高精密转台标定方法研究
- 格式:pdf
- 大小:512.85 KB
- 文档页数:3
数控机床工作台的定位精度检测与调整技巧数控机床工作台是现代制造业中不可或缺的重要设备,其定位精度直接关系到加工零件的质量和精度。
本文将为大家介绍数控机床工作台的定位精度检测与调整技巧。
一、定位精度检测方法1. 平面定位精度检测:将工作台移动到机床最大行程的两端,将测量时的测头放置在工作台上,并对两个端点进行平面度测量。
根据测量结果,计算平均偏差,以评估工作台的平面定位精度。
2. 垂直定位精度检测:将工作台移动到最高点或最低点,将测量时的测头放置在工作台上,并对工作台进行垂直度测量。
根据测量结果,计算垂直度偏差,以评估工作台的垂直定位精度。
3. 水平定位精度检测:将工作台移动到机床最大行程的两端,将测量时的测头放置在工作台上,并对两个端点进行水平度测量。
根据测量结果,计算平均偏差,以评估工作台的水平定位精度。
4. 位移重复性检测:将工作台移动到同一个位置,并多次测量工作台的定位偏差。
根据测量结果,计算位移重复性误差,以评估工作台的定位精度。
二、定位精度调整技巧1. 调整导轨与滑块:导轨与滑块是数控机床工作台的关键部件,直接影响着定位精度。
通过调整导轨与滑块之间的间隙,减小摩擦力,可以提高定位精度。
调整时需仔细测量每个位置的间隙,并确保在规定范围内。
2. 调整传动系统:传动系统的精度也是影响工作台定位精度的重要因素。
可以通过调整传动装置的齿轮啮合间隙、传动带的张力以及传动链条的松紧度来提高定位精度。
3. 检查并更换磨损部件:长时间使用后,机床工作台的关键部件可能会出现磨损,导致定位精度下降。
及时检查并更换磨损的部件,可以恢复工作台的定位精度。
4. 调整液压系统:液压系统的稳定性对工作台的定位精度有重要影响。
可以通过调整液压泵的工作压力、检查液压缸的密封状况,保证液压系统的正常工作,提高工作台的定位精度。
5. 关注温度变化:温度变化也会对工作台的定位精度造成影响。
数控机床工作台应放置在稳定的温度环境中,并定期检查温度变化对定位精度的影响,必要时进行调整或采取温度补偿措施。
高精度测绘仪校准与定标的步骤和要点引言:随着科技的发展,测绘仪的应用范围变得越来越广泛。
高精度测绘仪的准确性对于测绘工作的质量至关重要。
因此,进行测绘仪的校准与定标显得尤为重要。
本文将介绍高精度测绘仪校准与定标的步骤和要点,以助于从事相关工作的人员理解和实践。
一、校准与定标的概念和意义校准和定标是测绘仪器保持其准确性和可靠性的重要手段。
校准是通过与已知准确度的基准仪器进行比较来确定测绘仪的误差,并进行相应的修正。
而定标则是将校准结果转化为能够直接应用于实际测量的具体参数。
二、校准与定标的步骤1. 准备工作:首先,应确保校准过程中的环境稳定,避免因外界因素对测绘仪的影响。
另外,需要对校准仪器和标准器进行检查和维护,保证其正常工作状态。
2. 选择校准方法:根据测绘仪的类型和规格,选择合适的校准方法。
常见的校准方法包括零点校准、比率校准、多项式校准等。
根据实际情况,也可以结合多种校准方法进行综合校准。
3. 测量数据采集:进行校准的关键是准确地采集测量数据。
根据所选的校准方法,在不同的工作状态下,对测绘仪进行一系列的测量,记录下相应的数据。
4. 数据处理与分析:根据采集到的数据,进行数据处理和分析,得到校准结果。
常见的处理方法包括拟合曲线、计算测量误差等。
5. 误差评估与修正:根据校准结果,对仪器的误差进行评估,并采取相应的措施进行修正。
修正的方法可以包括调整仪器内部参数、更换损坏部件等。
三、校准与定标的要点1. 选择合适的标准器:标准器的准确性和稳定性对校准结果有重要影响。
应选择具有较高精度、较低漂移的标准器进行校准。
2. 校准数据的采集:采集校准数据应尽可能多地涵盖测绘仪的各种工作状态和测量范围,以保证校准结果的全面性和准确性。
3. 数据处理方法的选择:根据采集到的数据特点,选择合适的数据处理方法进行分析。
对于非线性误差,可以采用多项式拟合等方法进行处理。
4. 校准周期的确定:根据测绘工作的需求和实际情况,确定测绘仪的校准周期。
高精密转台技术指标转台技术在现代工业和科研领域中扮演着重要的角色,尤其在精密加工、测量和实验研究等领域中的应用越来越广泛。
为了满足不同应用需求,高精密转台技术的提升和发展成为了研究的热点。
本文将介绍高精密转台技术的几个关键指标,以期帮助读者更好地了解和选择适合自己需求的转台设备。
首先,转台的定位精度是衡量转台技术性能的一个重要指标。
定位精度是指转台在旋转过程中的位置控制误差,一般以角度为单位。
高精密转台的定位精度要求较高,一般在几个角秒到几个角分的范围内。
这要求转台具备稳定的控制系统、高精度的编码器和准确的位置反馈机制。
其次,转台的重复定位精度也是一个重要的技术指标。
重复定位精度是指转台在多次旋转中,返回同一个位置的能力。
高精密转台的重复定位精度要求较高,一般在几个角秒的范围内。
这要求转台具备良好的稳定性和抗干扰性能,以及高精度的位置反馈和控制算法。
另外,转台的速度范围和速度稳定性也是需要考虑的指标。
转台的速度范围是指转台能够达到的最大旋转速度和最小旋转速度之间的范围。
速度稳定性是指转台在旋转过程中能够保持稳定的旋转速度。
高精密转台一般要求有较宽的速度范围和较高的速度稳定性,以适应不同的应用需求。
此外,转台的载荷能力也是一个重要的指标。
载荷能力是指转台能够承受的最大负荷,一般以质量为单位。
高精密转台要求具备较高的载荷能力,可以承受较大的工件或测量装置。
这要求转台具备坚固的结构设计和稳定的驱动系统。
最后,转台的机械稳定性和抗干扰性也是需要关注的指标。
机械稳定性是指转台在旋转过程中能够保持稳定的结构和运动状态。
抗干扰性是指转台能够抵抗外界震动、振动和其他干扰因素的能力。
高精密转台要求具备较好的机械稳定性和抗干扰性,以确保准确的定位和稳定的运动。
综上所述,高精密转台技术指标包括定位精度、重复定位精度、速度范围和速度稳定性、载荷能力以及机械稳定性和抗干扰性。
在选择转台设备时,需要根据具体应用需求来衡量这些指标,并选择适合的转台设备。
高精度转台控制系统的研制及应用【摘要】本文提出了高精度转台控制系统的详细设计方法,试验结果验证所研制的转台控制系统运行稳定,功能完善,精度达到±0.002°,满足了相关测试需求。
