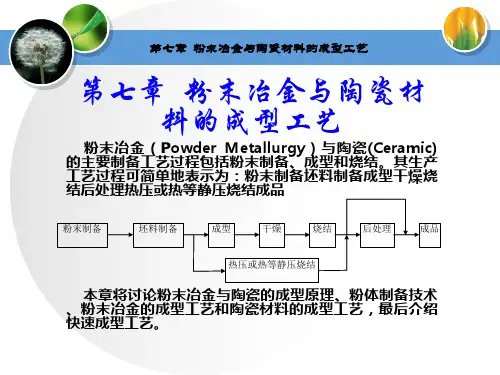
第七章粉末冶金与陶瓷材料的成型工艺
- 格式:ppt
- 大小:3.28 MB
- 文档页数:66
转贴]粉末冶金生产的基本工艺流程标签:转贴粉末冶金生产基本工艺流程时间:2008-11-26 21:23:53 点击:2803 回帖:0上一篇:[转贴]金属磨损自修复抗磨剂的性下一篇:金相显微镜的外形尺寸图(图)粉末冶金生产的基本工艺流程包括:粉末制备、粉末混合、压制成形、烧结及后续处理等。
用简图表示于图7-1中。
陶瓷制品的生产过程与粉末冶金有许多相似之处,其工艺过程包括粉末制备、成形和致密化三个阶段。
2.1 粉末制备2.1.1 粉末制备粉末是制造烧结零件的基本原料。
粉末的制备方法有很多种,归纳起来可分为机械法和物理化学法两大类。
(1)机械法机械法有机械破碎法与液态雾化法。
机械破碎法中最常用的是球磨法。
该法用直径10~20mm钢球或硬质合金对金属进行球磨,适用于制备一些脆性的金属粉末(如铁合金粉)。
对于软金属粉,采用旋涡研磨法。
雾化法也是目前用得比较多的一种机械制粉方法,特别有利于制造合金粉,如低合金钢粉、不锈钢粉等。
将熔化的金属液体通过小孔缓慢下流,用高压气体(如压缩空气)或液体(如水)喷射,通过机械力与急冷作用使金属熔液雾化。
结果获得颗粒大小不同的金属粉末。
图7-2为粉末气体雾化示意图。
雾化法工艺简单,可连续、大量生产,而被广泛采用。
(2)物理化学法常见的物理方法有气相与液相沉积法。
如锌、铅的金属气体冷凝而获得低熔点金属粉末。
又如金属羰基物Fe(CO)5、Ni(CO)4等液体经180~250℃加热的热离解法,能够获得纯度高的超细铁与镍粉末,称为羰基铁与羰基镍。
化学法主要有电解法与还原法。
电解法是生产工业铜粉的主要方法,即采用硫酸铜水溶液电解析出纯高的铜。
还原法是生产工业铁粉的主要方法,采用固体碳还原铁磷或铁矿石粉的方法。
还原后得到得到海绵铁,经过破碎后的铁粉在氢气气氛下退火,最后筛分便制得所需要的铁粉。
图7-2 粉末气体雾化示意图2.1.2 粉末性能粉末的性能对其成形和烧结过程,及制品的性能都有重大影响,因而对粉末的性能必须加以了解。
粉末冶金与陶瓷材料成型工艺流程讲义引言粉末冶金和陶瓷材料成型是两种常见的材料加工方法。
粉末冶金工艺是利用金属或非金属粉末作为原料,通过成型、烧结等工序制造金属或合金制品的过程。
陶瓷成型则是利用陶瓷粉末制备陶瓷制品的工艺过程。
本文将分别介绍粉末冶金和陶瓷材料成型的基本工艺流程。
粉末冶金工艺流程粉末冶金工艺流程主要包括原料准备、成型、烧结等步骤。
原料准备原料的选择是粉末冶金过程中的关键。
一般来说,金属或合金的原料需要研磨成粉末形式,而非金属材料则需制备成陶瓷粉末。
原料的选择需考虑到所需制品的性能要求以及成本因素。
成型成型是将粉末制品的形状和尺寸定型的过程。
常用的成型方法包括压制成型和注射成型。
压制成型压制成型是将粉末充填到模具中,然后通过压制的方式使其产生一定的固结力,从而形成所需形状的成品。
压制成型可分为等静压成型和等速压成型两种。
