冲压模具组立测量记录表
- 格式:xls
- 大小:27.50 KB
- 文档页数:2
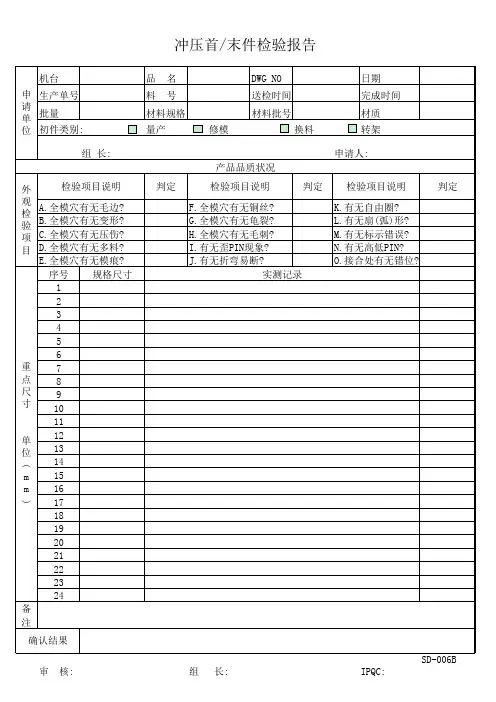
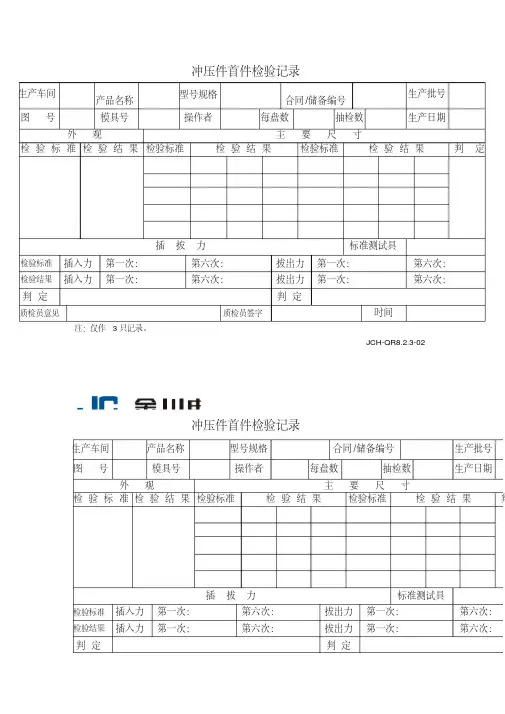
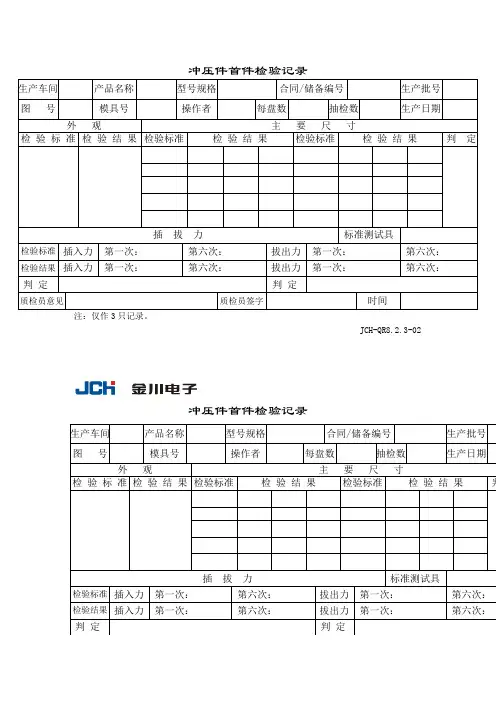
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。

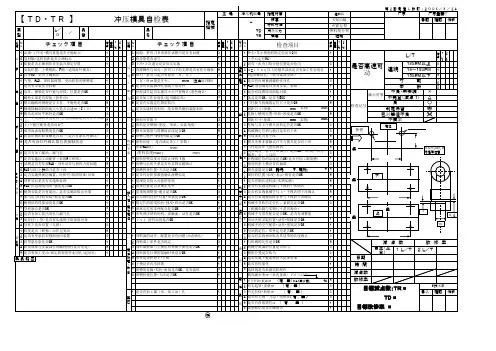
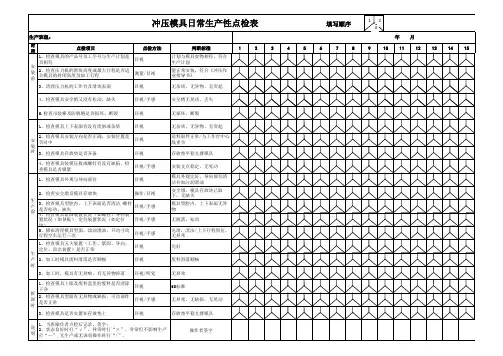
冲压点检记录
冲压点检记录是指在工厂或生产车间进行冲压生产过程中,记录每个工作点的检查情况和数据的文件或表格。
这些记录通常由操作员或质量控制人员填写,用于监控生产过程中的质量和效率,并及时发现和解决问题。
以下是典型的冲压点检记录可能包括的内容:
日期和时间:记录点检的日期和时间,以便追溯和分析问题。
生产工单信息:包括生产批次号、产品型号、工序号等信息,以区分不同的生产批次和工序。
机台信息:记录冲压机台的编号或名称,以确定问题出现的具体设备。
点检项目:包括需要检查的各项指标或项目,通常根据生产工艺和质量要求确定,可能包括:
冲压模具的磨损情况
冲压模具的清洁程度
冲压件尺寸的测量数据
冲压件外观质量的检查
冲压机运行状态的监测
冲压件的成型速度和周期时间等
检查结果:记录每个点检项目的实际检查结果,通常分为合格、不合格或异常等分类,如果发现问题,可能需要填写具体的问题描述和原因分析。
处理措施:如果发现问题或异常情况,记录采取的处理措施,例如及时更换模具、调整设备参数、清洁设备等,以及责任人和处理时间。
备注:在需要额外说明的情况下,可以添加备注信息,例如特殊情况的说明、建议改进的意见等。
冲压点检记录的目的是确保冲压生产过程中的质量稳定性和效率,并提供及时的反馈和纠正措施,以满足产品质量要求和生产计划。
这些记录通常由质量控制部门或生产管理部门进行管理和归档,以备日后的查阅和分析。