【关键词】目标定位转台;定位精度;PMAC技术;冗余控制;RCS1.引言随着隐身战机的出现,飞机的隐身性能已经成为衡量战机综合性能的重要指标之一,我们通常对飞机的雷达散射截面(RCS)进行测量,来获取这一指标,用以评估飞机在未来战争中的生存能力。
室外RCS测试平台包含:测试场地、天线系统、测量系统及目标定位转台系统四个部分,其中目标定位转台在室外RCS测试平台中占有相当重要的位置,主要承担测试过程中的目标架设、转动、远程通讯及高精度目标定位等功能,为外场RCS测试、成像诊断测试提供精确的角度对应,因此,对转台的控制特性提出了较高的要求。
2.控制系统的功能、指标要求2.1 功能指标⑴实现SLEW模式、TRACK模式、SECTOR模式、DIRECT模式下转台水平旋转的控制功能;⑵具备俯仰、横滚姿态调节功能;⑶具备TTL脉冲输出功能;⑷具备IE488、RS232、以太网及光纤通讯功能。
2.2 技术指标⑴转台定位精度≤0.005°;⑵系统连续、稳定工作时间≥15小时,且性能满足指标要求;⑶系统工作的环境温度:-10℃~+60℃;保存温度:-20℃~+70℃;相对湿度:20%~95%。
3.基于PMAC技术控制系统的设计综上所述,转台控制系统的设计由以下四个方面组成:3.1 高精度控制系统的设计及研制该控制系统由PCM-4381控制计算机、ARM微处理器、C8051F040单片机、PMAC多轴运动控制卡组成,构成多层次、多处理器的复杂控制系统。
系统各计算单元之间通过CAN总线传递信息,并互相监测,实现对转台安全可靠的控制。
同时该系统主要包括以下三项功能:(1)运动轨迹规划;(2)多处理系统的管理;(3)便捷的人机操作模式。

高精度测量设备的标定与校准方法研究导言高精度测量设备的标定与校准是保证测量结果准确性和可靠性的重要环节。
随着科学技术的发展,精度要求越来越高的测量设备也越来越普及。
本文将探讨高精度测量设备的标定与校准方法的研究。
一、标定和校准的概念在开始讨论高精度测量设备的标定与校准方法之前,我们首先需要明确标定和校准的概念。
标定是指通过对测量设备进行实验和比较,建立设备输出与被测量特征之间的关系。
而校准是指通过对测量设备进行调整和修正,使其输出符合事先确定的标准值。
二、标定方法的研究高精度测量设备的标定方法研究是保证测量结果准确性的重要前提。
常用的标定方法包括自校准、外校准和基准校准。
自校准是指利用设备自身的特征信息进行标定。
例如,通过对设备进行内部传感器的校准,并结合设备内部算法对输出进行修正,可以提高设备的测量精度。
外校准是指通过与其他已知准确度的设备进行比较和校正。
例如,通过与国家标准设备进行对比,确定测量设备的误差并进行修正,从而提高设备的精度。
基准校准是指利用国家或国际标准进行设备标定。
通过将设备与已知准确度的基准设备进行比较,并进行修正,可以获得高精度的测量结果。
三、校准方法的研究高精度测量设备的校准方法研究是保证测量结果可靠性的关键环节。
常用的校准方法包括预校准、后校准和现场校准。
预校准是指在设备出厂前对设备进行校准。
通过在设备制造过程中加入校准装置,可以提前对设备进行校准,从而减少现场校准的工作量。
后校准是指在设备投入使用后对设备进行校准。
通过采用稳定可靠的校准方法,对设备进行周期性校准,可以保证设备的测量结果始终符合要求。
现场校准是指在设备使用现场对设备进行校准。
由于设备在使用过程中可能会受到环境因素的影响,现场校准可以及时发现并修正设备的误差,确保测量结果的准确性。
四、标定与校准的技术手段高精度测量设备的标定与校准方法的研究离不开先进的技术手段。
随着科学技术的发展,诸如激光干涉仪、全站仪、光学测量仪等高精度测量设备已经成为标定与校准的重要工具。
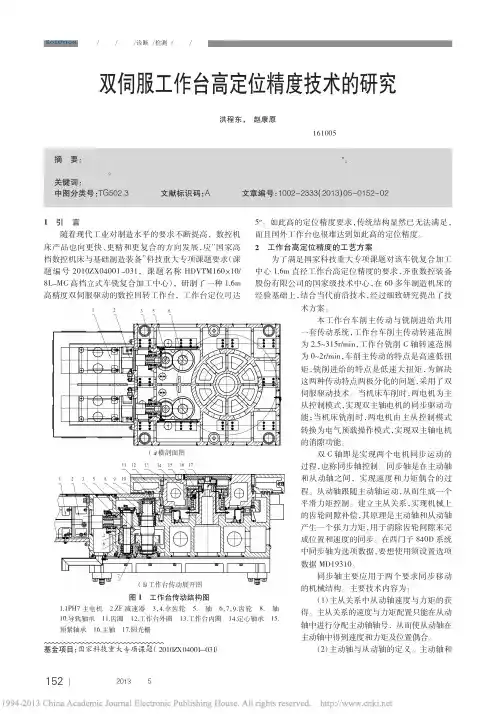
基金项目:国家科技重大专项课题(2010ZX04001-031)!!!!!!!!!!!!!!!!双伺服工作台高定位精度技术的研究洪程东,赵康原(齐重数控装备股份有限公司,黑龙江齐齐哈尔161005)1引言随着现代工业对制造水平的要求不断提高,数控机床产品也向更快、更精和更复合的方向发展,应“国家高档数控机床与基础制造装备”科技重大专项课题要求(课题编号2010ZX04001-031,课题名称HDVTM160×10/8L-MC 高档立式车铣复合加工中心),研制了一种1.6m 高精度双伺服驱动的数控回转工作台,工作台定位可达5″。
如此高的定位精度要求,传统结构显然已无法满足,而且国外工作台也很难达到如此高的定位精度。
2工作台高定位精度的工艺方案为了满足国家科技重大专项课题对该车铣复合加工中心1.6m 直径工作台高定位精度的要求,齐重数控装备股份有限公司的国家级技术中心,在60多年制造机床的经验基础上,结合当代前沿技术,经过细致研究提出了技术方案。
本工作台车削主传动与铣削进给共用一套传动系统,工作台车削主传动转速范围为2.5~315r/min ,工作台铣削C 轴转速范围为0~2r/min ,车削主传动的特点是高速低扭矩,铣削进给的特点是低速大扭矩,为解决这两种传动特点两极分化的问题,采用了双伺服驱动技术。
当机床车削时,两电机为主从控制模式,实现双主轴电机的同步驱动功能;当机床铣削时,两电机由主从控制模式转换为电气预载操作模式,实现双主轴电机的消隙功能。
双C 轴即是实现两个电机同步运动的过程,也称同步轴控制。
同步轴是在主动轴和从动轴之间,实现速度和力矩偶合的过程。
从动轴跟随主动轴运动,从而生成一个平滑力矩控制。
建立主从关系,实现机械上的齿轮间隙补偿,其原理是主动轴和从动轴产生一个张力力矩,用于消除齿轮间隙来完成位置和速度的同步。
在西门子840D 系统中同步轴为选项数据,要想使用须设置选项数据MD19310。
高精度系统的测量和标定技术研究引言高精度系统测量和标定技术是现代工业生产中不可或缺的技术手段,它广泛应用于微电子、精密机械制造、航空航天、医疗、科学研究等各个领域。
高精度系统测量和标定技术的精准度直接关系到产品的质量和产能的提高,因此,这一领域的研究和应用一直是工程技术人员所关注的焦点。
一、高精度系统测量技术的原理高精度系统的测量技术是建立在精密测量仪器的基础上,采用不同的物理量测量方式,如光学、机械、电子、声学等。
测量的核心思想是采集物体变化的数据,并把数据传递给测量设备,再通过数据处理分析,得到最终的结果。
光学测量技术应用广泛,主要包括三角定位、光栅测量、激光干涉等。
三角定位精度较低,主要用于测量较大尺寸的物体。