•等静压成型:该方法通过静态压制将粉末充填到模具中,并施加一定的压力,使粉末颗粒形成固结。
常用的等静压成型方法有冷等静压和热等静压。
•等速压成型:该方法通过动态压制的方式将粉末充填到模具中,并施加一定的压力和一定的速度,从而使粉末颗粒形成固结。
常用的等速压成型方法有冷等速压和热等速压。
注射成型注射成型是将粉末与绑定剂混合后注入模具中,然后通过压制或挤出等方式使其形成所需形状的成品。
烧结烧结是粉末冶金过程中最重要的工艺环节之一,通过热处理使粉末颗粒结合成固体制品。
烧结的过程中会发生晶粒长大、密度增加、孔隙减少等现象,从而使制品的力学性能得到提高。
陶瓷材料成型工艺流程陶瓷材料成型工艺流程包括原料准备、成型、干燥、烧结等步骤。
原料准备陶瓷原料需要先进行研磨,使其成为细小的粉末状。
原料的选择需要考虑到所需制品的化学成分以及特定的工艺要求。
成型陶瓷材料的成型方法多种多样,包括压制成型、注射成型、挤出成型等。
选择合适的成型方法取决于所需制品的尺寸、形状等因素。
压制成型陶瓷材料的压制成型与粉末冶金中的压制成型类似,将陶瓷粉末充填到模具中,并施加一定的压力使其固结成型。
粉末冶金与陶瓷材料的成型工艺技术粉末冶金是一种重要的材料成型技术,它通过将金属或非金属粉末在高温下压制成形,进而得到各种金属零件和陶瓷材料。
粉末冶金不仅可以制造出形状复杂的零件,还能够获得优良的材料性能,因此被广泛应用于汽车、航空、航天等工业领域。
粉末冶金的成型工艺技术主要分为两个步骤:粉末的制备和成型。
首先是粉末的制备。
粉末冶金所需的粉末通常通过机械研磨、化学反应、气相沉积等方法制备而成。
机械研磨是最常用的方法,它通过将金属块或合金块放入球磨机中与磨料球一起进行高速旋转,使金属块逐渐研磨成粉末。
化学反应法利用化学反应生成粉末,例如气相法将金属气体于高温下反应生成粉末。
制备好的粉末应具备一定的粒度、形状和分布以满足成型的需求。
其次是成型工艺技术。
成型是将粉末压制成所需形状的过程。
常用的成型工艺有冷压成型、等静压成型和注浆成型等。
冷压成型是最简单的成型方法,它通过将粉末放置在模具中,然后在模具上施加压力,使粉末紧密结合成形。
但冷压成型得到的零件强度较低,通常需要进行后续的烧结工艺。
等静压成型是常用的粉末冶金成型方法。
它通过在模具中施加等压力,使粉末均匀密实地填充模具,然后通过高温烧结使粉末颗粒结合成致密的金属材料。
等静压成型可以获得高密度、高强度的零件,适用于制造各种金属零件。
注浆成型是粉末冶金的一种新型成型工艺。
它通过在模具中注入粉末与流体混合物,然后通过高压使混合物注入模具的空隙中,最后再进行烧结。
注浆成型可以制造出形状复杂的零件,并且具有较高的密度和强度。
总之,粉末冶金是一种重要的材料成型技术,它通过粉末的制备和成型工艺来制造各种金属零件和陶瓷材料。
不同的成型工艺可以得到不同性能的材料,所以在应用中需要根据具体要求来选择合适的成型工艺。
粉末冶金是一种重要的材料成型技术,其广泛应用于汽车、航空、航天等众多领域。
通过将金属或非金属粉末在高温下压制成形,可获得形状复杂且性能优良的材料。
