铸造的类型及其过程工艺装备
- 格式:ppt
- 大小:13.83 MB
- 文档页数:70

各种典型铸造技术的原理和方法根据铸型特点分类,有一次型铸造(砂型铸造、熔模铸造、石膏型铸造、实型铸造等)、半永久型铸造(陶瓷型铸造、石墨型铸造等)、永久型铸造(金属型铸造、压力铸造、挤压铸造、离心铸造等);根据浇注时金属液的驱动力及压力状态分类,有重力作用下的铸造和外力作用下的铸造。
金属液在重力驱动下完成浇注称自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造等。
本章介绍的铸造技术有:属于重力充型的有砂型铸造、金属型铸造和熔模铸造;属于外力充型的有压力铸造、离心铸造和挤压铸造;属于反重力铸造的有低压铸造和差压铸造/真空吸铸等。
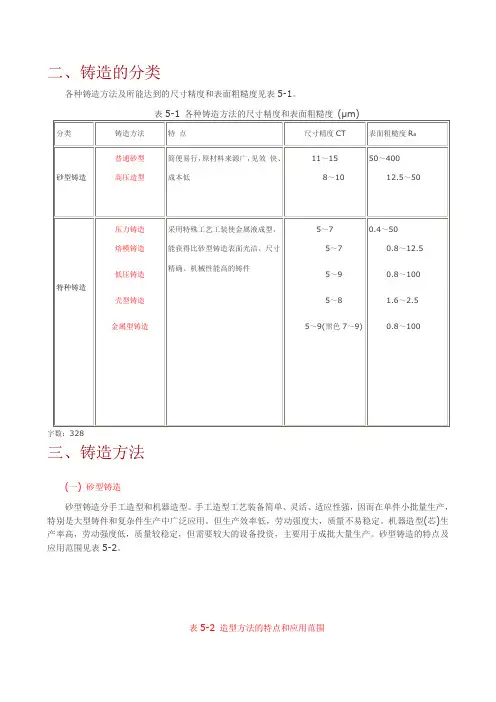
铸造业中砂型铸造约占80%。
型砂中粘土砂、水玻璃砂和树脂砂等又占了90%的份额。
三种型砂间的比例视各国具体情况而异,平均来看,大致为5:3:2。
以型砂铸造与其它铸造方法相比,其缺点是:劳动条件较差,铸件外观质量欠佳;铸型只能使用一次,生产率低。
优点是:不受零件形状、大小、复杂程度及合金种类的限制;造型材料来源广,生产准备周期短,成本低。
因此,砂型铸造是铸造生产中应用最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80%~90%。
本章的重点在砂型铸造。
而铸造用砂型的种类及制造是重中之重。
第1节砂型铸造一、铸造用砂型的种类及制造(一)概述1.砂型铸造的特征及工艺流程配制型砂—造型—合型—浇注—冷却—落砂—清理—检查—热处理—检验—获得铸件特征:使用型砂构成铸型并进行浇注的方法,通常指在重力作用下的砂型铸造过程。
名词:型砂——将原砂或再生砂+粘结剂+其它附加物等所混制成的混合物;铸型——形成铸件外观轮廓的用型砂制成的空腔称为铸型;砂芯——形成铸件内腔的用芯砂制成的实体(用于制做砂芯的型砂称为芯砂);造型——制造砂型的工艺过程;制芯——制造砂芯的工艺过程。
造型(芯)方法按机械化程度可分为手工造型(芯)和机器造型(芯)两大类。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
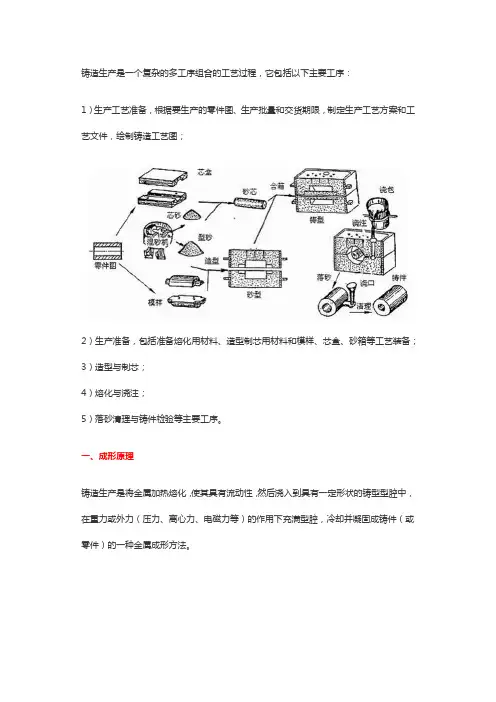
铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
一、成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
二、型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤粉、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图三、工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
特种铸造特种铸造:铸型用砂较少或不用砂、采用特殊工艺装备进行铸造的方法,如熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造、陶瓷型铸造和实型铸造等。
特点:特种铸造具有铸件精度和表面质量高、铸件内在性能好、原材料消耗低、工作环境好等优点。
但铸件的结构、形状、尺寸、重量、材料种类往往受到一定限制。
一、熔模铸造(失蜡铸造)(一)熔模铸造的工艺过程1.制造蜡模蜡模材料常用50%石蜡和50%硬脂酸配制而成。
如图1-34a 所示。
为提高生产率,常把数个蜡模熔焊在蜡棒上,成为蜡模组,如图1-34b 所示。
2.制造型壳在蜡模组表面浸挂一层以水玻璃和石英粉配制的涂料,然后在上面撒一层较细的硅砂,并放入固化剂(如氯化铵水溶液等)中硬化。