光栅测量比三角定位精度更高,可用于测量小尺寸的物品。
而激光干涉技术是当前应用最广泛的高精度测量技术之一,它具有精度高、非接触、快速、无污染等特点。
机械测量技术主要用于测量标准重要也就是长度,包括卡尺、游标卡尺、外径卡尺、螺纹卡尺等。
机械测量技术的精度取决于测量精度和使用者的经验,相对来说比较容易操作,但遇到高精度测量时,精度往往不够。
电子测量技术主要包括电子天平、电子尺、电位计、压力传感器等。
电子测量技术具有现场测量和数值化处理的优势,使用范围广,但不耐高磁场和较差的温度条件。
声学测量技术主要是以声波、超声波等进行测量,包括超声波测量、声速测量、共振测量等。
声学测量技术具有非接触、高速度、低成本等特点,但对环境影响较大,只能应用于特定环境。
二、高精度系统标定技术的方法高精度系统标定技术的核心是通过标定方法将系统误差纳入计算范围,减小测量误差,从而达到提高测量精度的目的。
标定技术的选择应该根据具体的测量对象、测量系统和所需要的精度等等。
常见的高精度系统标定技术主要包括:基础标定法、全局标定法、局部标定法、增量标定法、多点标定法、简化模型标定法等。
基础标定法是最传统的一种标定方法,它实际上就是已知某一标准物体的大小或几何形状,然后再将被测的物体与标准物体相比较,计算出两者的误差。
转台标定方法嘿,咱今儿就来讲讲转台标定方法。
你说这转台啊,就像是个会旋转的小舞台,咱得给它找准位置,让它能乖乖听话地转起来。
那怎么给它标定呢?这可得有点小窍门啦!就好比你要去一个陌生的地方,得先知道怎么走吧。
首先呢,咱得有一些专门的工具,就像你出门得带好地图一样。
这些工具能帮咱精确地测量和记录各种数据。
然后呢,咱就得开始动手操作啦!这可不是随便转转就行的哦。
你得仔细观察,认真调整,就跟给小朋友系鞋带似的,不能马虎。
有时候啊,可能会遇到一些小麻烦,就好像鞋带系太紧或者太松了,但别着急,咱慢慢调整总能弄好。
想象一下,如果转台没标定好,那会咋样?那不就跟跳舞的人站不稳一样,会乱了套呀!所以啊,这个标定可太重要啦。
在标定的过程中,咱还得有耐心。
不能说试了几次不行就放弃了呀,那可不行。
就像你学骑自行车,一开始总会摔倒,但多试试不就会了嘛。
而且哦,不同类型的转台可能标定方法还不太一样呢!这就跟不同的人有不同的性格一样,得因材施教呀。
有的可能简单点,有的可能就复杂一些,但不管怎样,咱都得认真对待。
你说这转台标定是不是很有意思呀?就像是在解开一个小谜团,每一步都充满了挑战和乐趣。
等你真的把它标定好了,看着它稳稳地转起来,那感觉,就像自己完成了一件了不起的大事一样,心里别提多高兴啦!总之呢,转台标定可不是一件容易的事儿,但只要咱用心去做,就一定能做好。
别小瞧了这小小的转台,它在很多地方可都有着大用处呢!咱可不能让它“瞎转”呀,得让它转得有模有样,发挥出它最大的作用。
怎么样,现在对转台标定方法是不是有了更清楚的认识啦?哈哈!。
科技资讯科技资讯S I N &T NOLOGY I NFORM TI ON 2008N O .14SCI EN CE &TEC HNO LO GY I N F O RM ATI ON 工业技术在工业控制技术飞速发展的今天,高科技的研究开发正逐步走向实用,工业控制技术的成熟发展同时也体现了一个国家的综合实力,从而倍受重视。
随着转台技术发展的不断成熟,在很多高科技工业领域对转台的精度要求也就越来越苛刻。
转台精度的提高也使其用途更加广泛,对工业的发展有很重要的意义。
1各种相关技术的总结与分析过去转台的电控系统都是由模拟线路来实现。
但是现代航天、航海技术的发展对惯性元器件的精度提出了越来越高的要求,因此它对转台的精度要求也越来越高。
提高转台的精度主要从以下两方面入手:①不断引入先进的控制方法和工具;②不断改善测控系统本身元器件及电子线路的精度。
目前转台的测控系统中已采用了许多数字化设计如基于光电码盘等采样方式的测角系统、基于P WM 控制方式的无刷直流力矩电机等,因此也为采用数字控制提供了合理性。
全数字化控制系统的设计包括基于古典控制理论的控制设计,同模拟控制相比有很大的不同。
现在数字化系统的设计已经成为发展的主流。
1.1基本控制原理转台运动控制系统性能的评价指标主要表现在快速响应能力、动态跟踪误差、静态跟踪误差和系统可靠性等几个方面。
为了提高系统的快速响应能力和可靠性,转台系统采用上下位机的2级控制方式。
上位机选用便携式I P C,负责外场引导信号的采集与解码、软件限位的设定、转台运行方位的显示、转台运行状态的提示等功能;下位机选用M I NI 2P M AC,采用DS P 核心技术,具有通用及专用输入、输出(限位、零位、驱动报警信号输入,驱动器复位、驱动使能信号输出)端口模块,可实现手脉运动、点位运动、速度控制、电子齿轮等多种运动方式,以及各种数字滤波功能。
编码器。
测角系统的精度是保证转台整体精度的基础,而且转台的精度在较大程度上取决于测角系统的精度。
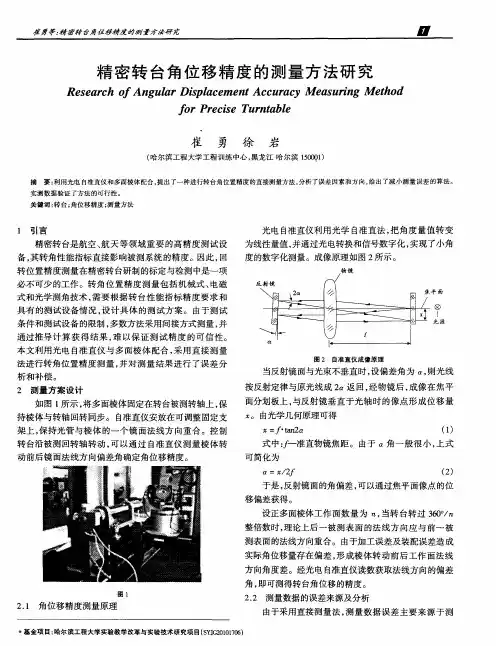
基于激光追踪仪的精密转台角度标定方法白普俊;薛娜;刘松涛;宋涛;李金和【摘要】针对一类大直径精密转台不易采用传统方法实现高精度角度测量的问题,提出了一种基于激光追踪仪空间位置坐标测量的单自由度转台旋转角度的测量和补偿方法。
首先依据“不共线的三点确定一个圆”的几何原理,建立了被测点空间位置坐标信息与转台角度之间的映射关系,并分析激光追踪仪的位置测量精度对转台角度测量精度的影响,据此提出了被测点半径长度和测量角度间隔的选取原则,以期充分利用激光追踪仪的位置测量精度实现转角误差的高精度测量;然后利用多项式插值方法获得转台转角误差随转角位形的变化规律,并将误差拟合为补偿函数嵌入控制器中,采用修正光栅输出示数的方式来实现转角误差的实时补偿。
将文中方法实施于1台安装有圆光栅的精密转台的标定实验中,结果表明,文中方法可有效校正由圆光栅装配误差导致的角度定位误差,使其由标定前的40″降低至5″。
