PLC的高速数据采集分析与记录工具介绍
- 格式:doc
- 大小:602.50 KB
- 文档页数:4
电气传动2018年第48卷第2期基于PLC 的实时数据采集系统张佳(天津渤海职业技术学院电气工程系,天津300402)摘要:针对某国外品牌的数据采集系统,设计了一种新型的数据采集系统。
该系统采用西门子PLC ,选用紧凑型CPU ,充分利用CPU 自身集成的部分I/O 和通信接口,简化了系统结构,通用性好,易于扩展。
自主开发了PLC 程序和上位机数据采集分析软件,实现了高性能、低成本的目的。
该系统有硬线连接和网络连接两种方式,主要硬件相同,只需装载相应的PLC 程序,灵活性更好。
实际应用表明:该系统设计合理、稳定可靠、性价比更高。
关键词:实时数据采集;数据分析;数据缓存中图分类号:TP274+.2文献标识码:ADOI :10.19457/j.1001-2095.20180214Abstract:For a foreign brand real time data acquisition system ,a new real time data acquisition system wasdesigned.The system adopted SIEMENS PLC ,selected compact CPU ,took full advantage of part I/O and communication interface which were integrated by itself ,simplified the system structure ,had good versatility and was easy to expand.The PLC program and the data acquisition and analysis software of the computer were developedindependently ,and the purpose of high performance and low cost were achieved.The system had two ways of hardwireconnection and network connection.The main hardware was the same ,and only needed to load the corresponding PLC program ,so the flexibility was better.The practical application shows that the system is reasonable ,stable andreliable ,and the cost performance is higher.Key words:real time data acquisition ;data analysis ;data buffer作者简介:张佳(1981-),女,硕士,Email :zhangjia_1120@Real Time Data Acquisition System Based on PLCZHANG Jia(Electrical Engineering Department ,Tianjin Bohai Vocational Technical College ,Tianjin 300402,China )在当今的科研和社会生产中,对现场数据采集的准确性、快速性、稳定性与后期数据处理的图表化和易用性要求越来越高,相应的产品也是层出不穷,其中以某国外品牌的采集系统较为普及,具有一定的代表性。
利用S7-200 PLC的高速计数器进行数据采集摘要:介绍了西门子S7-214可编程序控制器在气体在线监测系统中的应用,主要阐述了利用PLC的高速计数器对8路通道进行数据采集。
