齿轮刀具
- 格式:pptx
- 大小:294.58 KB
- 文档页数:10
齿轮滚刀刀具简介(一)齿轮滚刀的形成齿轮滚刀是依照螺旋齿轮副啮合原理,用展成法切削齿轮的刀具,齿轮滚刀相当于小齿轮,被切齿轮相当于一个大齿轮,如图9-24所示。
齿轮滚刀是一个螺旋角β0很大而螺纹头数很少(1~3个齿),齿很长,并能绕滚刀分度圆柱很多圈的螺旋齿轮,这样就象螺旋升角γz很小的蜗杆了。
为了形成刀刃,在蜗杆端面沿着轴线铣出几条容屑槽,以形成前面及前角;经铲齿和铲磨,形成后刀面及后角,如图9-25所示。
(二)齿轮滚刀的基本蜗杆齿轮滚刀的两侧刀刃是前面与侧铲表面的交线,它应当分布在蜗杆螺旋表面上,这个蜗杆称为滚刀的基本蜗杆。
基本蜗杆有以下三种:1.渐开线蜗杆渐开线蜗杆的螺纹齿侧面是渐开螺旋面,在与基圆柱相切的任意平面和渐开螺旋面的交线是一条直线,其端剖面是渐开线。
渐开线蜗杆轴向剖面与渐开螺旋面的交线是曲线。
用这种基本螺杆制造的滚刀,没有齿形设计误差,切削的齿轮精度高。
然而制造滚刀困难。
2.阿基米德蜗杆阿基米德蜗杆的螺旋齿侧面是阿基米德螺旋面。
通过蜗杆轴线剖面与阿基米德蜗螺旋面的交线是直线,其它剖面都是曲线,其端剖面是阿基米德螺旋线。
用这种基本蜗杆制成的滚刀,制造与检验滚刀齿形均比渐开线蜗杆简单和方便。
但有微量的齿形误差。
不过这种误差是在允许的范围之内,为此,生产中大多数精加工滚刀的基本蜗杆均用阿基米德蜗杆代替渐开线蜗杆。
3.法向直廓蜗杆法向直廓蜗杆法剖面内的齿形是直线,端剖面为延长渐开线。
用这种基本蜗杆代替渐开线基本蜗杆作滚刀,其齿形设计误差大,故一般作为大模数、多头和粗加工滚刀用。
(三)滚刀的齿形误差用阿基米德蜗杆代替渐开线基本蜗杆作滚刀,切制的齿轮齿形存在着一定误差,这种误差称为齿形误差。
由基本蜗杆的性质可知,渐开线基本蜗杆轴向剖面是曲线齿形,而阿基米德基本蜗杆轴向剖面是直线齿形。
为了减少造型误差,应使基本蜗杆的轴向剖面直线齿形与渐开线基本蜗杆轴向剖面的理论齿形在分度圆处相切。
阿基米德滚刀基本蜗杆轴向剖面齿形角αx0,应等于渐开线蜗杆轴向剖面齿形的分度圆压力角,如图9-26所示。

刀具的种类(一)刀具分类刀具常按加工方式和具体用途,分为车刀、孔加工刀具、铣刀、拉刀、螺纹刀具、齿轮刀具、自动线及数控机床刀具和铰刀等几大类型。
刀具还可以按其它方式进行分类,如按所用材料分为高速钢刀具、硬质合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金刚石刀具等;按结构分为整体刀具、镶片刀具、机夹刀具和复合刀具等;按是否标准化分为标准刀具和非标准刀具等。
(二)常用刀具简介1.车刀车刀是金属切削加工中应用最广的一种刀具。
它可以在车床上加工外圆、端平面、螺纹、内孔,也可用于切槽和切断等。
车刀在结构上可分为整体车刀、焊接装配式车刀和机械夹固刀片的车刀。
机械夹固刀片的车刀又可分为机床车刀和可转位车刀。
机械夹固车刀的切削性能稳定,工人不必磨刀,所以在现代生产中应用越来越多。
2.孔加工刀具孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。
例如,下图示标准高速钢麻花钻的结构。
工作部分(刀体)的前端为切削部分,承担主要的切削工作,后端为导向部分,起引导钻头的作用,也是切削部分的后备部分。
3.铣刀铣刀是一种应用广泛的多刃回转刀具,其种类很多。