%For large-diameter precision rotating platforms, to adopt traditional methods to implement high-precision angular measurement is difficult.In order to solve this problem, a rotating angle measurement and compensation method for a single degree-of-freedom rotating platform is proposed on the basis of the spatial coordinates obtained by using a laser tracker.First, on the basis of the geometry theorem that a unique circle can be determined by any three non-collinear points, a mapping function between the rotating angle and the spatial coordinates is formulated. Through a comprehensive analysis of the relationship between the measurement error of the laser tracker and the an-gular error of the rotating platform, a criterion for the selection of measured radius andangle interval is made so as to fully utilize the measurement accuracy of the laser tracker to realize a high-precision measurement of the rotating angle error.Then, the polynomial interpolation method is utilized to obtain the change laws of the rotating angle er-ror with the rotating angle position, and the real-time compensation of the rotating angle error is realized by embe-dding the fitted error mapping function into the control system and by modifying the output display of grating.Fina-lly, the proposed method is applied in a calibration experiment on a precision rotating platform equipped with circu-lar gratings.The results show that the proposed method can effectively reduce the angular error caused by the as-sembly error of circular gratings, which decreases from 40″to 5″.【期刊名称】《华南理工大学学报(自然科学版)》【年(卷),期】2016(044)001【总页数】8页(P100-107)【关键词】精密转台;光栅测量;标定;激光追踪仪【作者】白普俊;薛娜;刘松涛;宋涛;李金和【作者单位】天津大学机械工程学院,天津300072;天津大学机械工程学院,天津300072;辰星天津自动化设备有限公司技术部,天津301701;辰星天津自动化设备有限公司技术部,天津301701;天津大学机械工程学院,天津300072【正文语种】中文【中图分类】TP216近年来,一类直径在1~3 m的精密大型工作转台在工业生产和试验环节得到了广泛的应用[1- 6],该类工作转台可实现对大体积、大质量工件的旋转角度的高精度测量或者高精度定位.目前,依据测量原理的不同,转台角度的测量主要有3种实现方式:①机械式测角技术[7],通常采用多尺分度盘结构,但由于多尺分度盘的齿数不能无限地增加,使其角度测量精度受到较大的限制;②电磁式测角技术[8-10],主要有磁栅测角和感应同步器测角,但在大量程测量时其分辨率和精度较低;③光学测角技术[11-17],常用方法有光学分度头法、多面棱体法、光电编码器法、自准直法、莫尔条纹法、平行干涉图法、圆光栅法、激光干涉法、环形激光法及机器视觉法等,上述方法因具有极高的测量精度而在测量领域得到广泛的应用.其中,圆光栅测量的输出信号为数字脉冲,具有检测范围大、检测精度高、响应速度快、抗干扰能力强等优点,已逐渐发展成为高精密转台角度测量输出的标配部件.然而,由于大口径圆光栅与转台的装配过程中存在同轴度误差及变形和扭曲,并且光栅读数头与圆光栅也存在距离、俯仰和扭转误差,导致圆光栅实际转角测量的失真,使其不能满足高精度应用场合的需求,因此,必须采取有效措施予以校正.在实际工程中,可以采用两种方法来改善转台的转角定位精度:①提高转台系统的机械加工精度,采用精密的装配校准工艺以严格控制光栅的装配精度[18-19],实现转台转角定位精度的提升,但该方法将增加基础零部件的加工和装配难度,导致成本增长,而且由于加工和装配误差不可能绝对消除,故该方法对转台转角定位精度的改善程度受到制约;②光栅角度标定[20-21],即利用高精度测量手段获取转台转动角度真值与光栅示值之间的误差,并将此误差补偿至控制器中,从而实现转台角度误差的校正.然而,光栅自身的测角精度很高,要实现对带有光栅测量系统的转台转角的直接测量,则需要具有更高精度的角度测量设备.然而,对于大直径转台而言,非常不利于诸如多面体棱镜等角度测量仪器的精确安装,并且此类角度测量仪器受人为因素的影响较大,故该方法存在成本昂贵且实施困难等问题.针对上述问题,文中提出了一种基于激光追踪仪空间位置坐标信息检测的单自由度转台旋转角度的测量和补偿方法.首先,建立被测点空间位置坐标信息与转台角度之间的映射关系,分析激光追踪仪的位置测量精度对转台角度测量精度的影响,并据此提出被测点半径长度和测量角度间隔的选取原则;然后,利用多项式插值方法获得转台转角误差随转角位形的变化规律;最后,采用修正系统输入的方式将误差拟合为补偿函数嵌入控制器中,以实现转角误差的实时补偿.如图1所示,文中研究的精密转台由伺服电机、减速机、小齿轮、大齿轮、转动平台、转盘轴承、支架、圆光栅和光栅读数头等主要部件组成.