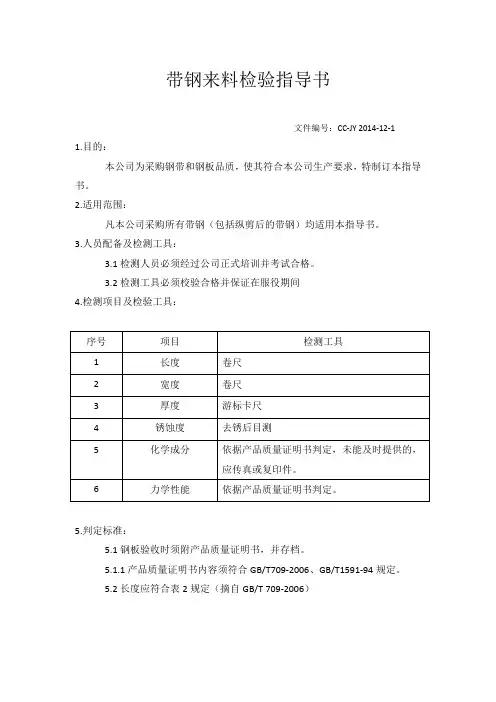
带钢来料检验指导书
文件编号:CC-JY 2014-12-1
1.目的:
本公司为采购钢带和钢板品质,使其符合本公司生产要求,特制订本指导书。
2.适用范围:
凡本公司采购所有带钢(包括纵剪后的带钢)均适用本指导书。
3.人员配备及检测工具:
3.1检测人员必须经过公司正式培训并考试合格。
3.2检测工具必须校验合格并保证在服役期间
4.检测项目及检验工具:
5.判定标准:
5.1钢板验收时须附产品质量证明书,并存档。
5.1.1产品质量证明书内容须符合GB/T709-2006、GB/T1591-94规定。
5.2长度应符合表2规定(摘自GB/T 709-2006)
表2 单轧钢板的长度允许偏差单位为毫米
5.3厚度应符合表2规定(摘自GB-709-88)
5.4宽度应符合表4规定(摘自GB/T 709-2006)
表4 不切边钢带(包括连轧钢卷)宽度允许偏差单位为毫米
5.5纵剪钢带的宽度允许偏差应符合表5规定(摘自GB/T 709-2006)
表5 纵剪钢带的宽度允许偏差(摘自GB/T 709-2006)单位为毫米。
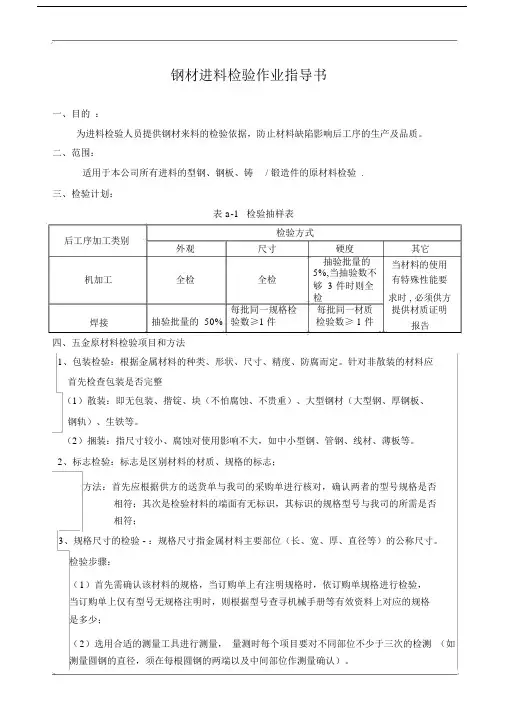
钢材进料检验作业指导书一、目的:为进料检验人员提供钢材来料的检验依据,防止材料缺陷影响后工序的生产及品质。
二、范围:适用于本公司所有进料的型钢、钢板、铸/ 锻造件的原材料检验 .三、检验计划:表 a-1 检验抽样表后工序加工类别检验方式外观尺寸硬度其它抽验批量的当材料的使用5%,当抽验数不机加工全检全检有特殊性能要够 3 件时则全求时 , 必须供方检焊接抽验批量的 50% 每批同一规格检每批同一材质提供材质证明验数≥1件检验数≥ 1 件报告四、五金原材料检验项目和方法1、包装检验:根据金属材料的种类、形状、尺寸、精度、防腐而定。
针对非散装的材料应首先检查包装是否完整(1)散装:即无包装、揩锭、块(不怕腐蚀、不贵重)、大型钢材(大型钢、厚钢板、钢轨)、生铁等。
(2)捆装:指尺寸较小、腐蚀对使用影响不大,如中小型钢、管钢、线材、薄板等。
2、标志检验:标志是区别材料的材质、规格的标志;方法:首先应根据供方的送货单与我司的采购单进行核对,确认两者的型号规格是否相符;其次是检验材料的端面有无标识,其标识的规格型号与我司的所需是否相符;3、规格尺寸的检验 - :规格尺寸指金属材料主要部位(长、宽、厚、直径等)的公称尺寸。
检验步骤:(1)首先需确认该材料的规格,当订购单上有注明规格时,依订购单规格进行检验,当订购单上仅有型号无规格注明时,则根据型号查寻机械手册等有效资料上对应的规格是多少;(2)选用合适的测量工具进行测量,量测时每个项目要对不同部位不少于三次的检测(如测量圆钢的直径,须在每根圆钢的两端以及中间部位作测量确认)。
4.硬度检验:检验前,先根据材料的型号查核相关的有效资料文件,确认硬度是多少,使用硬度计进行检测,取样的材料表面要求须符合相关硬度计的测量要求.5、外形检验:主要是对材料外观形状、表面缺陷的检验5.1外形检验的方法(1)目视能检验的外观不良,采用目视检验的方法进行检验;(2)针对后工序精度要求较高,目视不易检测的外形要求,可借助合适的量具进行测量(如椭圆度及薄厚度可使用卡尺量测),需要使用工具的外形检验方法,在此不作详细说明,检验人员需要具备用一定的检验技能,了解该材料的有途,在有必要时针对目视不能检测的外形项目选择合适的检具进行检验。
