陶瓷成型工艺
- 格式:ppt
- 大小:6.56 MB
- 文档页数:21
陶瓷成型工艺的方法有哪些
陶瓷成型工艺的方法包括:
1. 传统手工成型:通过手工捏、塑、切、揉等方式将陶土制成各种形状,如捏制、轮盘成型等。
2. 注模成型:将陶土糊状物注入模具中,经模具挤压、振动等工艺得到成型品。
常用的注模方法有挤压注模、振动注模等。
3. 轮压成型:将陶土放在陶轮上进行旋转,并利用手工或机械进行压制以得到成型品。
4. 模压成型:将陶土糊状物放在模具中,通过压制形成所需形状。
5. 粘土成型:使用粘土等材料通过模具粘结成型,如粘土胚、粘土模等。
6. 流延成型:将陶瓷糊状物放在提供有形状的流延板上,在板上形成所需厚度后,通过刮板或滚筒等工具将其刮平并使其具有一定的形状。
陶瓷成型工艺个人工作总结在陶瓷成型工艺方面,我有幸在过去的几年里积累了丰富的经验,以下是我的个人工作总结:首先,在陶瓷成型工艺方面,我深入学习了陶瓷的材料特性和成型工艺,并熟练掌握了陶瓷成型工艺的基本操作技能。
在实践中,我能够熟练地进行陶瓷制作,包括胚体制作、造型修整、釉彩涂抹等环节,同时对陶瓷成型的每一个环节都能够熟练把握。
其次,在实际工作中,我注重观察和总结,不断提升自己的技能。
通过分析陶瓷成型中的常见问题,并与同事交流讨论,我不断完善自己的工艺技能,使自己拥有更好的技术水平。
另外,我注重团队合作,与团队成员密切合作,共同解决生产过程中的问题,提升陶瓷产品的质量和产量。
在实践中,我也不断学习新的发展趋势和技术,不断提升自己的专业素养。
最后,我在陶瓷成型工艺方面积累了一定的经验,并取得了一定的成绩。
但在未来的工作中,我仍然需要不断学习,提升自己的专业技能,并且不断改进和创新,以适应市场的发展需求。
总之,作为一名陶瓷成型工艺工作者,我将不断努力,继续提升自己的技能和水平,为陶瓷行业的发展贡献自己的力量。
陶瓷成型工艺是一门古老而又不断发展的工艺,经过历史的沉淀和现代科技的融合,陶瓷制作工艺已经日趋完善。
在这个充满活力和挑战的领域里,我有幸能够参与其中,不断学习、不断探索,积累了一定的经验和成果。
首先,对于陶瓷材料的特性和成型工艺,我进行了深入的学习和研究。
陶瓷材料具有高温烧结、抗酸碱腐蚀、不易氧化等特点,而成型工艺包括胚体制作、造型修整、釉彩涂抹等环节,我通过理论学习和实践操作,逐步掌握了这些知识和技能。
在这个过程中,我不断思考和总结,对于不同材料、工艺参数的适用性有了更深入的理解,能够更加灵活地运用它们解决实际问题。
其次,我注重实践操作和经验积累。
在陶瓷成型的过程中,我遇到了很多问题和挑战,比如在制作胚体时遇到的材料粘附、烧结不均匀等问题,或者在釉彩涂抹时的漏涂、浮彩等问题。
通过不断调整工艺流程、优化操作方法,我不断地摸索出一些解决问题的经验,提高了自己的解决问题能力和工艺水平。
陶瓷成型工艺流程
《陶瓷成型工艺流程》
陶瓷成型工艺是指将原料经过一系列的加工工序,最终成为陶瓷制品的过程。
其中,成型工艺是整个陶瓷制作过程中的重要一环,直接影响着陶瓷制品的成型质量和外观。
首先,成型工艺的第一步是原料的准备。