转动平台通过精密转盘轴承与支架连接,可实现绕自身轴线的单自由度转动.伺服电机通过减速机驱动小齿轮转动,小齿轮与固接于转动平台的大齿轮啮合,从而驱动转动平台运行.圆光栅通过连接环与转动平台同轴固接.当圆光栅随转动平台同步旋转时,安装在支架上的光栅读数头通过测量圆光栅转过的栅线数来获取转动平台的旋转角度,从而实现对大体积、大质量工件的旋转角度的高精度测量或定位.角度定位精度是精密转台的主要特征参数之一.依据图1描述的转台的构造易知,转台的转动角度是利用圆光栅测量的.然而,由于加工和装配误差的不可避免,使转台转角的真值与光栅示值之间存在误差.为此,文中利用光栅角度标定方法来提高转台的转角定位精度.圆光栅的角度标定涉及两方面的内容:①角度误差测量,即利用激光追踪仪测量被测点转过一定角度时的空间坐标,通过空间点坐标与转动角度的数学关系计算得到转动真值,并与光栅示值求差计算角度误差;②角度误差补偿,即利用多项式插值原理,将角度误差拟合为关于转角位形的函数嵌入控制器中,采用修正光栅输出示数的方式来实现转角误差的实时补偿.如图2所示,被测点P至转台回转中心O′的距离为R,Pi (i=1,2,…,n;n≥3)为转台转动一定角度φj(j=1,2,…,n-1)时被测点P的空间位置测量点, θk(k=1,2,…,n-2)为转台的转动角度真值.i、j、k满足如下关系:假设任意相邻3个空间位置测量点的坐标为),,zk+2),根据“不共线的三点确定一个圆”的几何原理,则这3个相邻位置测量点可确定平面式中,A=(-ykzk+1+yk+1zk+ykzk+2-yk+2zk-yk+1zk+2+yk+2zk+1)/S,B=(xkzk+1-xk+1zk-xkzk+2+xk+2zk+xk+1zk+2-xk+2zk+1)/S,C=-(xkyk+1-xk+1yk-xkyk+2+xk+2yk+xk+1yk+2-xk+2yk+1)/S,S=xkyk+1zk+2-xkyk+2zk+1-xk+1ykzk+2+xk+1yk+2zk+xk+2ykzk+1-xk+2yk+1zk.设相邻3点Pk、Pk+1、Pk+2确定的空间圆的圆心即转台瞬时回转中心O′的坐标为(uk、vk、wk),易知圆心O′在式(2)描述的平面内,根据圆的特征可确定方程组求解计算求得由空间3个相邻被测点确定的空间圆的圆心坐标为式中,.进而可求得空间圆的半径为通过三角形余弦公式,计算求得转台转动的真实角度为式中,.在误差补偿环节,文中将测量计算有限个角度误差,利用多项式插值原理,通过拟合误差函数曲线间接求得圆光栅整圈误差的近似分布规律.图3示出了转动角度真值的计算流程,主要分为3个步骤:①伺服电机驱动转台复位至光栅零点位置,设定被测点P的初始位置和转台转动角度φj;②依据程序预设控制伺服电机驱动转台转动角度为φj,然后记录被测点的空间坐标(每个空间点坐标测量3次取平均值)和光栅读数头的角度示数αj;③将被测点空间坐标代入式(3)-(6),计算求得真实转动角度θk和转动半径Rk.考虑到光栅显示的角度值为转台累计转动角度,故离散的角度误差可表示为利用最小二乘法将通过式(7)计算求得的离散角度误差进行多项式拟合,即可获得角度误差关于光栅角度示数的多项式函数Δγm=f(α)=amαm+am-1αm-1+…+式中:α为光栅示出的瞬时角度值;Δγm为光栅在瞬时角度值时的角度误差;a0,a1,…,am为多项式函数的常数系数.利用式(8)可计算求得转台转动任意角度时的近似光栅角度示数误差.因此,光栅的角度示数可修正为φ=α+Δγm式中,φ为修正后的光栅角度示数.文中使用型号为Leica AT901-LR的激光追踪仪,其性能参数如下:测量6.5 m远处1 400 mm标准空间长度的组合不确定度应小于等于0.024 mm,绝对距离测量(ADM)全工作量程下的测量不确定度应小于0.005 mm,可信度均为2σ.由于激光追踪仪的空间位置和长度测量精度与测量距离的远近和被测长度的长短相关,因此,根据激光追踪仪的测量精度选择合适的被测点,是文中所述角度补偿方法的关键.依据式(6)易知,文中所述测量方法需注意两个参数的选择:①被测点与转台回转中心之间的距离Rk,依据激光追踪仪空间点位置测量精度确定一个合理的被测点,以尽可能降低空间点坐标测量误差引起的半径误差对真实角度计算的影响;②转台转动角度φj,转台转动角度决定了由被测点坐标误差导致的弦长误差对真实角度的影响.为了确保测量精度,设定测量范围在以激光追踪仪为中心的6.5 m以内,且lj≤1 400 mm.按照最恶劣的条件,可设定激光追踪仪测量的空间点位置误差导致的被测点与回转中心的最大距离误差ΔRmax=0.024 mm,最大弦长误差Δlmax=0.024 mm.因此,由空间点坐标测量误差引起的最大角度误差为Δγmax,j=γmax,j-γmin,j式中,γmax,j和γmin,j分别为考虑空间点测量误差时可能计算得到的转台转动角度的最大值和最小值,2arcsin,2arcsin.依据式(10)可获得转台转角最大误差Δγmax,j与转角θj和距离Rk之间的关系,如图4所示.考察图4可知,被测点P距离转台回转中心越远,每相邻两点间转动角度越小,空间点测量误差导致的最大角度计算误差越小.然而,Rk越大,则实验所需的空间和场地越大,且转动角度越小所需被测点越多,降低了实验效率.因此,同时考虑空间限制和合理的实验时间,在保证转台测量精度控制在5″以内的前提下,设定测量条件为φj=10°, 1 400 mm≤Rk≤1 500 mm此外,依据光栅测量的原理易知:①当光栅旋转一周时,光栅角度示数为360°,即无论在转动过程中角度示数误差如何,经历整周后的显示角度值是固定的;②光栅与转台装配完成后,光栅在任意位置的示数误差都是固定的,即光栅的示数误差仅与其转角位置有关,与转动圈数无关.基于上述事实,仅需测量光栅一圈内的角度误差,即可拟合光栅的角度误差函数.因此,基于式(11)设定的测量条件,设定n=37,则式(8)可改写为Δγm′=f(ψ)=amψm+am-1ψm-1+…+式中,ψ=α- 360°,为转动圈数.依据前面设定的测量条件,搭建基于激光追踪仪空间位置坐标检测信息的转台角度测量实验平台,如图5所示.为增加被测点的径向距离,利用一根延长钢柱与转动平台固定,以便将激光测量靶球放置于式(11)设定的区间内.控制系统发出指令控制伺服电机驱动转台间歇转动,利用激光追踪仪依次测量被测点的空间坐标,并代入式(2)-(7),即可求得角度误差Δγj和回转半径Rk(见图6、7).