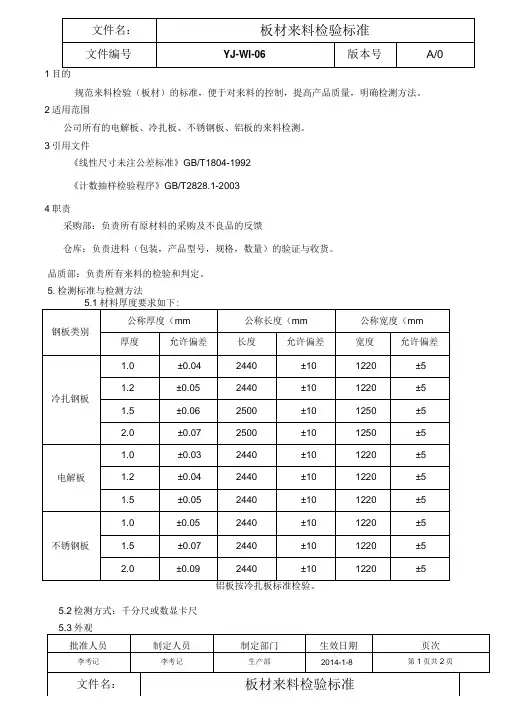
1目的规范来料检验(板材)的标准,便于对来料的控制,提高产品质量,明确检测方法。
2适用范围公司所有的电解板、冷扎板、不锈钢板、铝板的来料检测。
3引用文件《线性尺寸未注公差标准》GB/T1804-1992《计数抽样检验程序》GB/T2828.1-20034职责采购部:负责所有原材料的采购及不良品的反馈仓库:负责进料(包装,产品型号,规格,数量)的验证与收货。
品质部:负责所有来料的检验和判定。
5.检测标准与检测方法铝板按冷扎板标准检验。
5.2检测方式:千分尺或数显卡尺5.3.1 外观表面不得有气泡、裂纹、结疤、凹凸不平、变形、拉裂和夹杂等不良。
电解板:锌层颜色一致,表面无黑点、锌层脱落等不良。
冷扎板:表面无锈迹。
5.3.2 表面有特殊要求的材料,如氧化、表面不作处理的材料、贴膜材料,要求无深浅划伤、变形等不良。
5.3.3 钢板表面上的局部缺陷应用修磨方法清除,但不得使钢板厚度小于最小允许厚度5.3.4 冷轧钢板两面允许有厚度公差一半范围内不大于钢板最小厚度的下列缺陷:轻微麻点及局部深麻点、小气泡、小拉裂、划伤、轻微划痕及轧辗压痕。
允许有局部的蓝色氧化色,反面允许有厚度公差范围内。
不大于钢板最小厚度的下列缺陷:轻微麻点、小气泡、小拉裂、轻微划痕和轧辗压痕。
5.3.5 不锈钢板的外观要求等问于冷轧钢板的外观要求。
6其它有特殊要求的材料,以技术部、客户要求为准。
7检查数量按抽样标准检测。
对表面有特殊要求的材料外观全检。
8对供应商每季度提供一次准材质证明。
(性能不检测)。
1. 目的:为满足顾客的质量要求,维护公司的经济利益,行使公司来料质量管理职能,避免因进料质量原因而影响生产。
2. 来料分类:原材料、外协件、标准件、捆包材料、辅料等。
3. 检查基准:3.1原材料:3.1.1检查项目:3.1.1.1外观:以目视方法进行检查,确保材料表面洁净,无明显污点,无凹凸,无腐蚀,无明显锈斑,无损伤等。
3.1.1.2尺寸:按材料的实际情况选用卷尺、直尺、游标卡尺、千分尺测量材料长度、宽度、厚度等。
所有尺寸均不能超过标准界限。
3.1.1.3硬度:根据材料的硬度要求,用洛氏硬度计对材料进行硬度测试。
测试值不能超过标准界限。
3.1.1.4其他:选用合适的检测设备对其他重点管控项目进行检测,或委外测试。
3.1.2检查频率:每批材料抽检率在20%以上。
3.1.3不同原材料的检查要求见附表。
3.2外协件:3.2.1外协尺寸件:按图纸对外协尺寸进行检测。
检查尺寸不得超过图纸标准界限。
抽检率为100%。
3.2.2外协镀膜件:用目视方法对镀膜外观进行检测,确保产品表面洁净,无污点,无凹凸,无漏镀,无损伤等。
抽检率在10%以上。
3.3标准件:3.3.1外观:以目视方法进行检查,确保标准件表面洁净,无明显锈斑,无损伤,无影响装配的外观缺陷等。
抽检率为5%。
3.3.2尺寸:按标准件的实际情况选用直尺、游标卡尺、千分尺进行测量。