一般陶瓷的原料包括粘土、石英砂、长石等,这些原料要经过混合、过筛等工序,确保原料的均匀性和杂质的去除。
接下来是成型工艺的制胚工序。
这一步通常包括挤压成型、注塑成型、手工成型等工艺。
其中,挤压成型是利用成型机将原料挤压成一定形状的坯体,注塑成型是将原料注入成型模具中进行成型,而手工成型则是通过手工操作将原料成型为所需的形状。
不同的成型方式会直接影响到陶瓷制品的成型质量和成本。
成型工艺的下一步是干燥工序。
这一步是为了将成型后的坯体中的水分蒸发干净,使得坯体可以进一步进行烧制工序。
通常会采用自然晾晒或者利用烘干设备进行干燥处理。
最后,成型工艺的最后一步是修整工序。
这一步包括修整坯体表面、刻花、打磨等工序,使得坯体表面更加光滑,符合设计要求。
总的来说,《陶瓷成型工艺流程》是一个包括原料准备、制胚、
干燥和修整工序的系统工艺流程。
通过严谨的工艺流程和精细的操作,可以制作出高质量的陶瓷制品。
陶瓷高压注浆成型工艺
陶瓷高压注浆成型工艺是一种将陶瓷粉末和粘合剂混合后,通过高压
注射机将混合物注入模具中进行成型的工艺。
具体工艺流程如下:
1.准备原料:将陶瓷粉末和粘合剂按一定比例混合。
2.注浆:将混合物倒入高压注射机中,通过高压将混合物注入模具中。
在注入过程中,需要控制注入速度和压力,以保证成型品的质量。
3.固化:注浆完成后,待陶瓷材料固化后,即可将成型品取出。
4.烧结:成型品经过固化后需要进行烧结,以使其获得更高的密度和
硬度。
5.加工处理:烧结后的陶瓷成型品需要进行加工处理,如磨光、抛光等,以使其表面光滑。
陶瓷高压注浆成型工艺具有成品的尺寸精度高、表面光滑、强度高、
耐磨性好等优点,广泛应用于电子、机械、化工等领域的制造。
陶瓷注浆成型工艺流程
陶瓷注浆成型工艺是一种常用的陶瓷制作工艺,其流程一般包括材料准备、注浆、干燥、烧结等几个步骤。
首先是材料准备。
陶瓷注浆成型的原材料主要包括粘土、矿物粉末、助燃剂等。
在制作注浆时,首先需要将这些原材料按照一定比例混合均匀,以确保注浆成型后具有良好的性能。
接下来进行注浆。
在注浆过程中,首先需要将混合好的原材料放入注浆设备中,并加入适量的水。
然后利用注浆设备进行搅拌和加热,使得原料充分溶解,并形成均匀稠度适宜的浆料。
注浆设备通常采用气动注浆机或真空注浆机等。
然后是干燥。
注浆成型后的陶瓷坯体需要进行干燥处理,以除去浆料中的水分。
通常采用自然干燥或热风干燥两种方法。
在自然干燥过程中,坯体会逐渐失去水分,并逐渐凝固成型。
而在热风干燥过程中,通过加热快速移除水分,以便更快地完成干燥。
最后是烧结。
干燥完毕的陶瓷坯体需要进一步进行高温处理,使其成为具有良好物理性质的陶瓷产品。
烧结温度根据陶瓷的种类和要求来确定,一般在1000-1500℃之间。
在烧结过程中,陶瓷坯体会发生因矿物粉末结合变得更加致密,并且体积会有所收缩。
烧结时间一般较长,可持续数小时或更长时间。
总的来说,陶瓷注浆成型工艺流程包括材料准备、注浆、干燥和烧结。
通过这一系列的工序,最终可以得到具有高强度、良
好耐火性等优良性能的陶瓷制品。