按用途分有:1)加工平面用的,如圆柱平面铣刀、端铣刀等;2)加工沟槽用的,如立铣刀、T 形刀和角度铣刀等;3)加工成形表面用的,如凸半圆和凹半圆铣刀和加工其它复杂成形表面用的铣刀。
铣削的生产率一般较高,加工表面粗糙度值较大。
4.拉刀拉刀是一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批量生产中,可加工各种内、外表面。
拉刀按所加工工件表面的不同,可分为各种内拉刀和外拉刀两类。
使用拉刀加工时,除了要根据工件材料选择刀齿的前角、后角,根据工件加工表面的尺寸(如圆孔直径)确定拉刀尺寸外,还需要确定两个参数:(1)齿升角af[即前后两刀齿(或齿组)的半径或高度之差];(2)齿距p[即相邻两刀齿之间的轴向距离]。
阐述齿轮加工所采用的刀具。
在齿轮加工过程中,常用的刀具包括:
1. 齿轮刀盘:齿轮刀盘是一种切削刀具,通常由高速钢或硬质合金制成。
它的刀片上有一定数量和形状的刀齿,可以切削出齿轮的齿形。
2. 锥齿轮刀盘:锥齿轮刀盘适用于加工锥齿轮,它的刀片和齿轮刀盘类似,但其切削角度可根据锥齿轮的要求进行调整。
3. 修齐刀:修齐刀用于修整齿轮的齿面或侧面,以提高齿轮的精度。
它常由高速钢制成,刀片上有凹槽或锯齿,可以去除齿轮上的毛刺、毛刮痕迹等。
4. 钻床和铰床:钻床和铰床是用来加工齿轮孔或齿轮轴孔的刀具。
钻床用来钻孔,铰床用来加工内螺纹孔。
5. 冲压模具:冲压模具适用于批量生产大批量齿轮或形状复杂的齿轮。
它通常由多个部位组成,包括上下模、导向件和铣削刀等,可以在一次冲压中完成多个齿轮的加工。
这些刀具在齿轮加工过程中按照不同需求和工序进行选择和使用,以获得精准、高效的加工效果。

齿轮工艺员必备的滚刀知识一、齿轮滚刀概念△齿软滚刀实质上是一个渐开线圆柱斜齿轮,其齿数很少(常见的为一齿),而螺旋角很大(接近90度),故外型不象齿轮而呈蝸杆状(该蝸杆称之为滚刀的基本蝸杆)。
△常见的大部份滚刀的基本蝸杆为阿基米德蝸杆。
△齿轮滚刀端面上标志m α 是为mn αn HSS为高工钢 D+F为切深。
△滚齿时滚刀转一圈,齿轮转n齿(n为滚刀头数常为1)。
△滚刀常用精度为AA A B 可加工7至9级齿轮。
精度有GB JB 企标之分,以GB精度最高(与ISO等效)。
△加工齿数较多的齿轮时,滚刀应长些,否则刀子易磨损,若用较短的滚刀则应增加切削锥,以减轻负荷。
△标谁齿轮滚刀是用来加工ha*=1 C*=0.25 αn=20度的渐开线圆柱外齿轮。
齿轮可以是变位的或不变位的,可以是斜齿或直齿。
△只要滚刀的基节和工件的基节相等,且滚刀齿深足够,且该滚刀就可加工该工件,不必拘宜于非要m α 对应相等。
二、普通齿轮滚刀的结构尺寸表一国内工具厂常用的小结构尺寸 mm模数Module 外径Oustside Dia 长度Overall Length 孔径Hole Dia1 50 40 221.251.5 55 451.752 502.25 602.5 65 552.753 70 60 273.25 75 653.5 703.75 80 704 754.25 85 804.5 855 90 905.5 100 95 326 105 1006.5 1107 115 1058 125 1159 140 130 4010 150 135表二GB6084规定的结构尺寸(普通型) mm 模数Module 外径Outside Dia. 