关键词:可编程序控制器;溶解气体分析法;高速计数器;在线监测西门子公司的S7-200系列可编程序控制器(PLC)是继S5系列后的新产品。
该系列PLC具有模拟量处理、通讯联网、系统诊断、中断处理和高速计数等功能。
他将模块式和一体式PLC 的优点结合起来,即CPU本身自带一部分I/O,同时又具有扩展能力;编程软件STEP7-Micro 为用户提供了界面友好而功能强大的开发工具;其配套的E2PROM存储卡也使修改和调试程序、维护设备十分方便和可靠。
CPU214是S7-200系列PLC中的典型产品,其具有2048字程序存储器,2048字数据存储器;基本单元有14点输入和10点输出,最多可支持7个附加的扩展I/O 模块(包括模拟量模块),最多可使用共计64个I/O点;128个计时器(1 ms分辨率4个,10 ms分辨率16个,100 ms分辨率108个);128个计数器(96个加计数器,32个加/减计数器);中断能力强(自由端口通讯接收或发送中断,4个输入信号中断,2个时间中断,7个高速计数器中断,2个脉冲串中断);1个最高可接收2 kHz脉冲输入的高速计数器,2个最高可接收7 kHz脉冲输入的高速计数器,支持×1方式的正交脉冲(AB相)输入,能以7 KHz速率计数,支持×4方式的正交脉冲(AB相)输入,能以28 kHz速率计数;具有2个脉冲输出,能选择脉冲串输出(PTO)方式或脉宽调制输出(PWM)方式;有内藏的实时日历时钟。
变压器油中溶解气体分析法(DGA)[1]是利用不同类型的变压器故障对应不同的变压器油中溶解气体浓度性质,通过分析故障特征气体的浓度来获知变压器故障类型[2]。
由于DGA法能够在不停电的情况下进行故障检测,不受外界影响,可以定期在变压器运行过程中对其内部故障进行诊断。

绝对编码器在二炼钢氧枪行程中的应用单位:水钢炼钢厂姓名:张志华目录一、慨述------------------------------------------------------------------------1页1.设备介绍------------------------------------------------------1页1.1氧枪外部设备-----------------------------------------1页1.2氧枪外部设备-----------------------------------------1页2.氧枪原设计分析---------------------------------------------2页2.1氧枪控制介绍-----------------------------------------2页2.2存在的问题--------------------------------------------2页二、改造措施---------------------------------------------------------------3页1.采集信号选择------------------------------------------------3页2.信号处理------------------------------------------------------3页3.绝对编码器安装位置选择---------------------------------5页4.校枪模式改变------------------------------------------------5页三、结束语---------------------------------------------------------------------6页利用PLC实现炼钢转炉工艺过程数据采集管理系统摘要:水钢炼钢厂生产过程大部分实现了自动控制,但生产过程的数据仍然依靠人工录入、人工统计,为此建立数据采集系统以成必要。