这些陶瓷制品广泛应用于建筑、装饰、瓷器等领域,是人们生活中不可或缺的重要材料。
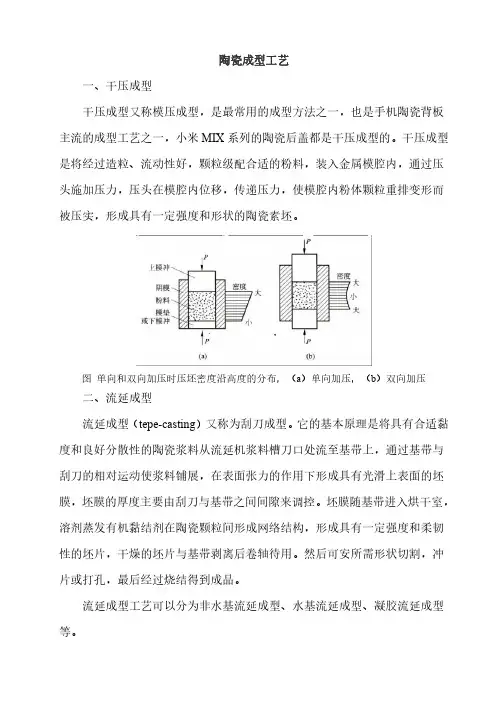
陶瓷成型工艺一、干压成型干压成型又称模压成型,是最常用的成型方法之一,也是手机陶瓷背板主流的成型工艺之一,小米MIX系列的陶瓷后盖都是干压成型的。
干压成型是将经过造粒、流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的陶瓷素坯。
图单向和双向加压时压坯密度沿高度的分布,(a)单向加压,(b)双向加压二、流延成型流延成型(tepe-casting)又称为刮刀成型。
它的基本原理是将具有合适黏度和良好分散性的陶瓷浆料从流延机浆料槽刀口处流至基带上,通过基带与刮刀的相对运动使浆料铺展,在表面张力的作用下形成具有光滑上表面的坯膜,坯膜的厚度主要由刮刀与基带之间间隙来调控。
坯膜随基带进入烘干室,溶剂蒸发有机黏结剂在陶瓷颗粒间形成网络结构,形成具有一定强度和柔韧性的坯片,干燥的坯片与基带剥离后卷轴待用。
然后可安所需形状切割,冲片或打孔,最后经过烧结得到成品。
流延成型工艺可以分为非水基流延成型、水基流延成型、凝胶流延成型等。
流延成型制备陶瓷基片工艺包括浆料制备、流延成型、干燥、脱脂、烧结等工序,其中最关键的是浆料的制备和流延工艺的控制。
图流延成型法制备陶瓷基片的工艺流程图三、注射成型陶瓷注射成型(ceramic injection molding,CIM),是将聚合物注射成型方法与陶瓷制备工艺相结合而发展起来的一种制备陶瓷零部件的新工艺。
陶瓷注射成型的制造过程主要包括四个环节:(1)注射喂料的制备:将合适的有机载体与陶瓷粉末在一定温度下混炼、干燥、造粒,得到注射用喂料;(2)注射成型:混炼后的注射混合料于注射成型机内被加热转变为粘稠性熔体,在一定的温度和压力下高速注入金属模具内,冷却固化为所需形状的坯体,然后脱模;(3)脱脂:通过加热或其它物理化学方法,将注射成型坯体内的有机物排除;(4)烧结:将脱脂后的陶瓷素坯在高温下致密化烧结,获得所需外观形状、尺寸精度和显微结构的致密陶瓷部件。
陶瓷材料及其成型工艺一、陶瓷原料陶瓷原料主要包含粘土、石英、长石等,是制作陶瓷的基础。
不同的原料配方可以影响陶瓷的物理性质,如硬度、耐磨性、耐腐蚀性等。
二、成型工艺成型工艺是陶瓷制造的关键环节,主要分为以下几种:1.手糊成型:手糊成型是一种直接在模具上涂抹陶瓷浆料的方法,适用于制造大型或形状复杂的陶瓷制品。
2.注射成型:注射成型是一种将陶瓷浆料注入模具的方法,适用于制造小型、复杂的陶瓷制品。
3.压力注浆成型:压力注浆成型是一种在一定压力下将陶瓷浆料注入模具的方法,适用于制造薄壁、大型的陶瓷制品。
4.等静压成型:等静压成型是一种利用液体介质对陶瓷坯体进行均匀压力作用的方法,适用于制造高精度、高密度的陶瓷制品。
三、烧成工艺烧成工艺是陶瓷制造的另一个关键环节,主要分为以下几种:1.低温烧成:低温烧成是一种在较低温度下进行烧制的方法,适用于制造不耐高温的陶瓷制品。