下面将进一步探讨粉末冶金与陶瓷材料的成型工艺技术。
《工程材料与机械制造基础》课程(工程材料及成形部分)学习要点教材:《现代工程材料成形与机械制造基础》(上册)孙康宁、张景德主编,高等教育出版社,第2版工程材料与机械制造基础(课程)是一门重要的工科大平台课,是工科各专业了解本专业以外工程知识的主要来源。
由于涉及知识面宽,基本概念多,各部分内容联系相对松散,有些同学学习初期感觉有一定的难度,为此建议同学们学习时注意掌握以下基本概念、基本要求和知识要点,并深入理解各部分之间的联系,包括材料与成形工艺之间的联系,成分、结构、性能、工艺之间的联系,各成形工艺之间的联系等等。
第一章绪论材料制造材料的发展趋势制造技术发展趋势第二章材料的力学性能基本概念力学性能:强度、塑性、硬度、冲击韧度、断裂韧性、疲劳强度及其衡量指标材料学基础:材料结构(晶体、非晶体)性能、成分、工艺与结构之间关系晶体点阵、晶胞、晶格常数体心立方晶体结构(bcc)面心立方晶体结构(fcc)密排六方晶体结构(hcp)晶体缺陷结晶:过冷度同素异构转变合金的相与相结构、组织相结构:固溶体、金属化合物铁碳合金的相结构:固溶体(铁素体、奥氏体),金属化合物:(渗碳体)组织(机械混合物):珠光体、莱氏体冷却曲线!相图!!(点线面、用途)会画会填图,会分析,要背过。
共析钢、亚共析钢、过共析钢共晶白口铸铁、亚共晶白口铸铁、过共晶白口铸铁工程材料的分类、编号及用途:钢铁、有色金属选材的基本原则第三章热处理与表面工程技术材料改性、目的、方法;什么是热处理?分析共析钢在加热和冷却时的组织及性能转变;最常用的热处理工艺(退火、正火、淬火、回火)特点及选用。
什么是马氏体?什么是过冷奥氏体?什么是表面淬火与化学热处理,工艺特点?淬火后材料强度硬度一定会增强吗?玻璃钢化机理是什么?什么是表面工程技术,主要技术分类?常见表面工程技术有哪些?第四章液态成形弄懂以下基本概念及基础知识:什么是液态成形?液态成形的特点?何为金属铸造(砂型铸造, 特种铸造)?一、砂型铸造(弄清楚零件、铸件、毛坯、木模、混砂、芯子、造型、型腔、分型面、合箱、浇注、清砂之间的关系)1. 充型能力流动性螺旋试样影响流动性因素: 成分浇注条件(温度压力) 铸型特性(铸型材料结构)2. 凝固逐层凝固体积凝固中间凝固影响凝固因素: 合金成分、组织、冷却方式(温度梯度)3 合金收缩性液态收缩凝固收缩固态收缩影响因素:成分、温度、铸型条件等收缩造成缺陷:(1)缩孔缩松顺序凝固冒口冷铁逐层凝固体积凝固(2)铸造应力、变形和裂纹热应力、机械应力,同时凝固原则(3)合金的吸气性及气孔、析出性气孔、侵入性气孔、反应性气孔4.常用铸造合金的铸造性能特点(铸铁铸钢有色金属)5.砂型铸造常见缺陷(缩孔缩松浇不足冷隔应力变形气孔等)二、特种铸造1.金属型铸造工艺特点2.溶模铸造及工艺特点3.压力铸造及工艺特点4.低压铸造及工艺特点5.离心铸造及工艺特点6.消失模铸造及工艺特点铸造方法选择三、铸件结构工艺性(要求:根据图纸会判断结构设计是否合理!)1.铸件结构应利于避免或减少铸件缺陷2.铸件结构应利于简化铸造工艺3.铸件结构要便于后续加工第五章塑性成形技术1.