CAE 分析报告样板及说明
- 格式:ppt
- 大小:5.70 MB
- 文档页数:23
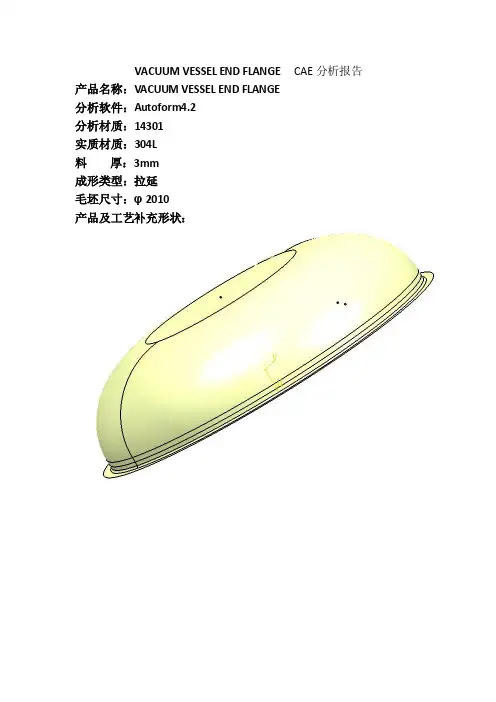
VACUUM VESSEL END FLANGE CAE分析报告产品名称:VACUUM VESSEL END FLANGE分析软件:Autoform4.2分析材质:14301实质材质:304L料厚:3mm成形类型:拉延毛坯尺寸:φ2010产品及工艺补充形状:产品成形性评估分析结果(Draw)板料变薄量图结论:由于现有的材料库没有304L,现用14301进行替代模拟,分析结论本零件拉延基本成功。
THERMAL SHIELD END FLANGE CAE分析报告产品名称:THERMAL SHIELD END FLANGE分析软件:Autoform4.2分析材质:6016 T4实质材质:6061 T6料厚:6.35mm成形类型:拉延毛坯尺寸:φ2124产品及工艺补充形状:产品成形性评估分析结果(Draw)板料变薄量图结论:由于现有的材料库没有6061-T6,现用6016-T4进行替代模拟,分析结论本零件拉延基本成功。
下面是赠送的团队管理名言学习,不需要的朋友可以编辑删除谢谢1、沟通是管理的浓缩。
2、管理被人们称之为是一门综合艺术--“综合”是因为管理涉及基本原理、自我认知、智慧和领导力;“艺术”是因为管理是实践和应用。
3、管理得好的工厂,总是单调乏味,没有任何激动人心的事件发生。
4、管理工作中最重要的是:人正确的事,而不是正确的做事。
5、管理就是沟通、沟通再沟通。
6、管理就是界定企业的使命,并激励和组织人力资源去实现这个使命。
界定使命是企业家的任务,而激励与组织人力资源是领导力的范畴,二者的结合就是管理。
7、管理是一种实践,其本质不在于“知”而在于“行”;其验证不在于逻辑,而在于成果;其唯一权威就是成就。
8、管理者的最基本能力:有效沟通。
9、合作是一切团队繁荣的根本。
10、将合适的人请上车,不合适的人请下车。
11、领导不是某个人坐在马上指挥他的部队,而是通过别人的成功来获得自己的成功。
12、企业的成功靠团队,而不是靠个人。

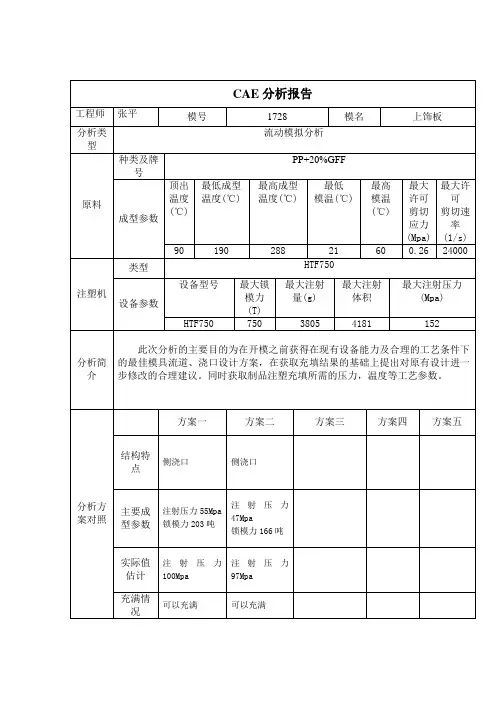
浇口位置如图所示,热流道直径为16mm,浇口尺寸为15*2*2 2.流动情况
图中红色部分最后充填。
图中所示红线为溶解痕。
4.注射压力
最大注射压力约为55Mpa。
图中红色位置注意设排气。
浇口位置如图所示,热流道直径为16mm,左边浇口尺寸为8*2*2,右边为10*2*2。
2.流动情况
图中红色部分最后充填。
图中所示红线为溶解痕。
4.注射压力
最大注射压力约为47Mpa。
图中红色位置注意设排气。
两个方案比较来看,方案二注射压力较小,估计成型时间为20s,冷却时间为50s;而方案一估计成型时间为20s,冷却时间为53s。
所以,推荐使用方案二。

成型CAE实验报告完整版一、实验目的本次成型 CAE 实验的主要目的是通过模拟分析来研究材料在成型过程中的行为和性能,以便优化成型工艺参数,提高产品质量,降低生产成本,并缩短产品开发周期。
二、实验原理成型 CAE(Computer Aided Engineering,计算机辅助工程)是利用计算机软件对成型过程进行数值模拟和分析的技术。
其基本原理是基于材料力学、流体力学、传热学等相关理论,通过建立数学模型和有限元分析方法,对成型过程中的应力、应变、温度、流速等物理量进行计算和预测。
在成型 CAE 中,通常需要输入材料的性能参数(如弹性模量、屈服强度、热导率等)、成型工艺参数(如模具温度、注射速度、保压时间等)以及模具结构等信息。