2.高温烧成:高温烧成是一种在较高温度下进行烧制的方法,适用于制造需要高温烧制的陶瓷制品。
3.烧结法:烧结法是一种将陶瓷粉末经过高温烧结成为致密材料的方法,适用于制造高强度、高硬度的陶瓷制品。
四、表面处理表面处理是陶瓷制造的另一个重要环节,主要分为以下几种:1.涂装:涂装是在陶瓷表面涂上一层涂料,以增加美观度和保护层。
2.抛光:抛光是在陶瓷表面进行机械加工,以增加表面的光滑度和光泽度。
3.蚀刻:蚀刻是在陶瓷表面进行化学腐蚀加工,以制造出各种图案和纹理。
五、加工工艺加工工艺是陶瓷制造的最后一个环节,主要分为以下几种:1.切割:切割是将陶瓷材料进行切割成所需尺寸和形状的方法。
2.磨削:磨削是使用磨削液及磨具对工件进行磨削加工的方法。
陶瓷滚压成型工艺
陶瓷滚压成型工艺是一种常用的制陶工艺,广泛应用于陶瓷制品的生产制造中。
该工艺主要是利用陶瓷粉末在滚压机上受到压力和摩擦力的作用下,实现成型和成品的制造。
这种工艺具有成本低、精度高、生产效率高等优点,被广泛应用于制造各类陶瓷制品,如陶瓷餐具、陶瓷花盆、陶瓷灯具等等。
在陶瓷滚压成型工艺中,需要注意粉末的配比、滚轮的选用、加工参数的控制等方面的问题,以保证产品的质量和性能。
此外,还需要进行后续的烧结处理,以提高产品的强度和耐磨性。
陶瓷滚压成型工艺在陶瓷制品的生产制造中具有重要的地位和作用,是一种不可或缺的制陶工艺。
- 1 -。
陶瓷挤出成型工艺陶瓷挤出成型工艺是一种常见的陶瓷制造技术,它通过挤压陶瓷材料将其塑造成所需的形状和尺寸。
该工艺具有高效、精确和可重复性等优势,广泛应用于陶瓷制品的生产过程中。
陶瓷挤出成型工艺的基本原理是利用挤压机将陶瓷材料挤出成所需的形状。
一般来说,陶瓷材料需要经过粉末制备、成型和烧结等工序。
在挤出成型的过程中,陶瓷粉末被输送到挤压机的进料口,然后通过螺杆的旋转和挤压,使陶瓷材料通过模具的孔道,最终形成所需的形状。
陶瓷挤出成型工艺相比于传统的陶瓷成型工艺具有许多优势。
首先,挤出成型可以实现大规模的生产,提高生产效率。
其次,挤出成型可以实现复杂形状的制造,满足不同产品的需求。
此外,挤出成型还能够实现陶瓷材料的节能和环保制造,减少原材料的浪费。
在陶瓷挤出成型工艺中,关键的一步是选择合适的陶瓷材料。
陶瓷材料通常具有高硬度、高耐磨性和高温稳定性等特点,因此在选择材料时需要考虑产品的使用环境和要求。
常用的陶瓷材料包括氧化铝、氧化锆和硼氮化硅等。
这些材料具有良好的机械性能和化学稳定性,适合挤出成型工艺的应用。
挤出成型的模具设计也是关键的一步。
模具的设计需要考虑产品的形状和尺寸要求,以及材料的流动性和挤出压力等因素。
合理的模具设计可以提高产品的质量和生产效率。
陶瓷挤出成型工艺的应用范围非常广泛。
在陶瓷制品的生产中,挤出成型可用于制造各种陶瓷管道、陶瓷砖块和陶瓷管件等产品。
此外,挤出成型还可以应用于陶瓷电子元件、陶瓷纤维和陶瓷薄膜等领域。
需要注意的是,在陶瓷挤出成型过程中,还需要对成型后的陶瓷产品进行烧结处理。
烧结是将陶瓷制品加热到一定温度,使其颗粒结合成致密的块体的过程。
烧结过程中,需要控制温度和时间等参数,以确保产品的质量和性能。