所有检测尺寸需与《送货单》或《质检报告》一致,符合《采购申请单》要求。
抽检率为5%。
3.4捆包材料:按营业部提供的采购要求,检查材料的尺寸、厚度、箱唛等;用目测方式检查材料的外观,确保表面洁净,无污点,无损伤。
抽检率为5%。
3.4辅料:按辅料的实际用途对其进行检测,确保质量符合采购需求。
抽检率为5%。
4.原材料分类检查基准:见附录。
会签栏:打√者需会签。
√会签单位会签人员√会签单位会签人员总经理室设计部业务部财务部管理部工务部总务厂务部人事生管采购品管保安制造修订记录:版序修订内容第1版新制订签核栏:核准审核制订文件收发文件非经许可不准影印第一条:适用范围此标准适用于本公司国内采购之钢板验收用。
第二条:人员资格及检测仪器要求2.1检查人员须经过公司培训,并经考试合格。
2.2检测仪器须经校正合格,并在使用期限内。
第三条:检查项目钢板检查项目如下:1)长度; 2)宽度; 3)厚度; 4)平面度; 5)锈蚀度; 6)化学成份; 7)力学性能。
第四条:批之构成以同一批号或同一炉号为一批。
第五条:检验方法及检查器具长度、宽度:用卷尺测量之;厚度:用游标卡尺测量之;平面度:目视且用直尺及角尺测量之;锈蚀度:依目视判定之;化学成份:依产品质量证明书判定之;产品质量合格证未能及时提供,可以传真件、复印件急用,要求厂商一星期内提供原件。
力学性能:依产品质量证明书判定之。
第六条:判定基准6.1钢板验收时须检附产品质量证明书,并存入质保资料文件中。
6.1.1产品质量证明书内容须符合GB700-88、GB/T1591-94之规定。
文件非经许可不准影印6.2长度须符合表1规定(摘自GB709-88)表1公称厚度(mm) 钢板长度(mm) 长度允许偏差(mm)≦4 ≦1500+10+15 >1500 0~15>4~16≦2000 0~10 >2000~6000 0~25 >6000 0~30>16~60≦2000 0~15 >2000~6000 0~30 >6000 0~40>60 所有长度0~506.3宽度须符合表2规定(摘自GB709-88)表2公称厚度(mm) 钢板厚度(mm) 允许偏差(mm)≦4 ≦800 +0~+6 >800 +0~+10>4~16 ≦1500 +0~+10 >1500 +0~+15>16~60 所有宽度+0~+30 >60 所有宽度+0~+35文件非经许可不准影印6.4厚度须符合表3规定(摘自GB709-88)表3公称厚度在下列宽度时的厚度允许偏差750~1000 1000~1500 1500~2000 2000~2300 2300~2700 2700~3000>4.00~5.50 +0.30-0.40+0.30-0.50+0.40-0.50+0.45-0.50+0.50-0.50─>5.50~7.50 +0.20-0.60+0.25-0.60+0.40-0.60+0.45-0.60+0.60-0.60─>7.50~10.00 +0.20-0.80+0.30-0.80+0.35-0.80+0.45-0.80+0.60-0.80+0.80-0.80>10.00~13.00+0.20-0.80+0.30-0.80+0.40-0.80+0.50-0.80+0.70-0.80+1.00-0.80负偏差>1000~1200>1200~1500>1500~1700>1700~1800>1800~2000>2000~2300>2300~2500>2500~2600>2600~2800>2800~3000>13~25 