光学零件镜片
- 格式:ppt
- 大小:4.18 MB
- 文档页数:1
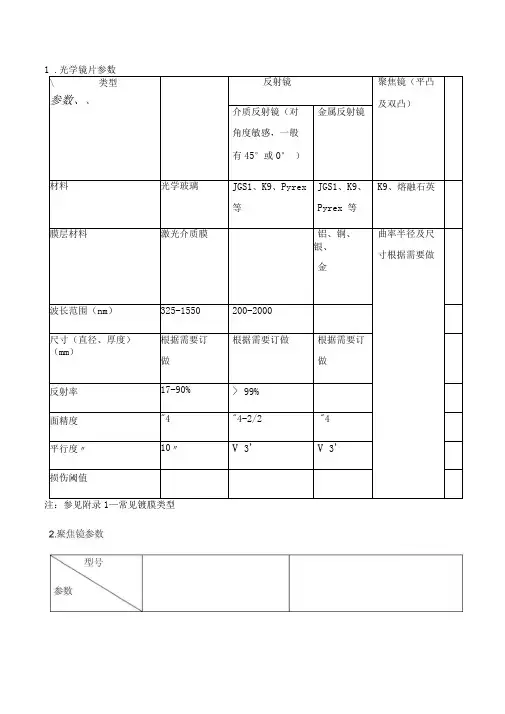
1 .光学镜片参数注:参见附录1—常见镀膜类型3•常见镀膜类型(1)反射膜注:金属膜反射镜的特点a.金属膜反射镜一般反射特征曲线比较平坦,带宽,反射率高;b.金属膜反射镜的反射率不太受波长和入射角度变化的影响;c.金属膜反射镜膜表面的机械硬度不高,一般不可用通常方法擦拭,只能用包含有有机溶剂的棉棒擦拭;d.金属膜反射镜不适用于强光,激光能量大于1J/cm2时,请选用介质膜反射镜。
介质膜反射镜的特点a.介质膜反射镜是用交替重叠的多层膜的干涉原理制成;b.介质膜的反射率比较高,可接近100% (表中可见),膜的机械硬度高,耐清洁;c.介质膜反射镜与金属膜相比,其反射带宽窄,而且与入射角度密切相关;2.光学镀膜材料的技术指标注:来自中国光学光电子行业协会2008年光学薄膜培训班培训资料3.红外光学材料及性能参数4•光学镀膜常用基板常用基板有玻璃、陶瓷、光学晶体、光学塑料、金属;其中玻璃分为普通玻璃、无色、有色玻璃、特殊玻璃等。
无色玻璃分两大类(1)光学玻璃,物理学(结构和性能)上的高度均匀性,具有特定和精确的光学常数,具有可见区高透过、无选择吸收着色等特点,分为硅酸盐、硼酸盐、磷酸盐、氟化物和硫系化合物系列。
品种繁多,主要按他们在折射率(nD)-阿贝值(VD)中的位置来分类。
传统上nD>1.60, VD>50和nD<1.60, VD>55的各类玻璃定为冕(K)玻璃,其余各类玻璃定为火石(F)玻璃。
冕玻璃一般作凸透镜,火石玻璃作凹透镜;透明性是光学玻璃的最重要的性质,透光性指光线通过一系列棱镜和透镜后,其能量部分损耗于光学零件的界面反射而另一部分为介质(玻璃)本身所吸收。
前者随玻璃折射率的增加而增加,对高折射率玻璃此值甚大,如对重燧玻璃一个表面光反射损耗约6%左右。
因此对于包含多片薄透镜的光学系统,提高透过率的主要途径在于减少透镜表面的反射损耗,如涂敷表面增透膜层等。
而对于大尺寸的光学零件如天文望远镜的物镜等,由于其厚度较大,光学系统的透过率主要决定于玻璃本身的光吸收系数。
光学零件薄膜的分类方法光学零件薄膜是光学器件中重要的组成部分,广泛应用于光学仪器、光电子器件、光通信等领域。
根据其性质和功能的不同,光学零件薄膜可以分为多种类型,下面将从不同的角度对光学零件薄膜进行分类。
一、按照光学性质分类1. 反射膜:反射膜是将光线反射的薄膜,常用于镜片、反射镜等光学器件中。
其主要作用是将光线反射到特定的方向,具有高反射率和低散射率的特点。
2. 透射膜:透射膜是将光线透过的薄膜,常用于滤光器、透镜、光学滤光器等器件中。
透射膜可以根据需要实现特定波长的透射或滤波功能,具有高透射率和低反射率的特点。
3. 偏振膜:偏振膜是具有选择性透射或反射特定偏振方向光线的薄膜,常用于偏振片、偏振镜等器件中。
偏振膜可以将自然光中的非偏振光转化为偏振光,或者将特定偏振方向的光线滤除,具有良好的偏振效果。
二、按照薄膜材料分类1. 金属膜:金属膜是利用金属材料制备的薄膜,常用的金属包括铝、银、镀金等。
金属膜具有良好的导电性和反射性能,广泛应用于反射镜、反射板等光学器件中。
2. 介质膜:介质膜是利用非金属材料制备的薄膜,常用的材料包括二氧化硅、氮化硅、氧化铝等。
介质膜具有良好的光学性能和机械性能,广泛应用于滤光器、透镜、偏振片等光学器件中。
三、按照功能分类1. 抗反射膜:抗反射膜是通过在薄膜表面形成一层或多层特殊结构来减少反射,提高透射率的薄膜。
抗反射膜广泛应用于光学镜片、太阳能电池板等器件中,可以减少光的损失,提高光能利用效率。
2. 增透膜:增透膜是通过在薄膜表面形成一层或多层特殊结构来增加透射,提高透射率的薄膜。