此时,将外部固定的杠杆千分表与转动平台的内部基准孔面接触并预留适当的压缩量,依次记录各测点位形下千分表的读数,最终以初始测点为参考,获得的同轴度误差分布如图8所示.从图6-8可知:①角度误差和被测点回转半径3次实验具有良好的重复性;②被测点回转半径的波动规律与转台的同轴度误差正相关,即Rk的波动主要是由转动平台与回转轴承的同轴度误差引起的,空间点坐标测量误差对半径精度的影响甚小,间接说明了激光追踪仪的空间点位置测量误差对真实角度计算影响甚微.这表明文中所提出的角度测量方法是有效的,可以作为试验过程中测量数据可靠性的判定依据.针对图6所示的3次实验测量的离散误差变化规律,文中使用4次多项式将3次实验取得的离散角度误差的平均值j拟合为关于光栅角度示数的函数,即设定m=4.拟合后的多项式函数即代表角度误差随光栅角度变化的规律,拟合的函数曲线如图9所示.将图9所示拟合误差函数代入式(9),补偿后的光栅示数为式中,Δγ4′=a4ψ4+a3ψ3+a2ψ2+a1ψ+a0.利用式(13)改写采集系统取得的光栅角度示数后,重新执行空间点坐标测量和角度误差计算步骤,测得经过第1次补偿后的角度误差如图10(a)所示.观察发现,补偿后的角度误差变化依旧呈现一定的规律和重复性.因此,再次利用4次多项式分段拟合图10(a)所示的3次实验角度误差的平均值j,得到拟合后的误差曲线如图10(b)所示.利用图10(b)所示角度误差分段函数进行第2次角度补偿,修正光栅示数为φ″=φ′+Δγ4″式中,.第2次补偿后,再次利用激光追踪仪进行验证测量,计算角度误差如图10(c)所示.转台角度误差补偿前后的最大角度误差见表1.结果显示,经过两次误差补偿,标定后的转台实际转角值与光栅示值之间的误差可被控制在5″以内,充分验证了文中所提出的标定方法的有效性.文中以一种大直径精密转台为研究对象,提出了一种基于激光追踪仪空间位置坐标信息检测的单自由度转台旋转角度的标定方法.该方法利用激光追踪仪可方便、快速检测被测点空间位置坐标的测量优势,具有操作简便、实施灵活的优点,大大简化了传统角度测量设备(如多面体棱镜等)的复杂安装与调整流程,并有效避免了人为因素对测量结果的干扰.该标定方法主要包括误差测量和误差补偿两方面,首先通过建立被测点空间位置坐标信息与转台角度之间的映射关系,并针对激光追踪仪测量精度的分析提出了被测点半径长度和测量角度间隔的选取原则,以充分利用激光追踪仪的位置测量精度实现转台转角误差的高精度测量;然后利用多项式插值方法获得转台转角误差随转角位形的变化规律,并将误差拟合补偿函数嵌入控制器中,采用修正光栅输出示数的方式来实现转角误差的实时补偿.将该方法实施于一台安装有圆光栅的精密转台的标定实验中,可有效校正由圆光栅装配误差导致的角度定位误差,使其由标定前的40″降低至5″,充分验证了该方法的可行性和有效性.文中的研究思路和实验方法对指导其他同类设备的角度测量和角度补偿研究具有一定的参考价值.【相关文献】[1] 王明元,余海盛,杨连春,等.一种超低速转台速率指标的测量方法 [J].宇航计测技术,2013,33(4):21-23,38.WANG Ming-yuan,YU Hai-sheng,YANG Lian-chun,et al.Measurement method of an ultra-low-speed turntable’s rate index [J].Journal of Astronautic Metrology and Measurement,2013 ,33(4):21-23,38.[2] 张光普,陈其林,陈宇华.液压等分回转台的设计应用[J].机械,2013(4):67-70.ZHANG Guang-pu,CHEN Qi-lin,CHEN Yu-hua.The design and application of hydraulic direct rotary table [J].Machinery,2013(4):67-70.[3] 袁胜万,寸花英,李江艳,等.大型精密回转工作台传动性能分析研究 [J].组合机床与自动化加工技术,2014(3):37- 41.YUAN Sheng-wan,CUN Hua-ying,LI Jiang-yan,et rge precision rotary table drive performance analysis and improvement [J].Mod ular Machine Tool & Automa-tic Manufacturing Technique,2014(3):37- 41.[4]LUCIAN M,GHEORGHE S,CLAUDIU O,et al.High precision rotary table used on milling mac hining centres [J].Innovative Manufacturing Engineering,2013,371:121-125.[5] 高晓非,洪瑞,孟凡军,等.大型重载高精度转盘传动机构 [J].新技术新工艺,2014(6):7- 8.GAO Xiao-fei,HONG Rui,MENG Fan-jun,et rge heavy high-precision turntable transmission mechanism [J].New Technology & New Process,2014(6):7 - 8.[6] 王忠山,王毅,苏宝库.一种精密转台系统自适应摩擦补偿方法 [J].华南理工大学学报(自然科学版),2007,35(9):55-59.WANG Zhong-shan,WANG Yi,SU Bao-ku.An adaptive friction compensation method for high-precision turntable system [J].Journal of South China University of Techno-logy(Natural Science Edition),2007,35(9):55-59.[7] 何俊,李文华.基于绝对式感应同步器的绝对角度测量系统 [J].仪表技术与传感器,2009(4):64-66.HE Jun,LI Wen-hua.Absolute angular system measurement system based on absolute inductosyn [J].Instr ument Technique and Sensor,2009(4):64- 66.