项目实践:西门子S7-1200高速脉冲采集功能和应用在工业领域数据采集和处理中,经常会遇到如流量、转速、扭矩等高速脉冲信号形式的传感器。
这种类型的传感器精确度高,抗干扰能力强,得到技术人员的青睐。
本文在小编真实项目的基础上,举例说明西门子S7-1200高速脉冲采集功能和应用。
1. 1200系列CUP高速计数通道简介西门子s7-1200系列CPU模块一般都自带3-6路高速脉冲采集通道,如图1所示,其独立于CPU的扫描周期进行计数,可测量单项脉冲频率最高为100KHz,双向或A/B相最高为30KHz,除用来计数外还可用来进行频率测量,高速计数器还可用于连接增量型旋转编码器,用户通过对硬件组态和调用相关指令块来使用此功能。
图1.西门子1200系列CUP高速计数通道2. 高速计数器的工作模式高速计数器定义为以下5中工作模式< 计数器,外部反向控制。
<单相计数器,内部方向控制。
<双向增/减计数器,双脉冲输入。
< A/B相正交脉冲输入。
<监控PTO输出。
每种高速计数器有两种工作状态。
<外部复位,无启动输入。
<内部复位,无启动输入。
注意:所有的技术器只需要在组态时直接启用高速计数器即可,不需要再在程序里面设置启动条件。
如图2 所示为西门子1200系列CPU高速计数器硬件输入定义与工作模式。
图2. 西门子1200系列CPU高速计数器硬件输入定义与工作模式3. 高速计数器寻值如图3所示为西门子1200系列CPU高速计数器寻址,在高速计数测量时,测量到的数据都被存在一个映像区内,数据为32位双整形有符号数。
只要在硬件配置里组态了高速计数器,不许调用相关指令,直接读取默认地址中的数即可。
例如:默认HSC1通道的寻址地址为ID1000 ,把HSC配置为计数模式,则ID1000的值就是当前的计数值,当把HSC配置为频率测量模式,则ID1000的值就是当前的频率值。
在进行硬件配置时寻址地址可以人为指定,一般不做特殊要求时,最好为默认值。
第7 章PLC 高速处理功能及应用学习目标理解高速计数器计数方式、工作模式的意义,控制字节、状态字节含义,掌握高速计数器的初始化使用步骤。
理解PTO/PW脉冲输出的作用,能够使用PTO/PW发生器产生需要的控制脉冲。
了解运动控制模块的功能及适用场合。
PLC的普通计数器的计数过程与扫描工作方式有关,CPU®过每一扫描周期读取一次被测信号的方法来捕捉被测信号的上升沿,被测信号的频率较高时,会丢失计数脉冲,因此普通计数器的工作频率很低,一般仅有几赫兹。
高速计数器可以对普通计数器无能为力的事件进行计数,计数频率取决于CPU 的类型,CPU22x系列最高计数频率为30KHZ用于捕捉比CPU 扫描速更快的事件,并产生中断,执行中断程序,完成预定的操作。
高速计数器在现代自动控制的精确定位控制领域有重要的应用价值。
S7-200 CPU22x系列PLC还设有高速脉冲输出,输出频率可达20KHz用于PTO (输出一个频率可调,占空比为50%的脉冲)和PW M输出一个周期一定,占空比可调的脉冲),高速脉冲输出的功能可用于对电动机进行速度控制及位置控制。
7.1高速计数器指令及应用S7-200系列PLC中有六个高速计数器,它们分别是HSCO、HSC1、HSC2、HSC3、HSC4、和HSC5。
这些高速计数器可用于处理比PLC扫描周期还要短的高速事件。
当高速计数器的当前值等于预置值、外部复位信号有效(HSC0不支持)、计数方向改变(HSCO不支持)时将产生中断,通过中断服务程序实现对控制目标的控制。
7. 1. 1高速计数器的工作模式1.高速计数器的计数方式(1)单路脉冲输入的内部方向控制加/减计数只有一个脉冲输入端,通过高速计数器控制字节(见表7-2)的第3位来控制加计数或者减计数。
该位=1,加计数;该位=0,减计数。
内部方向控制的单路加/减计数方式如图7-1所示。