长度Overall Length 孔径Hole Dia.1 50 32 221.251.5 401.75 63 50 2722.25 71 552.52.75 6333.25 80 71 323.53.75 90 8044.5 905 100 1005.5 112 112 4066.5 118 1187 1258 125 1329 140 15010 150 170 50三、滚刀常用材料1. 钨钢(硬质合金)2、普通高速钢(M2)3. 钴高速钢(M35 M42)(SKH55)4. 粉末冶金高速钢:1) ASP 2030(ASP30)2) ASP 2052(ASP52)3) ASP 2060(ASP60)四、涂层种类No 涂层材料微硬度(HV)* 针对钢材的摩擦系数(干性)内应力(Gpa)* 最大适用温度(摄氏)* 涂层颜色涂层结构1 TIN 氮化鈦2300 0.40 -2.5 600 金黄色单层2 AlCrN氮铬化铝3200 0.35 -3.0 1100 蓝灰色单层3 TiCN碳氮化钛3000 0.40 -4.0 400 蓝灰色多层,倾斜的4 WC/C碳化钨/碳1000/2000 0.10-0.20 -1.0 300 黑灰色薄板状的5 CrN氮化铬1750 0.50 -1.5/-2.0 700 银灰色单层6 多晶体金刚石8000-10000 0.15-0.20 600 浅灰色单层7 TiAlN氮铝化钛3300 0.30-0.35 -1.3/-1.5 900 紫灰色纳米-结构8 TiCN+TiN碳氮化钛+氮化钛3000 0.40 -4.0 400 金黄色多层,倾斜的9 TiAlN+ WC/C氮铝化钛+碳化钨/碳3000 0.15-0.20 -1.7/-2.0 800 深灰色多层的,薄板状的10 DLC(a-C:H) 2500 0.10-0.20 350 黑灰色单层11 TiAlN氮铝化钛3300 0.25 -1.3/1.5 900 紫灰色纳米-结构12 TiAlN氮铝化钛3300 0.40 -3.0/-3.5 900 蓝灰色纳米-结构13 TiAlN氮铝化钛3500 0.40 -4.0 800 紫灰色单层*依赖于应用于测试条件五、刀具在使用前后及镀层前后的速度关系表(以一般碳钢为例)刀具滚削转速m/min 刮削转速m/min钨钢+镀层150-250 150-180钨钢磨后不镀120-150 100-120ASP60+镀层120-180ASP60 磨后不镀80-120ASP60 不镀80-100ASP30+镀层100-150ASP30 磨后不镀70-100ASP30 不镀60-90M35+镀层70-80M35 磨后不镀60-70M35 不镀50-60六、滚齿工艺误差分析齿轮的加工误差来源于齿坯-机床-刀具工艺系统的各误差。
蜗轮刀具的类型和用途蜗轮刀具加工蜗轮时的啮合状态如同蜗杆与蜗轮装配时啮合状态一样,蜗轮刀具的基本参数应与相应蜗杆一致。
蜗轮刀具有蜗轮滚刀、蜗轮飞刀和蜗轮剃齿刀。
蜗轮滚刀是按展成法原理加工蜗轮的一种常用刀具。
蜗轮飞刀是装在刀杆上的一把切刀,相当于蜗轮滚刀的一个刀齿,虽然加工时效率较低,但结构简单,成本低,在蜗轮的单件小批生产(特别是大模数蜗轮加工)中经常使用。
蜗轮剃齿刀用于加工高精度的蜗轮,即用滚刀加工以后,用蜗轮剃齿刀进行最后精加工。