总的来说,陶瓷挤出成型工艺是一种高效、精确和可重复性的陶瓷制造技术。
通过合理选择陶瓷材料、优化模具设计和控制烧结过程,可以实现陶瓷制品的高质量生产。
这种工艺在陶瓷制品制造行业中具有重要的应用前景,将为陶瓷产品的发展和创新提供有力支持。
第21章陶瓷成型工艺成型方法的选择,首先取决于原料的性质,其次取决于制品的形状和大小。
陶瓷粉末首先经过预处理,然后再成型。
§21.1 预处理21.1.1 配料配料是陶瓷工艺中一道最基本的工序,必须认真对待。
有两个地方需要配料,其一是在原料烧块合成之前,其二是在成形之前。
21.1.2 混合一、加料次序问题二、加料方法问题三、湿磨瓷料的分层问题四、球磨筒专用的问题21.1.3 造粒所谓造粒,就是将已经磨得很细的粉料,混和进粘结剂后,做成流动性好的较祖的粒子(这个粒子还是很小的,约20~80目)。
为了区别于粉料的原始粒子,我们把它叫做团粒。
这道工序对批量生产来说是非常重要的。
造粒的方法,目前常用的有三种,即普通造粒法,加压造粒法与喷雾干燥法。
所谓团粒的质量,最基本的是团粒的体积密度和堆集密度。
21.1.4 塑化一、塑化剂所谓可塑性就是指瓷料在外力作用下发生形变,但又不出现裂纹,当外力去除后,瓷料维持既得的形状的能力。
使瓷料具有这种能力的物质也就叫做塑化剂。
塑化剂共分两大类:一类是无机的(粘土类矿物),一类是有机的(高分子化合物)。
1.聚乙烯醇2.聚醋酸乙烯酯3.羧甲基纤维素4.石蜡二、塑化工艺有机塑化剂是一种水溶液(当然,也有不含水的,如石蜡),它是由粘结剂、增塑剂和溶剂组成的,在使用前先要配制。
粘结剂的作用是把粉料粘结在一起,通常用有机高分子化合物,如前面提到的聚乙烯醇、聚醋酸乙烯酯、羧甲基纤维素、糊精等。
它们都是粉末状的,要溶解后才能使用。
增塑剂是对水有良好的亲和力并能溶于水的有机化合物。
它的作用是插入线性的高分子之间,增大高分子间的距离,以降低它的粘度。
常用的为甘油。
溶剂是用来溶解上面两种有机化合物的,分子结构应与它们相似。
常用的有水、无水酒精(乙醇)、丙酮、苯等。
有机塑化剂的调配要在加热的情况下进行,同时还要不断搅拌使充分溶解。
这里以聚乙烯醇塑化剂的调配为例,说明如下:以压电瓷料的配方为例。
陶瓷生产的工艺流程一、原料准备阶段1.1 选择原料:陶瓷生产的原料主要有粘土、石英砂、长石、白云石等,根据产品不同需求选择不同比例的原料。
1.2 研磨:将选好的原料进行研磨,使其成为细粉末,以便后续工艺使用。
1.3 混合:将各种原料按比例混合均匀,以保证产品质量和稳定性。
二、成型阶段2.1 制作模具:根据产品设计图纸制作模具,模具材质多为硅胶或橡胶。
2.2 压制成型:将混合好的原料放入模具中,采用压制或挤压等方式进行成型。
2.3 干燥处理:将成型好的陶器放置在通风干燥室中进行自然干燥或加速干燥处理。
三、装饰阶段3.1 手工装饰:采用手工刻画、彩绘等方式进行装饰,以增加产品美观度和艺术性。
3.2 印花装饰:采用印花机将图案印在陶器表面,以实现批量生产和一致性。
3.3 烧结前处理:将装饰好的陶器进行烘干处理,以保证烧结过程中不会出现开裂或变形等问题。