计数器允许,当前值清 0,预置值=4PV=CV时产生中断输入的一路脉冲=内部方向控制(仁加1一 _i_:_i ■:];;D _ : ■■- - ____计数;0=减计数)~ ■;;::::;;;计数器当前值0 —! ! : !斗!:; ! : 3 I I 3 :乂________________图7-1内部方向控制的单路加/减计数方式(2)单路脉冲输入的外部方向控制加/减计数有一个脉冲输入端,有一个方向控制端。
PLC高速计数功能的应用有朋友关心使用PLC进行高速数据采集(如采集旋转编码器的脉冲信号)的方法,以下以FX系列PLC进行说明。
欢迎大家进行更深入地探讨,请介绍您的应用经验。
1、功能FX系列PLC提供了高速脉冲计数功能,通过这一功能可以连接编码器以测量位置,或积算仪表以计算累积量数值。
与高速计数功能有关的I/O和软元件有以下:1)输入点6点:X0-X5,当该点输入控制高速计数器时,自动响应高速计数处理。
此外,X6和X7也是高速输入,但只能用于启动信号而不能用于高速计数。
2)计数器21点:C235-C255,用于高速输入信号的计数,用法见下文。
3)辅助继电器21点:M8235-M8 255,与21个计数器对应,用于标识该计数器输入信号是增计数还是减计数(见下文)。
2、计数器的类型1)1相无启动/复位端子:C235-C240。
2)1相有启动/复位端子:C241-C245。
3)2相双向:C246-C250。
4)2相A-B相:C251-C255。
3、用法1)21个高速计数器共享一个PL C上的6个高速计数输入端。
如果输入被某计数器占用,它就不能用于其它计数器或其它用途,因此,最多可同时使用21个高速计数器中的6个。
2)高速计算器的选择并非任意,它取决于输入信号的类型和计数器的类型。
信号的类型必须与计数器的类型(见上文第2点)相匹配。
3)各输入点有多个高速计数器可选择,但不能同时用于多个计数器,即使用了一个计数器后,与该点对应的其它计数器就不可用了。
4)当M8~~~(M8235-8245)为ON时单相高速计数器C~~~为减计数方式;OFF时为加计数方式;当M8~~~(M846-8255)为ON时单相双输入高速计数器或双相计数器C~~~为减计数方式;OFF时为加计数方式;4、高速计数器与输入端的对应关系(见附图)注:U-增计数输入;D-减计数输入;A-A相输入;B-B相输入;R-复位输入;S-启动输入。
5、程序例子(二相双向计数器)LD X10RST C246LD X11OUT C24功能:1)X0作为C246的增计数端,X 1作为C246的减计数端。
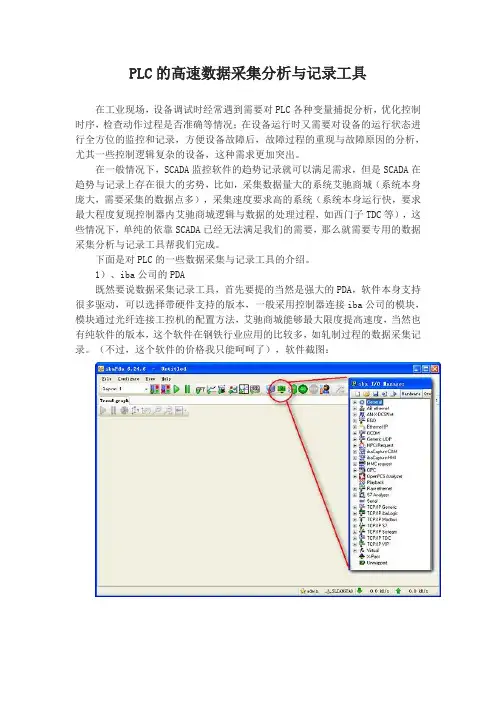
PLC的高速数据采集分析与记录工具在工业现场,设备调试时经常遇到需要对PLC各种变量捕捉分析,优化控制时序,检查动作过程是否准确等情况;在设备运行时又需要对设备的运行状态进行全方位的监控和记录,方便设备故障后,故障过程的重现与故障原因的分析,尤其一些控制逻辑复杂的设备,这种需求更加突出。
在一般情况下,SCADA监控软件的趋势记录就可以满足需求,但是SCADA在趋势与记录上存在很大的劣势,比如,采集数据量大的系统艾驰商城(系统本身庞大,需要采集的数据点多),采集速度要求高的系统(系统本身运行快,要求最大程度复现控制器内艾驰商城逻辑与数据的处理过程,如西门子TDC等),这些情况下,单纯的依靠SCADA已经无法满足我们的需要,那么就需要专用的数据采集分析与记录工具帮我们完成。
下面是对PLC的一些数据采集与记录工具的介绍。
1)、iba公司的PDA既然要说数据采集记录工具,首先要提的当然是强大的PDA,软件本身支持很多驱动,可以选择带硬件支持的版本,一般采用控制器连接iba公司的模块,模块通过光纤连接工控机的配置方法,艾驰商城能够最大限度提高速度,当然也有纯软件的版本,这个软件在钢铁行业应用的比较多,如轧制过程的数据采集记录。