软件会根据这些输入条件,自动生成网格模型,并进行求解计算,最终输出成型过程中的各种结果数据和图形。
三、实验设备与材料(一)实验设备1、计算机:配置较高的工作站或服务器,用于运行成型 CAE 软件。
2、成型 CAE 软件:选用了市场上较为成熟和广泛应用的_____软件,版本为_____。
(二)实验材料1、选用了_____材料,其主要性能参数如下:密度:_____弹性模量:_____屈服强度:_____热导率:_____四、实验步骤1、建立几何模型使用三维建模软件(如_____)创建成型产品的几何模型,并将其导入到成型 CAE 软件中。
2、划分网格在成型 CAE 软件中,对几何模型进行网格划分。
选择合适的网格类型(如四面体网格、六面体网格等)和网格尺寸,以保证计算精度和效率。
3、定义材料属性根据实验材料的性能参数,在成型 CAE 软件中定义材料的力学、热学等属性。
4、设置成型工艺参数根据实际的成型工艺条件,设置模具温度、注射速度、保压时间、冷却时间等工艺参数。
5、边界条件和加载确定模型的边界条件,如模具的固定约束、流体的入口和出口等,并施加相应的载荷。
6、求解计算运行成型 CAE 软件进行求解计算,等待计算完成。
CAE分析报告样板及说明报告标题:CAE分析报告报告日期:xxxx年xx月xx日1.引言在本节中,将介绍报告的目的、范围和CAE分析的背景信息。
还将提供有关分析所使用的软件和工具的说明。
2.分析目标本节将说明CAE分析的目标和预期结果。
这里可以列出分析所要解决的问题和需要回答的关键问题。
3.模型建立详细介绍了模型的建立过程,包括从CAD数据导入到CAE软件中,并生成适合进行分析的几何体和网格。
此外,还包括了模型各部分的材料属性定义和约束条件的设定。
4.材料特性在这一节中,将详细描述被分析物体的材料特性。
这包括材料的密度、弹性模量、屈服强度等信息。
如果存在多种材料,还需进一步对不同材料进行区分。
5.边界条件在这一节中,将描述和讨论在CAE分析中使用的边界条件。
这包括施加在模型上的载荷和约束,如外力、约束、初始条件等。
边界条件的选择对分析结果有着重要的影响。
6.并行化与计算资源需求在本节中,将介绍使用的计算机系统的配置和相关软件的设置。
这包括计算资源的使用情况,例如并行计算所使用的CPU核数和内存的使用情况。
还将讨论计算模型的网格划分和适应性分析的结果。
7.分析结果在这一节中,将给出对于分析所关心的参数的具体计算结果。
根据分析目标,可能需要计算应力、应变、位移等参数,并进行相应的结果分析和解释。
这里可以使用图表、表格等形式展示结果。
8.结果讨论在本节中,将对分析结果进行进一步的讨论和解释。
这可能涉及到对模型行为的理解,对结果的合理性的验证以及和实验结果的对比等。
此外,还可以对分析结果与设计准则进行比较,以评估模型的可行性和改进性。
9.结论在这一节中,将总结整个CAE分析的主要结果和发现,并提供建议和改进的方向。
如果有关未来工作的计划,也可以在此进行说明。
列出本CAE分析报告所参考的文献和资料。
引用的方法应符合指定的引用格式。
附录:模型几何图、网格划分图、原始数据、CAE软件输入文件等附件的相关信息。
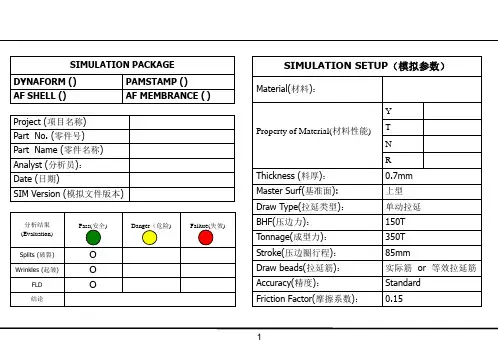