弄懂以下基本概念及基础知识:什么是塑性成形,基本要素是什么?与液态成形相比有何不同?常见塑性成形方法: 锻造、冲压、挤压、轧制、拉拔压力加工(挤压、轧制、拉拔): 靠孔型获得所需截面型材塑性变形的机制(晶内变形+晶间变形)晶内变形(滑移+孪生) 晶间变形(滑移+转动)(1)变形引起的性能变化及相关概念:加工硬化: 强度、硬度提高,但塑性、韧性下降回复(及特点): T回=(0.25-0.3)T熔(K)再结晶(及特点): T再=0.4T熔(K)冷变形、热变形、温变形(2)变形引起的组织变化及相关概念:晶粒细化、锻造流线(锻造纤维组织)、变形程度、锻造比变形程度、锻造比、锻造流线关系(锻造比衡量变形程度大小,变形程度越大,锻造流线越显著)锻造流线对性能的影响,锻造流线如何利用?(3)最小阻力定律及应用体积不变条件(定律)及应用(4)材料的塑性成形性(可锻性)衡量可锻性指标:变形抗力、塑性影响因素:成分、组织、温度、变形速度、应力状态2.金属塑性成形方法基本概念与基础知识锻造?自由锻?模锻?板料冲压?冲裁?落料?冲孔?变形工序?拉伸?弯曲?翻边?胀型?(1)自由锻基本工序:镦粗、拔长、冲孔各有何特点?自由锻工艺规程:锻件图(加工余量、锻造公差、余块)、锻造成形工艺方案、计算毛坯重量和尺寸、确定锻造温度范围、制订自由锻工艺规程卡。
2013年第1期(总第135期)现代技术陶瓷粉末冶金的陶瓷材料及其加工技术肖 艳(广东省江门化工材料公司,江门529100)摘 要:针对金属陶瓷材料粉末冶金技术开发方兴未艾的趋势,介绍了粉末陶瓷原料的制备技术;阐述了特种陶瓷成形工艺;研究了特种陶瓷的烧结方法;提出了特种陶瓷技术的未来发展。
关键词:粉末冶金;陶瓷材料;加工技术 陶瓷分为普通陶瓷和特种陶瓷两大类,特种(金属)陶瓷是以人工化合物为原料(如氧化物、氮化物、碳化物、硼化物及氟化物等)制成的陶瓷。
它主要用于高温环境、机械、电子、宇航、医学工程等方面,成为近代尖端科学技术的重要组成部分。
金属陶瓷作为一种重要的结构材料,具有高强度、高硬度、耐高温、耐腐蚀等优点,无论在传统工业领域还是在新兴的高技术领域都有着广泛的应用。
然而金属陶瓷所固有的高强度、高硬度等优点却同时给陶瓷件的成型、加工带来了很多困难,因此研究各种陶瓷成型技术变得至关重要。
1 金属陶瓷材料粉末冶金技术的开发方兴未艾 粉末陶瓷材料有三种:氧化物陶瓷如Al2O3,非氧化物陶瓷如SiN2,SiC;混合物陶瓷如Al2O3+SiN2。
陶瓷材料的毛坯可用粉末冶金方法制造,将陶瓷粉末混合后压制成型,其形状只是接近成品的毛坯,然后焙烧—机械加工(一般是粗加工)—烧结—(精加工)车削或磨削加工。
金属陶瓷材料粉末冶金技术主要包括金属陶瓷材料粉末冶金技术的超细硬质合金、特殊硬质相硬质合金、梯度功能硬质合金、硬质合金热处理、涂层硬质合金、新技术和新工艺及新装备,以及Ti(C,N)基金属陶瓷等内容。
金属陶瓷材料粉末冶金技术的硬质合金制品表面涂覆—涂层技术是近年来发展起来的一项先进技术,是硬质合金领域中具有划时代意义的重要技术突破。