(不过,这个软件的价格我只能呵呵了),软件截图:2)、AUTEM公司的PLC-ANALYZER pro关于此软件,同样提供多种驱动。
支持的 PLC-Driver有Siemens SIMATIC S7 / C7 / M7, SAIA xx7, VIPA, SIMATIC S5, Siemens LOGO!, SINUMERIK, SIMOTION, BOSCH, CoDeSys, PILZ, Phoenix, Jetter, Allen-Bradley, GE Fanuc, HITACHI, OMRON, Mitsubishi, Schneider, AUTEM AD_USB-Box®, Beckhoff TwinCat等,对于西门子的PLC,支持MPI/PROFIBUS/ETHERNET等,但是在软件的实际使用时你会发现,艾驰商城软件功能较PDA逊色不少。
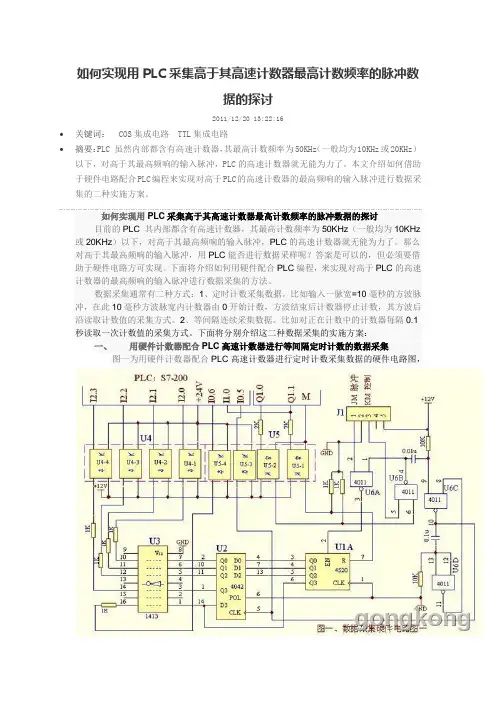
如何实现用PLC采集高于其高速计数器最高计数频率的脉冲数据的探讨2011/12/20 13:22:16∙关键词:COS集成电路TTL集成电路∙摘要:PLC 虽然内部都含有高速计数器,其最高计数频率为50KHz(一般均为10KHz或20KHz)以下,对高于其最高频响的输入脉冲,PLC的高速计数器就无能为力了。
本文介绍如何借助于硬件电路配合PLC编程来实现对高于PLC的高速计数器的最高频响的输入脉冲进行数据采集的二种实施方案。
如何实现用PLC采集高于其高速计数器最高计数频率的脉冲数据的探讨目前的PLC其内部都含有高速计数器,其最高计数频率为50KHz(一般均为10KHz 或20KHz)以下,对高于其最高频响的输入脉冲,PLC的高速计数器就无能为力了。
那么对高于其最高频响的输入脉冲,用PLC能否进行数据采样呢?答案是可以的,但必须要借助于硬件电路方可实现。
下面将介绍如何用硬件配合PLC编程,来实现对高于PLC的高速计数器的最高频响的输入脉冲进行数据采集的方法。
数据采集通常有二种方式:1、定时计数采集数据。
比如输入一脉宽=10毫秒的方波脉冲,在此10毫秒方波脉宽内计数器由0开始计数,方波结束后计数器停止计数,其方波后沿读取计数值的采集方式。
2、等间隔连续采集数据。
比如对正在计数中的计数器每隔0.1秒读取一次计数值的采集方式。
下面将分别介绍这二种数据采集的实施方案:一、用硬件计数器配合PLC高速计数器进行等间隔定时计数的数据采集图一为用硬件计数器配合PLC高速计数器进行定时计数采集数据的硬件电路图,(一)、硬件电路图工作原理解析图一中的JI输入接口:其1脚接JM脉冲即为高频计数脉冲;3脚接KM控制即为计数控制门信号。
U1A(4520)为4位二进制计数器,U1A 中的EN点为计数器的计数脉冲输入端,其计数脉冲的下跳沿计数有效。
U1A 中的Q0~Q3为U1A数据输出端,分别代表1、2、4、8,其4位组合输出代表计数器的计数值。
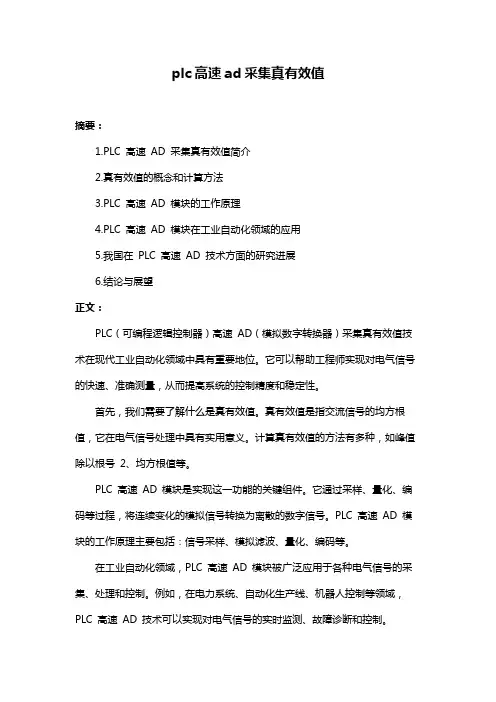
plc高速ad采集真有效值
摘要:
1.PLC 高速AD 采集真有效值简介
2.真有效值的概念和计算方法
3.PLC 高速AD 模块的工作原理
4.PLC 高速AD 模块在工业自动化领域的应用
5.我国在PLC 高速AD 技术方面的研究进展
6.结论与展望
正文:
PLC(可编程逻辑控制器)高速AD(模拟数字转换器)采集真有效值技术在现代工业自动化领域中具有重要地位。
它可以帮助工程师实现对电气信号的快速、准确测量,从而提高系统的控制精度和稳定性。
首先,我们需要了解什么是真有效值。
真有效值是指交流信号的均方根值,它在电气信号处理中具有实用意义。
计算真有效值的方法有多种,如峰值除以根号2、均方根值等。
PLC 高速AD 模块是实现这一功能的关键组件。