增透膜广泛应用于透镜、显示屏等器件中,可以增强透射光的亮度和清晰度。
3. 分光膜:分光膜是将入射光按照不同波长进行分离的薄膜,常用于光谱仪、分光计等光学仪器中。
分光膜可以根据需要将入射光分为不同的波长,实现光谱分析和光学测量。
四、按照制备方法分类1. 蒸发膜:蒸发膜是利用蒸发技术将材料蒸发沉积在基底上形成的薄膜。
目录光学冷加工工序----------------------------------------2 玻璃镜片抛光工艺--------------------------------------3 镜片抛光----------------------------------------------4 光学冷加工工艺资料的详细描述--------------------------5 模具机械抛光基本程序(对比)--------------------------7 金刚砂 -----------------------------------------------8 光学清洗工艺-----------------------------------------10 镀膜过程中喷点、潮斑(花斑)的成因及消除方法------------12 光学镜片的超声波清洗技术-----------------------------14 研磨或抛光对光学镜片腐蚀的影响-----------------------17 抛光常见疵病产生原因及克服方法-----------------------23 光学冷却液在光学加工中的作用-------------------------25光学冷加工工序第1道:铣磨,是去除镜片表面凹凸不平的气泡和杂质,(约0.05-0.08)起到成型作用.第2道就是精磨工序,是将铣磨出来的镜片将其的破坏层给消除掉,固定R值. 第3道就是抛光工序,是将精磨镜片在一次抛光,这道工序主要是把外观做的更好。
第4道就是清洗,是将抛光过后的镜片将起表面的抛光粉清洗干净.防止压克. 第5道就是磨边,是将原有镜片外径将其磨削到指定外径。
第6道就是镀膜,是将有需要镀膜镜片表面镀上一层或多层的有色膜或其他膜第7道就是涂墨,是将有需要镜片防止反光在其外袁涂上一层黑墨.第8道就是胶合,是将有2个R值相反大小和外径材质一样的镜片用胶将其联合. 特殊工序:多片加工(成盘加工)和小球面加工(20跟轴)线切割根据不同的生产工艺,工序也会稍有出入,如涂墨和胶合的先后次序。

镜片知识整理一、光学材料二、无色光学玻璃1.系列、类型和牌号1.1系列1.2类型1.3. 1光学玻璃牌号分类1.3.2光学玻璃牌号命名1.3.3无铅、碎、镉玻璃牌号的命名1.3.4低软化点玻璃牌号的命名1.3.5高透过玻璃牌号的命名1.4牌号2.质量指标、类别和级别2.1质量指标3.2分类分级1.2.1折射率、色散系数2.2. 2光学均匀性3.2. 3应力双折射4.2.4条纹度5.2. 5.气泡度6.2. 6光吸收系数7.2.7耐辐射性能3.光学性能3.1折射率4.化学性能4.1抗潮湿大气作用稳定性RC (S)(表面法)5.光学玻璃的物理参数4.22抗酸作用稳定性RA(S)(表面法)4.3各种氧化物对玻璃性质的影响6.玻璃牌号对照表三、其它光学玻璃1.有色光学玻璃1.1有色玻璃的种类1.1. 1截止型玻璃(硒镉着色玻璃)2.1.2选择吸收玻璃(离子着色玻璃)1. 1. 3中性玻璃1.2有色光学玻璃的特点和用途1.3有色玻璃牌号2.特种光学玻璃2.1石英玻璃四、微晶玻璃1.概述2.微晶玻璃的性能及应用3.光学晶体主要性能参数五、光学塑料1.光学塑料大致分类2.常用光学塑料2.1聚苯乙烯PS (火石塑料)2.2聚碳酸酯PC2.33聚甲基丙烯酸甲脂(Polymethyl methacrylate简称PMMA,也称Acrylic)2.4 4 烯丙基二甘醇碳酸酯(Allgl diglycol carbonate,简称 ADC 或 CR-39)2.5苯乙烯-丙烯睛共聚物NAS2.66苯乙烯-丁二烯-丙烯酯ABS3.光学塑料的主要优缺点2.7苯乙烯甲基丙烯酸甲酯共聚物4.光学塑料零件的镀膜技术六.光学镜片镀膜技术1.光学零件镀膜分类,符号及标注2.镀膜种类3.镀膜材料一、光学材料透射材料分为光学玻璃、光学晶体和光学塑料三大类,它们的光学特性主要由其对各种色光的透过率和折射率决定。