硬质合金制品表面涂覆—涂层技术的出现为解决硬质合金耐磨性和韧性相互矛盾的问题提供了一条较为有效的途径。
目前提高涂层效果的研究与研制工作基本上沿着两个方向进行:一是完善制取耐磨涂层的设备与工艺方法;二是研制涂层的新成分,探索耐磨涂层的新材料。

陶瓷材料制备工艺陶瓷材料制备工艺区别于其它材料(金属及有机材料)制备工艺的最大特殊性在于陶瓷材料制备是采用粉末冶金工艺,即是由其粉末原料经加压成型后直接在团根或大部分团相状态下烧结而成,另一个重要特点是材料的制备与制品的制造工艺一体化。
即材料制备和零件的制备在同一空间和时间内完成。
因此,陶瓷材料工艺与其它材料工艺相比、其重要性在于:(1)粉料的制备工艺(是机械研磨方法。
还是化学方法)、粉料的性质(粒度大小。
形态、尺寸分布、相结构)和成型工艺对烧结时微观结构的形成和发展有着巨大的影病即陶瓷的最终微观组织结构不仅与烧结工艺有关,而且还显著地受粉料性质和特点的影响。
(2)由于陶瓷的材料零件制造工艺一体化的特点。
而使显微组织结构的优劣不单单影响材料本身的性能。
而直接影响着制品的性能,而这种影响并非像金属材料那样可通过后续的热处理工艺加以改善。
加之陶瓷材料本身硬、脆、难变形的特点。
使得陶瓷材料的性能受微观组织结构。
尤其是缺陷影响的敏感性远高于其它村例如金属和高分子材料)。
因此。
陶瓷材料的制备工艺更显得十分重要。
本节概要介绍陶瓷材料制造工艺。
主要内容包括制粉、成型和烧结三部分。
一、粉末原料制备加工与处理1.粉末的品质对陶瓷性能的重要影响由于陶瓷材料是采用粉末烧结的方法制造的,而烧结过程主要是沿领料表面或晶界的团相扩散物质的迁移过程。
因此界面和表面的大小起着至关重要的作用。
就是说,粉末的粒径是描述粉末品质的最重要的参数。
因为粉末粒径越小。
表面积越大、或说粒度越小。
单位质量粉末的表面积(比表面积)越大。
烧结时进行团相扩散物质迁移的界面越多。
也就越容易致密化。
制备现代陶瓷材料所用粉末都是亚微米(<lμm)级超细粉末,且现在已发展到纳米级超细粉。
粉末颗粒形状、尺寸分布及相结构对陶瓷的性能也有着显著的影响。
2.粉末的制备方法粉末制备方法很多。
但大体上可以归结为机械研磨法和化学法两个方面。
(1)机械研磨粉碎法。
传统陶瓷粉料的合成方法是因相反应加机械粉碎(球磨)。
粉末冶金与陶瓷材料成型工艺流程讲义一、引言粉末冶金是一种利用金属或非金属粉末为原料,经过混合、成型和烧结等工艺制备制品的技术。
在粉末冶金中,成型工艺流程起着至关重要的作用,它决定了最终制品的形状和性能。
而在陶瓷材料的加工中,成型也是一个重要的步骤。
本讲义将介绍粉末冶金和陶瓷材料成型的工艺流程。
二、粉末冶金成型工艺流程粉末冶金成型工艺流程主要包括:粉末混合、成型和烧结三个步骤。
2.1 粉末混合粉末混合是将不同原料的粉末按照一定的比例混合均匀的过程。
混合粉末的目的是将不同的元素、合金粉末或增强剂混合在一起,以获得所需的材料性能。
常用的混合方法有机械混合和湿法混合。
机械混合是通过球磨机、搅拌机等设备将粉末进行混合,而湿法混合则是将粉末与粘结剂混合后进行干燥。
2.2 成型成型是将混合后的粉末按照一定的形状、尺寸和密度进行成型的过程。