[8] 王帅,王显军,阴玉梅,等.一种便携式两轴转台角度测量系统的设计 [J].微计算机信息,2011(6):58- 60.WANG Shuai,WANG Xiao-jun,YIN Yu-mei,et al.The design of an angle measurement system for a portable two-axis turntable [J].Microcomputer Information,2011(6):58- 60.[9] 倪国芬.一种高精度动态测角系统研究及实现 [J].航空精密制造技术,2013(2):18-20.NI Guo-fen.Research and application in high precision dynamic angle measurement system [J].Avi ation Precision Manufacturing Technology,2013(2):18-20.[10] 陈希军,任顺清.感应同步器测角误差的自动化检测与补偿 [J].电机与控制学报,2010(4):41- 45. CHEN Xi-jun,REN Shun-qing.Automatic measurement and compensation of inductosyn angular displacement erro r [J].Electric Machines and Control,2010(4):41- 45.[11] GRAETZ R J.On-axis self-calibration of angle measurement errors in precision rotary encoders [D].Vancouver:Depar tment of Mechanical Engineering,University of British Columbia,2011.[12] 吉梅峰,蒋蓁,田志辉.基于光电码盘的三轴转台测角系统 [J].机电工程,2004,21(10):9-13.JI Mei-feng,JIANG Zhen,TIAN Zhi-hui.The angle-mea-surement system of three-axis turntable based on photoelectric encoder [J].Mechanical & Electrical Enginee-ring Magazine,2004,21(10):9-13.[13] GAO Hua,CHEN Hao,ZHANG Zhao-xiang,et al.Method of binocular rotation angle measurement based on machine vision [C]∥Proceedings of International Conference on Instrumentation & Measurement,Computer, Communication & Control.Harbin:IEEE,2014:462- 467.[14] DONG Hong-xin,FU Qiang,ZHAO Xu,et al.Practical rotation angle measurement method by monocular v ision [J].Applied Optics,2015,54(3):425- 435.[15] CHEN Xi-jun,WANG Zhen-huan,WANG Zheng-bang,et al.Angle measurement error and compensation for pitched rotation of circular gra ting [J].Journal of Harbin Institute of Technology,2011,18(3):11-15.[16] 崔勇,徐岩.精密型转台角位移精度的测量方法研究 [J].计量与测试技术,2012,39(2):1-2. CUI Yong,XU Yan.Research of angular displacement accuracy measuring method for preci se turntable [J].Metrology & Measurement Technique,2012,39(2):1-2.[17] 雷经发,王德麾,袁中凡.基于机器视觉的平面夹角测量方法 [J].华南理工大学学报(自然科学版),2011,39(8):54-59.LEI Jing-fa,WANG De-hui,YUAN Zhong-fan.A measurement method of plane angle based on machine vision [J].Journal of South C hina University of Technology(Natural Science Edition),2011,39(8):54-59.[18] 糜小涛,高胜英.圆光栅偏心对仿真转台角位置精度的影响 [J].长春理工大学学报(自然科学版),2014,37(3):9-12.MI Xiao-tao,GAO Sheng-ying.Effect of eccentric of circular gratings on angular position accuracy of simulator [J].Jo urnal of Changchun University of Science and Technology(Natural Science Edition),2014,3 7(3):9-12.[19] 唐松,方明,姚磊.安装偏心对圆光栅测角精度的影响及误差补偿技术研究 [J].计量与测试技术,2013(6):11-12,14.TANG Song,FANG Ming,YAO Lei.Error compensation for installation eccentric of circular g ratings [J].Metro-logy & Measurement Technique,2013(6):11-12,14.[20] 彭思,杨向东,吴聊,等.高精密型转台标定方法研究 [J].机械设计与制造,2012(4):1-3.PENG Si,YANG Xiang-dong,WU Liao,et al.Calibration method research for high precision turntable [J].Machinery Design & Manufacture,2012(4):1-3.[21] 芦婷,程维明,孙麟治.精密定位工作台的定位精度标准分析对比 [J].机械设计与制造,2007(4):141-143.LU Ting,CHENG Wei-ming,SUN Lin-zhi.The analysis and comparison of the position accuarcy on the precision positionging w orking table [J].Machinery Design & Manufacture,2007(4):141-143.。