成形模拟分析报告Analysis Report of Forming Simulation Doc.No.: 1D-300188, Date 16.11.2004, issued by: TMS/SVWStamping Part Formability零件成形性模拟分析Simulation Analysis of 模拟结果评价:模拟结果Result of Simulation :根据技术要求中拉伸模拟标准As per Drawing SimulationSpecification :21-1D-300045,版本Version :11,22.01.2004零件名/Part Name :项目名称/Project :零件号/Part No.:失败Failure 危险Danger项目名称/Project:零件号/Part No.:零件名/Part Name:模拟结果评价一览Summary of simulation Result根据技术要求中深拉伸模拟标准As per Drawing零件号/Part No.:零件名/Part Name:开裂Crack, FLD项目名称/Project:料片图、拉延筋以及拉伸后料片轮廓Blank, Drawbead & Post-draw-blank项目名称/Project :零件号/Part No.:零件名/Part Name :000轧制方向Rolling direction of sheet meta材料流动方向Flowing direction of sheet metal项目名称/Project:零件号/Part No.:零件名/Part Name:最小材料变薄Min.Thinning ofsheet metal thickness项目名称/Project:零件号/Part No.:零件名/Part Name:材料变薄率分析Thinning Ratio Analysis ofSheet Metal Thickness项目名称/Project:成形性能分析零件号/Part No.:Formability Analysis零件名/Part Name:项目名称/Project:零件号/Part No.:零件名/Part Name:最小材料变薄Min.Thinning ofsheet metal thickness距下死点50mm 距下死点30mm项目名称/Project :零件号/Part No.:零件名/Part Name :起皱分析(总体)Wrinkle Analysis(General)成形模拟分析报告Analysis Report of Forming Simulation Doc.No.: 1D-300188, Date 16.11.2004, issued by: TMS/SVW项目名称/Project:滑移线分析零件号/Part No.:Skid Line Analysis零件名/Part Name:压变圈闭合距下死点105mm压变圈闭合距下死点60mm 压变圈闭合距下死点30mm 压变圈闭合距下死点20mm 压变圈闭合距下死点10mm 压变圈闭合距下死点1mm 零件名/Part Name :零件号/Part No.:起皱分析(局部)Wrinkle Analysis(Local)项目名称/Project :零件号/Part No.:备注,协商, …Remarks, negotiation,...项目名称/Project:零件名/Part Name:。

cae分析报告CAE分析报告是一种基于数值模拟、力学分析和材料力学等方法,对于产品的性能进行评估和优化的工程分析方法。
本报告将对某个产品的CAE分析结果进行详细介绍和分析。
经过CAE分析,建议在产品的设计和制造过程中采用合适的材料和结构,以确保产品的性能和质量。
首先,对于材料的选择,通过CAE分析发现,目前使用的材料具有较高的强度和刚度,能够满足应力和振动的要求,但是存在一定的开裂和断裂的风险。