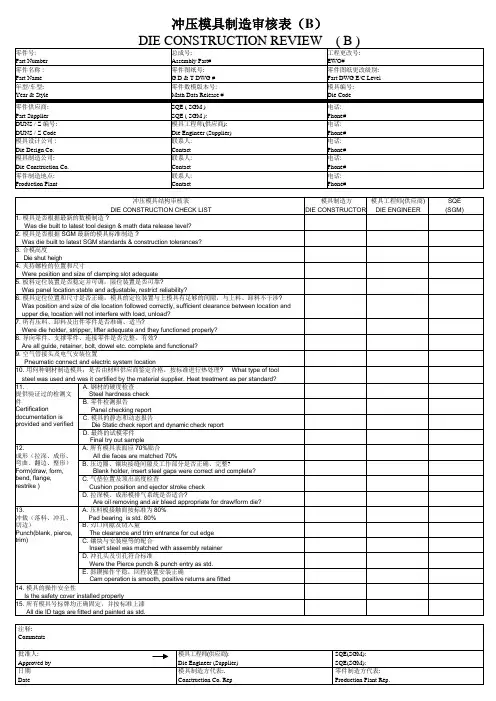
冲压模具验
收记录(多工位版)
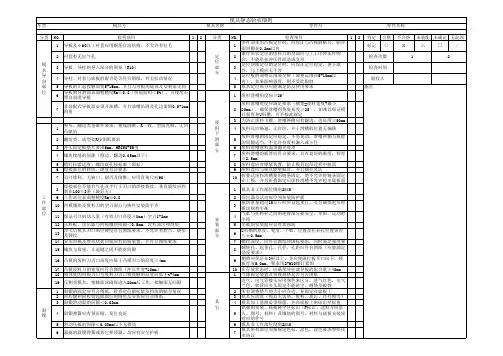
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。

模具点检记录表范本
以下是一个简单的模具点检记录表范本。
您可以根据实际需要进行修改。
模具点检记录表
记录日期: ____________
检查员: ____________
模具编号: ____________
检查项目检查标准检查结果备注
1. 模具外观无明显划痕、裂纹或撞击痕迹
2. 锁模力在指定范围内
3. 定位环无磨损、松动
4. 冷却水道畅通无堵塞
5. 喷嘴状态无磨损、堵塞
6. 顶针状态无弯曲、断裂
7. 模腔表面无杂质、烧伤
8. 安全防护装置完好无损、有效
9. 润滑系统正常工作,无泄漏
10. 其他特殊要求如温度、湿度等
总体评价: ____________ (优、良、中、差)
建议措施: ________________________________________。
冲压件首检记录表
NO:产名名称材质规格型号
机床编号检验数量检验日期
序号检验项
目
技术要
求
检测方式
实测记录判定
1 2 3 4 5 6
合格
数
不合
格数
1 外观无压印目测
2 无批锋目测
3 尺寸卷尺
4 卡尺/角度尺
5 卡尺/角度尺
6 卡尺/角度尺
7 卡尺/角度尺
结论:符合要求
检验员:注:无定量要求项符合要求记“√”,不符合要求记“×”
冲压件首检记录表
NO:
产名名称材质规格型号
机床编号检验数量检验日期
序号检验项
目
技术要
求
检测方式
实测记录判定
1 2 3 4 5 6
合格
数
不合
格数
1 外观无压印目测
2 无批锋目测
3 尺寸卷尺
4 卡尺/角度尺
5 卡尺/角度尺
6 卡尺/角度尺
7 卡尺/角度尺
结论:符合要求
检验员:注:无定量要求项符合要求记“√”,不符合要求记“×”。