0.8 0.2 0.2 0.3 0.4 0.6 0.8 0.8 1.0 1.1 1.2 >25~30 0.9 0.2 0.2 0.3 0.4 0.6 0.8 0.9 1.0 1.1 1.2 >30~34 1.0 0.2 0.3 0.3 0.4 0.6 0.8 0.9 1.0 1.2 1.3 >34~40 1.1 0.3 0.4 0.5 0.6 0.7 0.9 1.0 1.1 1.3 1.4 >40~50 1.2 0.4 0.5 0.6 0.7 0.8 1.0 1.1 1.2 1.4 1.5 >50~60 1.3 0.6 0.7 0.8 0.9 1.0 1.1 1.1 1.2 1.3 1.5 >60~80 1.8 -- 1.0 1.0 1.0 1.0 1.1 1.2 1.3 1.3 >80~100 2.0 -- 1.2 1.2 1.2 1.2 1.3 1.3 1.3 1.4 6.5平面度须符合表4规定(摘自GB709-88)表4公称厚度(mm) 测量单位长度(mm) 不平度>4~101000 10>10~258 >257文件非经许可不准影印制订部门:品管部钢板进料检验作业指导书文件编号:制订日期:05年05月05日第 1 版第 5/10 页6.6钢板的锈蚀等级应达到C级以上,根据GB8923-88的规定,钢材表面四个锈蚀等级分别以A、B、C和D表示,其文字叙述如下:A:全面地覆盖着氧化皮而几乎没有铁锈的钢材表面;B:已发生锈蚀,并且部分氧化皮已经剥落的钢材表面;C:氧化皮已因锈蚀而剥落,或者可以剥除,并且有少量点蚀的钢材表面;D:氧化皮已因锈蚀而全面剥落,并且已普遍发生点蚀的钢材表面。
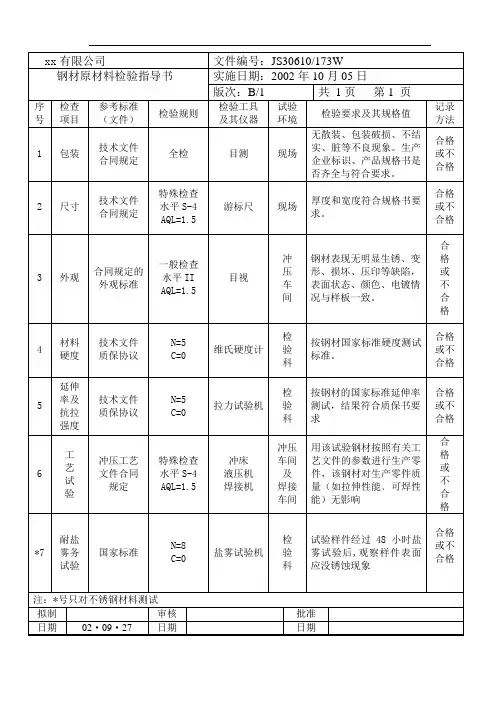
Logo XXX有限公司钢材来料检查指导书文件编号:版本:A编写:审核:批准:▲本管理文件未经公司特别授权,不准转借、复印或应用于其它目的▲图1 图2Logo XXX有限公司文件编号:版本/版次:A/A0钢材来料检查指导书生效日期:共11页第2页6.1.2规格表示方法工字钢:“I”与高度值×腿宽度值×腰厚度值,如I450×150×11.5槽钢:“[”与高度值×腿宽度值×腰厚度值,如[200×75×9,简记为[20b。
6.1.3测量尺寸和允许偏差(mm)尺寸范围高度h 腿宽度b 腰厚度d 中心偏差S 外缘斜度T 弯腰挠度Wh<100 ±1.5 ±1.5 ±0.4 ±1.5 T1,T2≤1.5%bT1+T2≤2.5%b W≤0.15d100≤h<150 ±2.0 ±2.0 ±0.5 ±2.0150≤h<200±2.0 ±2.5 ±0.5 ±2.5200≤h<300±3.0 ±3.0 ±0.7 ±3.0300≤h<400±3.0 ±3.5 ±0.8 ±3.5h≥400 ±4.0 ±4.0 ±0.9 ±4.0参考图示图1 图4 图2 图36.1.4 工字钢弯曲度≤2mm/m,总弯曲度≤总长度的0.2%;槽钢弯曲度≤3mm/m,总弯曲度≤总长度的0.3%。