四、烧结阶段4.1 装窑:将陶器放置在窑内,窑内温度和气氛控制是关键。
4.2 烧结:采用高温烧结方式进行加热处理,使陶器成为坚硬的陶瓷产品。
4.3 退火:将已经烧结好的陶器放置在窑内进行缓慢冷却处理,以保证产品质量和稳定性。
五、包装阶段5.1 检验:对于已经完成的陶瓷产品进行检验,确保产品无明显缺陷和损伤。
5.2 包装:对于合格的产品进行包装,采用纸箱、泡沫塑料等材料进行包装防护。
5.3 运输:将包装好的产品运往销售渠道或客户手中。
六、清洗阶段6.1 清洗:对于已经使用过的陶瓷制品进行清洗处理,以便下一次使用。
七、回收利用阶段7.1 回收:对于已经损坏或无法使用的陶瓷制品进行回收处理。
7.2 粉碎:将回收的陶瓷制品进行粉碎处理,以便重新利用。
7.3 再利用:将粉碎好的陶瓷制品用于生产新的陶瓷产品,实现资源的再利用和循环利用。
以上就是陶瓷生产的工艺流程,每一个步骤都非常重要,任何一个环节出现问题都可能导致整个产品质量出现问题。
因此,在生产过程中需要严格控制每一个环节,确保产品质量和稳定性。
第21章 陶瓷成型工艺成型方法的选择,首先取决于原料的性质,其次取决于制品的形状和大小。
陶瓷粉末首先经过预处理,然后再成型。
§21.1 预处理21.1.1 配料配料是陶瓷工艺中一道最基本的工序。
尽管这道工序比较简单,但它与以后各道工序直接有关,必须认真对待。
陶瓷组成稍有偏离,对一般陶瓷制品可能关系不大,但对电子陶瓷来说,影响却是很大的,这些影响会非常敏感地在组织结构上反映出来,而影响材料的介电性能。
在电子陶瓷工艺上,尤其是需要掺杂的陶瓷,有两个地方需要配料,其一是在原料烧块合成之前,其二是在成型之前。
原料烧块合成之前,多半是按化学分子式进行计算,称量配料。
成型之前,多半是按规定的瓷料的百分重量组成进行称量配料。
从普通化学知道:物质的重量(克)=该物质的克分子数⨯该物质的分子量,其中克分子数在化学分子式中注明,至于分子量可以从周期表上先查出原子量,然后按分子式加起来即可。
有了克分子数和分子量,就可以求出各原料的重量了。
为了配制任意重量的瓷料,对我们有意义的是各种原料的重量百分比。
设各原料的重量分别为w i ,各原料的克分子数分别为x i ,各原料的分子量分别M i ,那么我们就可以求出各原料的重量i i i M x w =有了各原料的重量,就可以求出各原料的重量百分比了。
设重量百分比为y i%100/⨯=∑ii i w w y 只要y 的总和非常接近于100,就可证明没有算错。
上面的料方计算,还要说明两点。
其一,原料是按纯度为100%设想,但一般原料都没有这么纯,有96%,有98%的不等,因此在计算时还要根据原料的纯度,换算成实际的原料重量。
设实际的原料重量为w ’,纯度为p 时,那么p w w /'=除了原料的纯度外,原料中多少还含有一些水分,如果称量前原科不是烘得很干的话要加以扣除,有些原料特别容易吸水,称量更要小心。
上面谈的是按化学分子式计算料方时的情况,实际的瓷料组成有的比较简单,有的比较复杂—除了主成分而外,还有很多加入物。