它通过采样、量化、编码等过程,将连续变化的模拟信号转换为离散的数字信号。
PLC 高速AD 模块的工作原理主要包括:信号采样、模拟滤波、量化、编码等。
在工业自动化领域,PLC 高速AD 模块被广泛应用于各种电气信号的采集、处理和控制。
例如,在电力系统、自动化生产线、机器人控制等领域,PLC 高速AD 技术可以实现对电气信号的实时监测、故障诊断和控制。
近年来,我国在PLC 高速AD 技术方面取得了显著的研究进展。
我国科研人员不仅研发出了具有自主知识产权的高速AD 模块,还成功地将这一技术应用于实际的工业生产中。
这为我国工业自动化领域的发展提供了有力支持。
总之,PLC 高速AD 采集真有效值技术在工业自动化领域具有重要价值。
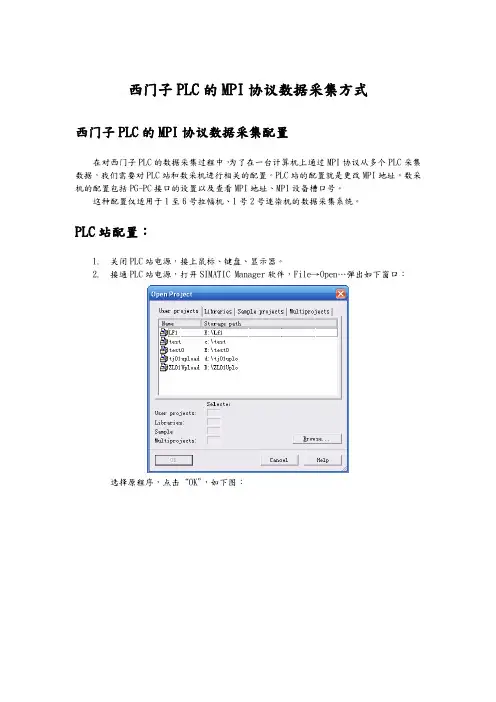
西门子PLC的MPI协议数据采集方式西门子PLC的MPI协议数据采集配置在对西门子PLC的数据采集过程中,为了在一台计算机上通过MPI协议从多个PLC采集数据,我们需要对PLC站和数采机进行相关的配置。
PLC站的配置就是更改MPI地址。
数采机的配置包括PG-PC接口的设置以及查看MPI地址、MPI设备槽口号。
这种配置仅适用于1至6号拉幅机、1号2号连染机的数据采集系统。
PLC站配置:1.关闭PLC站电源,接上鼠标、键盘、显示器。
2.接通PLC站电源,打开SIMATIC Manager软件,File→Open…弹出如下窗口:选择原程序,点击“OK”,如下图:项,出现如下窗口:根据上图,可以得到如下信息:MPI/DP接口设备槽号:2MPI地址:2然后双击“MPI/DP”所在行弹出如下对话框:点击“Properties…”按钮,如下图:若列表中没有网络,则新加网络:点击“New”按钮,出现对话框:点击“Network Settings”选项卡:查看波特率,图中缺省为“187.5Kbps”。
注意:波特率要与数采机的波特率设置一致,否则无法通讯。
点击“OK”按钮:然后修改“Address:”后面的数字(即修改MPI地址)。
注意:修改的原则是,同一台数采机所连接的多台PLC中,MPI地址要不同。
然后依次点击“OK”按钮,回到如下窗口:接下来的工作就是将刚才修改后的程序下载到PLC中去。
注意:在下载程序之前要使PLC处于“Stop”状态。
然后点击工具栏中的即“Download to Module”图标,如下图:选择CPU,然后点击“OK”按钮,开始将刚才修改的程序下载到PLC中,以完成对PLC 的配置。
到此,对PLC站的配置完成数采机配置:1.使用MPI电缆将计算机与PLC相连。
注意:在连接电缆的时候至少要将电缆一侧的电源关闭,严禁带电插拔。
2.设置PG-PC接口。
开始菜单→所有程序→SIMATIC→STIP7→设置PG-PC接口,弹出如下窗口:选择“CP5611(MPI) <Active>”,点击“Properties…”按钮:查看“Transmission rate:”选项,也就是波特率设置,使其与PLC上的网络波特率一致。
PLC在电网安全监测中的作用随着电力系统的不断发展和扩张,电网安全监测变得尤为重要。
为了确保电力系统的稳定运行和人民生活的安全,PLC(可编程逻辑控制器)正逐渐成为电网安全监测的必备工具。
本文将重点讨论PLC在电网安全监测中的作用,包括其在设备监控、数据采集与分析、故障检测与处理等方面的应用。
一、设备监控PLC在电网安全监测中的首要任务之一是设备监控。
传统的电力设备监控主要依赖人工巡检,效率低下且容易出现漏检情况。
而PLC可以通过与各种传感器的联动,实时监测电力设备的状态,如电流、电压、温度等参数的变化。
一旦设备发生异常,PLC能够及时发出警报并采取相应的措施,如切断电源、发送报警信息等,从而减少设备故障带来的损失。
二、数据采集与分析除了设备监控外,PLC还具有强大的数据采集与分析能力。