第18卷 第5期2010年5月光学精密工程Optics and P recision EngineeringV ol.18 N o.5 M ay 2010收稿日期:2009 06 11;修订日期:2009 09 09. 基金项目:总装备部科研基金资助项目文章编号 1004 924X(2010)05 1112 07大型精密转台高精度角度微驱动装置的研制田学光1,2,田兴志1,刘 轩1,刘 伟1(1.中国科学院长春光学精密机械与物理研究所,吉林长春130033;2.中国科学院研究生院,北京100039)摘要:针对用于标定和检测的大型精密转台(要求其定位误差 0.5!),研制了高精度角度微驱动装置。
介绍了转台的总体结构,给出了角度微驱动装置的驱动原理和构成。
该角度微驱动装置主要通过一个角位移转换机构把精密直线位移转化为精密角位移来实现高的角度分辨率,其在驱动转台旋转的过程中几乎不给转台带来轴向力和径向力,因此不影响转台的轴系精度。
为了满足定位要求,转台设计采用了粗精结合、二次定位的方法,即先采用力矩电机进行粗定位,然后使用角度微驱动装置来实现精定位。
最后,从理论上计算了角度微驱动装置的分辨率并进行了测试和应用验证,证明此角度微驱动装置的分辨率优于0.08!,满足转台定位精度要求。
关 键 词:大型精密转台;角度微驱动装置;角位移转换机构中图分类号:T H 703;T P 273 文献标识码:A doi:10.3788/OP E.20101805.1112Development of angular micro driving device forlarge scale and high accurate turntableTIAN Xue guang 1,2,T IAN Xing zhi 1,LIU Xuan 1,LIU Wei 1(1.Chang chun I nstitute of Op tics ,Fine Mechanics and P hy sics ,Chinese A cademy of Sciences,Chang chun 130033,China;2.Gr aduate Univer sity of Chinese A cademy of S ciences,Beij ing 100039,China)Abstract:A hig h pr ecision angular driving device w as developed fo r a Lar ge Scale and H igh Accur ate Turntable(its po sitioning accuracy sho uld be less than 0.5!)for calibration and test o f cameras.The w ho le structure of the turntable w as intr oduced,and the principle and structure of the developed an g ular driving device w ere given in detail.By using a new angular displacem ent conversio n m echanism,the angular driving dev ice co uld convert the straight line displacement into a ang ular displacem ent to obtain a high angular r esolutio n.M eanw hile,the ang ular micro dr iv ing dev ice scarcely generates the ax ial force or radial force to influence on the ax is accuracy in driving turntable.Furtherm ore,a new positio ning m ethod co mbined coarse and fine positioning s w as proposed to improve the positio ning ac cur acy,in w hich a torque motor w as used for coarse positioning and the ang ular driving device for fine positio ning.Finally,the ang ular resolution of the angular driving device w as calculated and verified,results show that it is superior to 0.08!and can meet the requirement of the turntable for positioningaccuracy.Key words:large scale high accurate turntable;ang ular micro driving device;angular displacem entco nv ersion mechanism1 引 言大型精密转台是用来承载某测绘相机,带动其做高精度二维旋转定位,并通过大口径平行光管等设备来标定或测量相机的某些参数和指标的必要设备。