常用的成型方法有挤压成型、注压成型和压坯成型。
挤压成型是将粉末充填至挤压机的模具中,利用挤压机将粉末进行加压,使其形成所需的形状。
注压成型是将粉末混合物注入注压机中,通过压力将粉末注入模具中,然后进行加压成型。
而压坯成型则是将粉末放入模具中,通过机械或液压的方式用压力将粉末成型。
2.3 烧结烧结是粉末冶金成型工艺中的最后一个步骤。
烧结可以提高材料的密度和机械性能,使得粉末颗粒之间产生结合作用。
烧结过程中,粉末内部会发生相互扩散和结合的变化,从而形成固体产品。
烧结温度和时间是烧结过程中的两个重要参数,需要根据材料的性质来确定。
三、陶瓷材料成型工艺流程陶瓷材料的成型工艺流程与粉末冶金类似,也包括混合、成型和烧结三个步骤。
3.1 混合陶瓷材料的混合过程与粉末冶金的混合过程类似,都是将不同的原料按照一定的比例混合均匀。
不同的是,陶瓷材料的原料一般是粉末状的无机物,如氧化物、碳化物和氮化物等。
混合的目的是将不同的材料混合在一起,以获得所需的陶瓷组分。
3.2 成型陶瓷材料的成型方法有很多种,常见的有干压成型、注塑成型和注浆成型等。
粉末冶金与陶瓷材料的成型工艺引言粉末冶金是一种以金属粉末或陶瓷粉末为原料,通过成型和烧结等工艺制备金属或陶瓷制品的方法。
在这个过程中,成型过程是至关重要的一步,它决定了最终产品的形状和性能。
本文将介绍粉末冶金与陶瓷材料的成型工艺,包括传统的成型方法和现代的先进成型方法。
传统的成型方法1. 压制成型压制成型是最常见的粉末冶金与陶瓷材料成型方法之一。
它通过将粉末填充到模具中,然后施加压力使其紧密结合,形成所需形状的产品。
这种方法适用于制备简单形状的产品,如圆柱体、板材等。
常见的压制成型方法包括冷压、热压和等静压。
2. 注浆成型注浆成型是一种适用于制备复杂形状的粉末冶金与陶瓷材料成型方法。
它通过将粉末与液体(通常是水或有机溶剂)混合,形成浆料后注入模具中。
然后,将浆料中的液体逐渐去除,以形成固体产品。
这种方法可以制备具有较高密度和细致结构的产品。
3. 筛选成型筛选成型是一种简单而有效的粉末冶金与陶瓷材料成型方法。
它通过在筛网上铺装粉末,并将振动力传递到筛网上,使粉末通过筛孔落入下方的模具中,形成产品的方法。
这种方法适用于制备粒度较粗的产品。
现代的先进成型方法1. 注射成型注射成型是一种以粉末与粘结剂混合后经过注射机注入模具中,并经过固化和脱结剂的处理,最终形成产品的粉末冶金与陶瓷材料成型方法。
它能够制备具有复杂形状和优良性能的产品。
注射成型可以使粉末的分散性得到改善,进一步提高制品的密度和强度。
2. 立体打印立体打印是一种先进的粉末冶金与陶瓷材料成型方法。
它通过控制液体粘结剂喷头的位置和喷射速度,将粉末逐层喷射到制品的预设位置上,最终形成产品。
立体打印具有制备复杂形状产品的优势,能够实现个性化定制和快速制造。
3. 真空热压成型真空热压成型是一种粉末冶金与陶瓷材料成型方法,它通过在真空环境下,施加高温和高压来烧结和固化粉末,形成产品。
真空热压成型能够提高制品的密度和强度,并且可以制备出具有良好耐腐蚀性和高温性能的产品。