使蜡模组外面形成由多层耐火材料组成的坚硬型壳(一般为4~10层),型壳的总厚度为5~7mm,如图1-34c所示。
3.熔化蜡模(脱蜡)通常将带有蜡模组的型壳放在80~90℃的热水中,使蜡料熔化后从浇注系统中流出。
4.型壳的焙烧把脱蜡后的型壳放入加热炉中,加热到800~950℃,保温0.5~2h,烧去型壳内的残蜡和水分,并使型壳强度进一步提高。
5.浇注将型壳从焙烧炉中取出后,周围堆放干砂,加固型壳,然后趁热(600~700℃)浇入合金液,并凝固冷却。
6.脱壳和清理用人工或机械方法去掉型壳、切除浇冒口,清理后即得铸件。
(二)熔摸铸造铸件的结构工艺性熔摸铸造铸件的结构,除应满足一般铸造工艺的要求外,还具有其特殊性:1.铸孔不能太小和太深否则涂料和砂粒很难进入腊模的空洞内,只有采用陶瓷芯或石英玻璃管芯,工艺复杂,清理困难。
一般铸孔应大于2mm.。
2.铸件壁厚不可太薄一般为2~8mm。
3.铸件的壁厚应尽量均匀熔摸铸造工艺一般不用冷铁,少用冒口,多用直浇口直接补缩,故不能有分散的热节。
(三)熔模铸造的特点和应用熔模铸造的特点是:(1)铸件精度高、表面质量好,是少、无切削加工工艺的重要方法之一,其尺寸精度可达IT11~IT14,表面粗糙度为Ra12.5~1.6μm。

铸造生产的工艺流程铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序:1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图;2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备;3)造型与制芯;4)熔化与浇注;5)落砂清理与铸件检验等主要工序。
成形原理铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。
图1 铸造成形过程铸件一般作为毛坯经切削加工成为零件。
但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。
型砂的性能及组成1、型砂的性能型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。
2、型砂的组成型砂由原砂、粘接剂和附加物组成。
铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。
铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。
为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。
型砂结构,如图2所示。
图2 型砂结构示意图工艺特点铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。
与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。
铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。
2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。
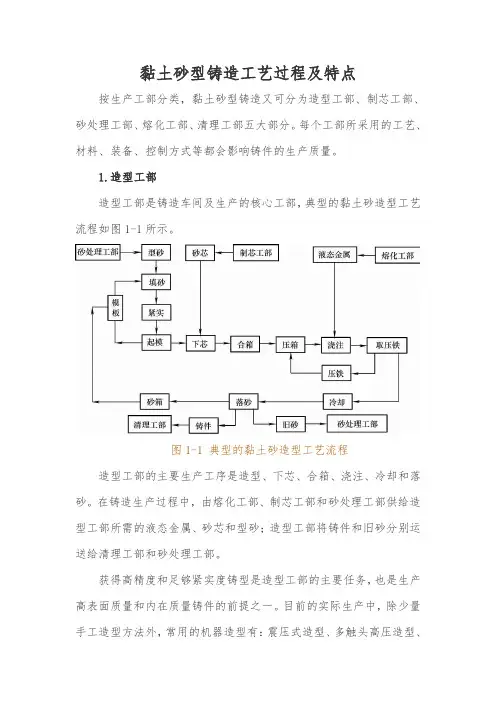
黏土砂型铸造工艺过程及特点按生产工部分类,黏土砂型铸造又可分为造型工部、制芯工部、砂处理工部、熔化工部、清理工部五大部分。
每个工部所采用的工艺、材料、装备、控制方式等都会影响铸件的生产质量。
1.造型工部造型工部是铸造车间及生产的核心工部,典型的黏土砂造型工艺流程如图1-1所示。
图1-1 典型的黏土砂造型工艺流程造型工部的主要生产工序是造型、下芯、合箱、浇注、冷却和落砂。