蜗轮滚刀一.蜗轮滚刀加工:在滚齿机上用蜗轮滚刀加工蜗轮与用齿轮滚刀加工齿轮有很多相似的地方,但也有不同之处,下面我们来进行比较下1.滚刀参数蜗轮加工:滚刀轴向模数、分度圆直径、滚刀头数、方向和导程角,以及齿形角,均应和工作蜗杆一致,但外径要比工作蜗杆稍大一些;齿轮加工:滚刀法向模数、齿形角和被加工齿轮一致,其他参数如径、滚刀头数、方向和导程角可按要求选择;2.滚刀使用条件蜗轮加工:蜗轮滚刀水平放置,其轴线应在蜗轮中心平面内,即和蜗轮蜗杆传动啮合状态一样,加工每一个蜗轮要用与工作蜗杆相适应的滚刀;齿轮加工:滚刀刀架要根据加工需要扳动角度。
用同一把滚刀可以加工模数和齿形角相同而齿数和螺旋角不同的各种齿轮;3.滚刀基本蜗杆度运动蜗轮加工:滚刀基本蜗杆形式应与工作蜗杆形式相同;齿轮加工:可采用阿基米德型、渐开线型或法向直齿廓型的基本蜗杆;4.机床分度运动蜗轮加工:分度运动应笨合蜗轮蜗杆传动速比关系,滚刀头数与工作蜗杆头数相同;齿轮加工:分度运动的传动比与蜗轮加工无区别,滚刀头数与被加工齿轮无直接关系;5.进给方式蜗轮加工:加工蜗轮时,采用径向进给或切向进给方式、不采用轴向进给;齿轮加工:加工时常用轴向进给方式,也可采用径向进给或切向进给方式。
径向进给法加工蜗轮:加工时蜗轮滚刀和蜗轮的中心距逐渐缩小,滚刀沿蜗轮径向进刀,从蜗轮的齿顶逐渐切至全齿深。
加工时最好采用螺旋角不大于6°的滚刀,以免产生过切现象;切向进给法加工蜗轮:滚刀为锥形切向进给滚刀,加工时将滚刀轴线与蜗轮轴线的位置调整到和工作蜗杆的中心距位置的一样。

插齿刀一种齿轮形或齿条形齿轮加工刀具。
插齿刀用于按展成法(见齿轮加工)加工内、外啮合的直齿和斜齿圆柱齿轮。
插齿刀的特点是可以加工带台肩齿轮、多联齿轮和无空刀槽人字齿轮等。
特形插齿刀还可加工各种其他廓形的工件,如凸轮和内花键等。
目录编辑本段分类插齿刀按外形分为盘形、碗形、筒形和锥柄4种(图1)。
盘形插齿刀主要用于加工内、外啮合的直齿、插齿刀斜齿和人字齿轮。
碗形插齿刀主要加工带台肩的和多联的内、外啮合的直齿轮,它与盘形插齿刀的区别在于工作时夹紧用的螺母可容纳在插齿刀的刀体内,因而不妨碍加工。
筒形插齿刀用于加工内齿轮和模数小的外齿轮,靠内孔的螺纹旋紧在插齿机的主轴上。
锥柄插齿刀主要用于加工内啮合的直齿和斜齿齿轮。
插齿刀成变位齿轮的形状,变位系数X0由前端面向后端面逐渐减小,并由正变负(图2)。
插齿刀在使用中受到一些限制。
①齿轮根切的限制:插齿刀的齿顶在切削过程中切入被切齿轮根部的渐开线齿形时称为根切,被加工齿轮的齿数越少,根切的可能性就越大。
②齿轮顶切的限制:顶切是指被切齿轮的齿顶进入插齿刀根部齿形以内而被切去齿顶的现象,插齿刀齿数和变位系数越小越容易产生顶切。
③齿轮过渡曲线干涉的限制:插齿刀在切齿时,不能在整个齿面上切出渐开线齿形,在齿轮根部是过渡曲线。
插齿刀齿数越少、齿形变位系数越大,则过渡曲线就越长,如配对齿轮的齿顶与该过渡曲线接触即产生干涉。
④对加工内齿轮的插齿刀,则还应考虑插齿刀在径向切入过插齿刀程中不发生顶切的限制。
标准插齿刀的精度按国际标准分为AA级、A级和B级3种,在通常条件下分别用于加工6、7和8级精度的齿轮。
为加工需要再剃齿或磨齿的齿轮,要分别使用剃前或磨前插齿刀,使齿轮齿面留有一定的加工余量,因此这些插齿刀的齿形需要专门设计。
在加工外啮合和内啮合的斜齿轮和人字齿轮时,需要用斜齿插齿刀。
加工一对外啮合的斜齿圆柱齿轮时,需要用两把斜齿插齿刀,其旋向与被加工齿轮相反;加工一对内啮合的斜齿圆柱齿轮时,加工内齿斜齿轮的刀具与齿轮的旋向相同。