因此,建议在材料选择时,考虑使用更具韧性的材料,以增加产品的抗拉伸能力和耐磨性,同时降低开裂和断裂的风险。
其次,在产品设计和制造过程中,需要考虑到产品的结构强度和刚度。
通过CAE分析,发现当前产品在受力部位存在一定的应力集中,可能导致局部的破坏和失效。
因此,建议在产品的设计过程中,增加受力部位的支撑和加强结构,以分散应力和提高产品的强度。
另外,还可以考虑使用增加刚度的结构设计,以降低振动和共振的影响,提高产品的稳定性和寿命。
此外,在产品的制造过程中,需要注意制造工艺和表面处理的影响。
通过CAE分析,发现产品的表面粗糙度对于摩擦和磨损的影响较大。
因此,建议在制造过程中,采用适当的加工工艺,以提高表面的光洁度和平整度,降低表面粗糙度,从而减少摩擦和磨损。
最后,在产品的使用和维护过程中,需要进行适当的检测和修复。
通过CAE分析,发现产品的应力和变形会随着使用时间的增加而逐渐积累,可能导致材料疲劳和失效。
因此,建议在产品的使用过程中,定期进行检测和维修,以及时发现和修复产品的疲劳和损伤。
综上所述,CAE分析报告提供了一种全面的工程分析方法,可以评估产品的性能和质量,并提供优化的建议。
通过合理选择材料和结构设计,控制制造工艺和维护过程,可以提高产品的性能和寿命,降低故障和失效的风险。
因此,在产品的设计和制造过程中,需要充分应用CAE分析方法,以确保产品的安全性和可靠性。
南京工程学院毕业设计开题报告课题名称:基于MPI的载重汽车发动机冷却液水箱顶盖注射工艺优化学生姓名:指导教师:庄卫国所在系部:材料工程学院专业名称:材料成型及控制工程(模具设计)南京工程学院2014年3 月日说明1.根据教育部对毕业设计(论文)的评估标准,学生必须撰写《毕业设计(论文)开题报告》,由指导教师签署意见、教研室审查,系教学主任批准后实施。
2.开题报告是毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。
学生应当在毕业设计(论文)工作前期内完成,开题报告不合格者不得参加答辩。
3.毕业设计开题报告各项内容要实事求是,逐条认真填写。
其中的文字表达要明确、严谨,语言通顺,外来语要同时用原文和中文表达。
第一次出现缩写词,须注出全称。
4.本报告中,由学生本人撰写的对课题和研究工作的分析及描述,应不少于2000字,没有经过整理归纳,缺乏个人见解仅仅从网上下载材料拼凑而成的开题报告按不合格论。
5.开题报告检查原则上在第4周完成,各系完成毕业设计开题检查后,应写一份开题情况总结报告。
学士学位毕业设计(论文)开题报告学生姓名学号专业材料成型及控制工程(模具设计)指导教师姓名庄卫国职称讲师所在系部材料工程学院课题来源企、事业单位委托课题课题类型工程设计课题名称基于MPI的载重汽车发动机冷却液水箱顶盖注塑工艺优化毕业设计的内容和意义1.主要内容(1)对制品结构工艺性和成型工艺性分析;(2)网格划分及修补;(3)更改参数分析出不同结果;(4)选取最优方案;(5)完成毕业设计;(6)翻译一篇相关的外文资料。
2.毕业设计在四年中的意义毕业设计是带有研究性质的专题研究分析、设计报告、是培养合格人才的一个重要实践性教学环节。
通过毕业设计,旨在使我们对所学过的基础理论和专业知识进行一次全面、系统地回顾和总结,通过对具体题目的分析,使理论与实践相结合,巩固和发展所学理论知识,掌握正确的思维方法和基本技能,提高学生独立思考能力和团结协作的工作作风,提高学生利用计算机解决实际问题的能力及计算机实际操作水平,促进学生建立严谨的科学态度和工作作风。