在铸造生产过程中,由熔化工部、制芯工部和砂处理工部供给造型工部所需的液态金属、砂芯和型砂;造型工部将铸件和旧砂分别运送给清理工部和砂处理工部。
获得高精度和足够紧实度铸型是造型工部的主要任务,也是生产高表面质量和内在质量铸件的前提之一。
目前的实际生产中,除少量手工造型方法外,常用的机器造型有:震压式造型、多触头高压造型、射压造型、静压造型、气冲造型等。
不同的铸件产品、质量要求和生产率,可选择不同的造型方法及装备。
2.制芯工部制芯工部的任务是生产出合格的砂芯。
典型的制芯工部工艺流程如图1-2所示。
图1-2 典型的制芯工部工艺流程由于采用的黏结剂不同,芯砂的性能(流动性、硬化速度、强度、透气性等)都不相同,型芯的制造方法及其所用的设备也不相同。
根据黏结剂的硬化特点,制芯工艺有如下几种:1)型芯在芯盒中成形后,从芯盒中取出,再放进烘炉内烘干。
属于此类制芯工艺的芯砂有黏土砂、油砂、合脂砂等。
2)型芯的成形及加热硬化均在芯盒中完成。
属于这类制芯工艺的有热芯盒及壳芯制芯等。
3)型芯在芯盒里成形并通入气体而硬化。
属于这类制芯工艺的有水玻璃CO2法及气雾冷芯盒法等。
4)在芯盒中成形并在常温下自行硬化到形状稳定。
这类制芯工艺有自硬冷芯盒法、流态自硬砂法等。
在制芯工部中,制芯机是核心设备。
但砂芯的质量除与制芯机装备水平有直接关系外,还与芯砂种类、硬化方式、砂芯的形状结构等有关。
3.砂处理工部砂处理工部的任务是提供造型、制芯工部所需要的合乎一定技术要求的型砂及芯砂。
铸造的方法1. 铸造技术的方法选择铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。
铸造是常用的制造方法,优点是:制造成本低,工艺灵活性大,可以获得复杂形状和大型的铸件,在机械制造中占有很大的比重,如机床占60~80%,汽车占25%拖拉机占50~60%。
铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。
铸造是一种古老的制造方法,在我国可以追溯到6000年前。
随着工业技术的发展,铸造技术的发展也很迅速,特别是19世纪末和20世纪上半叶,出现了很多的新的铸造方法,如低压铸造、陶瓷铸造、连续铸造等,在20世纪下半叶得到完善和实用化。
由于现今对铸造质量、铸造精度、铸造成本和铸造自动化等要求的提高,铸造技术向着精密化、大型化、高质量、自动化和清洁化的方向发展,例如我国这几年在精密铸造技术、连续铸造技术、特种铸造技术、铸造自动化和铸造成型模拟技术等方面发展迅速。
铸造主要工艺过程包括:金属熔炼、模型制造、浇注凝固和脱模清理等。
铸造用的主要材料是铸钢、铸铁、铸造有色合金(铜、铝、锌、铅等)等。
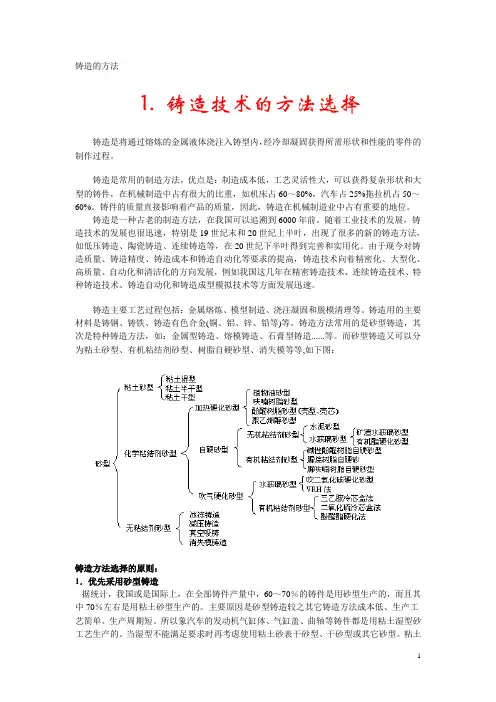
铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造......等。
而砂型铸造又可以分为粘土砂型、有机粘结剂砂型、树脂自硬砂型、消失模等等,如下图:铸造方法选择的原则:1.优先采用砂型铸造据统计,我国或是国际上,在全部铸件产量中,60~70%的铸件是用砂型生产的,而且其中70%左右是用粘土砂型生产的。
主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。
所以象汽车的发动机气缸体、气缸盖、曲轴等铸件都是用粘土湿型砂工艺生产的。
当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。
粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
一般来讲,对于中、大型铸件,铸铁件可以用树脂自硬砂型、铸钢件可以用水玻璃砂型来生产,可以获得尺寸精确、表面光洁的铸件,但成本较高。