CBN刀具加工HRC55-70硬度汽车齿轮硬齿面齿轮刀具是指生产加工各种齿轮(汽车齿轮、起重机齿轮、变速箱齿轮)的刀具。
用车削方法加工齿轮端面,采用立方氮化硼刀具高速切削HRC55-70左右的硬齿面,达到以车代磨的效果。
对于齿轮的性能要求、齿轮选材及加工齿轮的刀具特性一一做个介绍。
①齿轮加工的性能要求齿轮在机器中主要担负传递功率与调节速度的任务,有时也起改变运动方向的作用。
在工作时它通过齿面的接触传递动力,周期地受弯曲应力和接触应力的作用,在啮合的齿面上,相互运动和滑动造成强烈的摩擦,有时齿轮在换挡、启动或啮合不均匀时还承受冲击力等。
其失效形式主要有齿轮疲劳冲击断裂、过载断裂、齿面接触疲劳与磨损。
因此,要求材料具有高的疲劳强度和接触疲劳强度;齿面具有高的硬度和耐磨性。
齿面心部具有足够的强度与韧性。
但是,对于不同机器中的齿轮,因载荷大小,速度高低、精度要求、冲击强弱等工作条件的差异,对性能的要求也有所不同,故应选用不同的材料及相应的强化方法。
②齿轮用材的特点机械齿轮通常采用锻造钢件制造,而且,一般均先锻成齿轮毛坯,以获得致密组织和合理的流线分布。
就钢种而言,主要有调质钢齿轮和渗碳钢齿轮两类。
a.调质钢齿轮调质钢主要用于制造两种齿轮。
一种是对耐磨性要求较高,而冲击韧度要求一般的硬齿面(HB>350)的齿轮,如车床、钻床、铣床等机床的变速箱齿轮,通常采用45钢,40Cr、35SiMn等钢,经调质或正火处理。
b.渗碳钢齿轮渗碳钢主要用于制造速度高、重载荷、冲击较大的硬齿面齿轮,如汽车、拖拉机变速箱、驱动桥的齿轮,立车的重要齿轮等,通常采用20CrMnTi、20MnVB、0CrMnMo等钢,经渗碳淬火,低温回火处理,表面硬度高且耐磨,心部强韧耐冲击。
除锻钢齿轮外,还有铸钢、铸铁齿轮。
铸钢(如ZG340-640)常用于制造力学性能要求较高且形状复杂的大型齿轮,如起重机齿轮。
对耐磨性、疲劳强度要求较高但冲击载荷较小的齿轮,如机油泵齿轮,可采用球墨铸铁(QT500-7)制造。
齿轮加工中刀具的选择与使用加工中心所用的刀具是由通用刀具(又称工作头或刀头)和与加工中心主轴前端锥孔配套的刀柄等组成。
在应用中,要根据加工中心机床的要求、夹具的要求、工件材料的性能、加工工序、切削用量以及其它相关因素正确选用刀具。
刀具选择总的原则是:刀具的安装和调整方便,刚性好,耐用度和精度高。
在保证安全和满足加工要求的前提下,刀具长度应尽可能短,以提高刀具的刚性。
加工中心机床上,各种刀具分别装在刀库中,按程序的规定进行自动换刀。
因此必须采用标准刀柄,以便使钻、镗、扩、铣削等工序用的刀具能迅速、准确地装到机床主轴上。
编程人员应充分了解机床上所用刀柄的结构尺寸、调整方法以及调整范围,以便在编程时确定刀具的径向和轴向尺寸。
加工中心机床所用的刀具必须适应加工中心高速、高效和自动化程度高的特点,其刀柄部分要联接通用刀具并装在机床主轴上,由于加工中心类型不同,其刀柄柄部的型式及尺寸不尽相同。
JT(ISO7388)表示加工中心机床用的锥柄柄部(带有机械手夹持槽),其后面的数字为相应的ISO锥度号,如50、45、和40分别代表大端直径为69.85、57.15和44.45毫米的7:24锥度。
ST(ISO297)表示一般数控机床用的锥柄柄部(没有机械手夹持槽),数字意义与JT类相同。
BT(MAS403)表示用于日本标准MAS403的带有机械手夹持槽联接。
加工中心刀具的刀柄分为整体式工具系统和模块式工具系统两大类。