通过与设备连接,PLC能够实时采集设备运行数据,并将其存储在数据库中。
这些数据可以包括电流、电压、功率、能耗等各类重要的指标。
通过对这些数据进行分析,我们可以了解电力系统的运行状况,及时发现潜在问题,并采取相应的措施进行调整和优化。
此外,PLC还可以将数据以图像或报表的形式呈现,为决策者提供直观的参考依据。
三、故障检测与处理电力系统中的故障是不可避免的,而PLC在故障检测与处理方面发挥着重要作用。
通过与各种传感器的连接,PLC能够实时监测设备的工作状态,一旦发现故障,可立即发出警报并采取相应的应急措施。
此外,PLC还能够对故障进行自动诊断,并生成故障报告,以帮助维修人员准确定位故障点并提供解决方案。
这种自动化的故障处理能力大大提高了电力系统的故障处理效率,减少了停电时间和损失。
总结起来,PLC在电网安全监测中发挥着至关重要的作用。
它不仅可以实时监测设备的工作状态,及时发出警报,而且能够通过数据采集与分析找出潜在问题,并提供故障诊断与处理的能力。
这些功能的应用,不仅提高了电网的安全性,减少了故障的发生,还为电力系统的管理和运行提供了科学的依据,进一步提高了电力系统整体的运行效率和可靠性。
PLC的高速数据采集分析与记录工具
在工业现场,设备调试时经常遇到需要对PLC各种变量捕捉分析,优化控制时序,检查动作过程是否准确等情况;在设备运行时又需要对设备的运行状态进行全方位的监控和记录,方便设备故障后,故障过程的重现与故障原因的分析,尤其一些控制逻辑复杂的设备,这种需求更加突出。
在一般情况下,SCADA监控软件的趋势记录就可以满足需求,但是SCADA在趋势与记录上存在很大的劣势,比如,采集数据量大的系统(系统本身庞大,需要采集的数据点多),采集速度要求高的系统(系统本身运行快,要求最大程度复现控制器内逻辑与数据的处理过程,如西门子TDC等),这些情况下,单纯的依靠SCADA已经无法满足我们的需要,那么就需要专用的数据采集分析与记录工具帮我们完成。
下面是对PLC的一些数据采集与记录工具的介绍。
1)、iba公司的PDA
既然要说数据采集记录工具,首先要提的当然是强大的PDA,软件本身支持很多驱动,可以选择带硬件支持的版本,一般采用控制器连接iba公司的模块,模块通过光纤连接工控机的配置方法,能够最大限度提高速度,当然也有纯软件的版本,这个软件在钢铁行业应用的比较多,如轧制过程的数据采集记录。
(不过,这个软件的价格我只能呵呵了),软件截图:
2)、AUTEM公司的PLC-ANALYZER pro
关于此软件,同样提供多种驱动。
支持的PLC-Driver有Siemens SIMATIC S7 / C7 / M7, SAIA xx7, VIPA, SIMATIC S5, Siemens LOGO!, SINUMERIK, SIMOTION, BOSCH, CoDeSys, PILZ, Phoenix, Jetter, Allen-Bradley, GE Fanuc, HITACHI, OMRON, Mitsubishi, Schneider, AUTEM AD_USB-Box®, Beckhoff TwinCat等,对于西门子的PLC,支持
MPI/PROFIBUS/ETHERNET等,但是在软件的实际使用时你会发现,软件功能较PDA逊色不少。
软件截图:
3)、S7TrendValues
关于此软件,只支持西门子的以太网连接,不过对于一些调试期间的数据监控需要已经足够了。
软件截图:
4),最后笔者想要介绍一款全新的数据采集记录工具FDA,它利用PLC底层驱动无缝接入现场工控网络,高速获取工控数据,并进行高效压缩保存;多通道实时数据曲线显示让您及时掌控设备状态;精细化海量历史数据存储为您记录每个生产细节,配备离线分析工具方便离线查看历史数据。
在本人新浪博客中有软件的展示,软件截图:
Yanxiaokai
2015-01-07。