6.1.5 工字钢、槽钢的腿中间厚度(t)允许偏差为±0.06t。
6.1.6 长度≤8m的材料,长度允许+50/-0 mm,长度>8m的材料,长度允许+80/-0 mm。
6.1.7型钢不应有明显的扭转。
6.2 角钢6.2.1图示图3 图4图5 图6图7图8图9型钢的端部应切得正直,其锯切斜度不得大于下表规定。
1 目的规范来料检验(板材)的标准,便于对来料的控制,提高产品质量,明确检测方法。
2 适用范围公司所有的电解板、冷扎板、不锈钢板、铝板的来料检测。
3引用文件《线性尺寸未注公差标准》GB/T1804-1992《计数抽样检验程序》GB/T2828.1-20034职责采购部:负责所有原材料的采购及不良品的反馈仓库:负责进料(包装,产品型号,规格,数量)的验证与收货。
品质部:负责所有来料的检验和判定。
5. 检测标准与检测方法铝板按冷扎板标准检验。
5.2 检测方式:千分尺或数显卡尺。
5.3 外观5.3.1外观表面不得有气泡、裂纹、结疤、凹凸不平、变形、拉裂和夹杂等不良。
电解板:锌层颜色一致,表面无黑点、锌层脱落等不良。
冷扎板:表面无锈迹。
5.3.2表面有特殊要求的材料,如氧化、表面不作处理的材料、贴膜材料,要求无深浅划伤、变形等不良。
5.3.3 钢板表面上的局部缺陷应用修磨方法清除,但不得使钢板厚度小于最小允许厚度。
5.3.4 冷轧钢板两面允许有厚度公差一半范围内不大于钢板最小厚度的下列缺陷:轻微麻点及局部深麻点、小气泡、小拉裂、划伤、轻微划痕及轧辊压痕。
允许有局部的蓝色氧化色,反面允许有厚度公差范围内。
不大于钢板最小厚度的下列缺陷:轻微麻点、小气泡、小拉裂、轻微划痕和轧辊压痕。
5.3.5 不锈钢板的外观要求等间于冷轧钢板的外观要求。
6 其它有特殊要求的材料,以技术部、客户要求为准。
7 检查数量按抽样标准检测。
对表面有特殊要求的材料外观全检。
8 对供应商每季度提供一次准材质证明。
(性能不检测)。
供应商
材 质
规 格
生产日期
判定
1料厚2外径(长度)3内径(宽度)
4厚度5表面状况6材质7
标签重量
2、检查者需
3、本表单保
供应商
材 质
规 格
生产日
判定
1料厚2外径(长度)3料宽(宽度)
4厚度5表面状况6材质7
标签重量
2、检查者需按实填
3、本表单保存3
说 明
广州益川机械有限公司
序号序号
检验项目
检验项目
钢材来料检查记录表
1、尺寸项目合格填写合格尺寸;
其他项目合格划“√”;不合格划“×”; 不合格已处理合格划“○”钢材来料检查记录表
1、尺寸项目合格填写合格尺寸;
其他项目合格划“√”;不合格划“×”; 不合格已处理合格划“○”目视标签核查供应商材质证明
目视标签
每卷
卷尺符合图纸要求
目测无生锈、腐蚀、毛刺、包装破损
卷尺符合图纸要求卷尺符合图纸要求检 验 记 录
检测器
检查数量12345厚度千分尺符合图纸要求说 明
广州益川机械有限公司
确认检查
适用产品
检验日期
年 月 日
目视标签核查供应商材质证明(每卷)
目视标签
每卷
卷尺符合图纸要求
目测无生锈、腐蚀、毛刺、包装破损卷尺符合图纸要求卷尺符合图纸要求检 验 记 录
检测器
检查数量12345厚度千分尺符合图纸要求确认检查
适用产品
检验日期
年 月 日。