模块式工具系统由于其定位精度高,装卸方便,连接刚性好,具有良好的抗振性,是目前用得较多的一种型式,它由刀柄、中间接杆以及工作头组成。
它具有单圆柱定心,径向销钉锁紧的联接特点,它的一部分为孔,而另一部分为轴,两者之间进行插入连接,构成一个刚性刀柄,一端和机床主轴连接,另一端安装上各种可转位刀具便构成一个工具系统。
根据加工中心类型,可以选择莫氏及公制锥柄。
中间接杆有等径和变径两类,根据不同的内外径及长度将刀柄和工作头模块相联接。
齿轮刀具的选用是滚齿工序的一个关键环节。
合理的选用齿轮刀具,不仅可以兼顾齿轮加工的质量和效率,而且可以提高齿轮刀具的使用寿命,节约成本。
滚齿工序可以选择的加工方法从加工原理上可以分为“成形铣齿”和“展成滚齿”两种方法。
风电齿轮用到的成形铣齿刀具主要是硬质合金镶片成形铣刀,展成滚齿的刀具主要有硬质合金镶片滚刀、高速钢双切滚刀、高速钢单刃整体滚刀。
因为风电齿轮箱的输入级、中间级和输出级齿轮零件差异很大,因此根据被加工齿轮(齿轴)的模数、齿数以及设计结构,或者应用成形铣齿方法,或者应用展成滚齿方法,或者集成应用两种加工方法(滚、铣复合加工)。
下面根据风电齿轮箱输入级、中间级、输出级不同特点,选取中间级大轮做加工方法和刀具选用分析。
中间级大轮的模数一般为10~12mm,齿数约100,齿宽在350mm上下。
根据上述数据,从模数和齿数上分析,由于齿数多,且模数适中,排除采用成形铣齿方法(切削效率低);从齿数和齿宽上分析,该类齿轮切削长度(齿宽和齿数的乘积)超过了一般单刃滚刀的刃口切削寿命(单刃滚刀可以增加外径,提高切削刃口数,但造成刀体材料的浪费。
至于如何优化设计滚刀,不在本文讨论范围之内),因此排除普通单刃滚刀;从刀具成本上分析,由于中间级大轮每台齿轮箱只有一个,数量需求还不够大,故没必要选择高成本的硬质合金镶片滚刀;而双切滚刀正好满足了效率、寿命、成本等各方面要求。
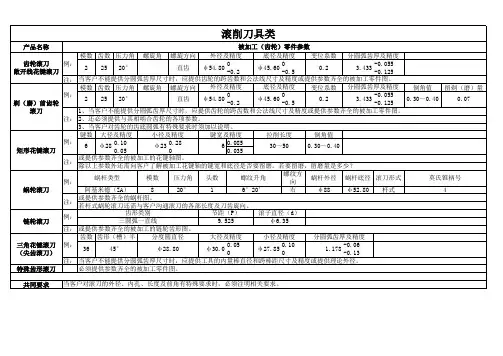
产品名称:齿轮滚刀,齿轮滚刀(国标),齿轮滚刀(企标),齿轮滚刀JB(部标),DP滚刀,小模数齿轮滚刀
模数范围:1~40mm
内径:22~32mm
材料:6542,M35,M42。
熔炼高速钢、粉末高速钢、硬质合金精度等级:AA级,A级,B级,C级,在一定的工艺条件下,分别用于加工7,8,9,10级精度的齿轮。
镀层种类:TiN、TiCN、TiAlN、TiAlN+WCC
按结构分: 整体滚刀和镶齿滚刀。
特别注意:接收非标定制,特种定制。
图片仅供参考。
可根据客户的需要定做所需外径、内孔、厚度、齿数及外表的不同处理。
1.用途:齿轮滚刀用于加工齿形符合GB1356—78《渐开线圆柱齿轮基准齿形》的齿轮。
2.特点及精度:滚刀结构为单头、右旋,轴向直沟,零度前角。
滚刀分为AA、A、
B、C四种精度等级。
与按GB/T6084制造的滚刀相比,工厂标准滚刀AA级接近GB/T6084的A级;A级基本相当于GB/T6084的B级;B、C级接近GB/T 6084的C级.
3.刀具标记及示例
订货时注明:名称、产品编号、模数、精度等级。
例:齿轮滚刀GW1-B1—190 m2 A
注:(如需特殊规格内孔、外径、加长刀可予以订做!)
我公司齿轮刀具生产种类表
注:1、以上种类规格基本均有现货。
2、刀具材料分为和W6Mo5Cr4V2(M2,6542)和W9Mo3Cr4V(9341),也可根据客户要求订做M35或M42材质刀具;和各类非标齿轮类刀具。