光学玻璃光学玻璃是最常用的光学材料,其制造工艺成熟,品种齐全。
光学镜片之《双胶合消色差镜片的原理与制造》在《望远镜的光学材料、零件与镜片结构》里,已经介绍,正规望远镜所用的镜片,不但所用材料为高级别的优质光学玻璃,而且结构也与普通镜片不一样,使用的是消色差镜片。
那么,消色差镜片什么样?它又是如何诞生的?这是一枚来自枪瞄目镜中的镜片,与我们的望远镜里面的镜片,结构基本是一样的。
仔细观察,是否发现了什么没有?经过一些特殊的方法,我们把这枚双胶合镜片分离,可以看到,它其实是由一枚凹透镜,和一枚凸透镜组成。
为什么要做成这么复杂的结构呢在大名鼎鼎的牛顿时代,所有的望远镜,都存在一个不可逾越的问题,那就是色差。
当时的望远镜,效果看上去都是这个样子。
所有的景物轮廓,都如同彩虹构成,不是锐利的线条,而是一条条彩带。
因为望远镜是根据人们的需要,依靠各种透镜来加工光线的,而普通透镜在对光线进行加工的同时,却会不可避免的产生一种副作用,那就是将光线分离出“红橙黄绿青蓝紫”。
一束构成景物的白色光线进入望远镜,当它从望远镜出来,要进入人的眼睛的时候,却已经成了模糊不清的、宽宽的彩带。
为了尽可能减弱透镜的这种问题的干扰,当时的人们尽可能采用弧度比较小、比较平的透镜来做望远镜,但是这带来另一个问题,那就是望远镜的长度会因此直线上升,比如当时最顶尖的(在当时地位类似于世界上最大的天文台)一架望远镜,长度竟然达46米!(而在当时这样的世界顶尖的望远镜的效果,与我们现在的每个人都可以拥有的千元左右的高倍台式观景望远镜相比,在视野、色彩、画面变形、清晰度上仍难以企及和媲美!可见光学技术的发展和变革巨大之让人震撼。
而当人们把热情投入到越做越长的望远镜上之时,柳暗花明,随着光学玻璃的发展,以及人们对光学的熟悉,近现代光学最著名的一个重大发明、光学泰斗牛顿,曾经断言永远不可能出现的:消色差镜片粲然出现。
人们发现,不同的玻璃,对光线的色散性能是不同的,而这就提供了一个方向,在“一枚”镜片上,采用两种玻璃,当光线经过“这枚”镜片一边的时候,产生色差,但是到另一边的时候,新产生的色差恰好相反,会对前面出现的色差产生抵消——当这两种玻璃之间的边界在一个恰到好处的弧度时——色差将全部中和。
镜片模具制作流程光学加工工艺主要包括毛坯成型、粗磨、精磨、抛光、磨边、镀膜、胶合等工艺环节。
光学的原材料:光学玻璃:包括有色光学玻璃、激光玻璃、石英光学玻璃、抗辐射玻璃、紫外红外光学玻璃、纤维光学玻璃、声光玻璃、磁光玻璃和光变色玻璃。
光学晶体:卤化物单晶:氟化物单晶,溴、氯、碘的化合物单晶,铊的卤化物单晶。
氧化物单晶:蓝宝石(Al2O3)、水晶(SiO2)、氧化镁(MgO)和金红石(TiO2),与卤化物单晶相比,其熔点高、化学稳定性好,在可见和近红外光谱区透过性能良好。
用于制造从紫外到红外光谱区的各种光学元件。
半导体晶体:单质晶体(如锗单晶、硅单晶),Ⅱ-Ⅵ族半导体单晶,Ⅲ-Ⅴ族半导体单晶和金刚石。
金刚石是光谱透过波段最长的晶体,可延长到远红外区,并具有较高的熔点、高硬度、优良的物理性能和化学稳定性。
半导体单晶可用作红外窗口材料、红外滤光片及其他光学元件。
光学塑料:聚甲基丙烯酸甲酯(PMMA)、聚苯乙烯(PS)、聚碳酸酯(PC)、苯乙烯丙烯腈常缩写成AS与SAN、苯乙烯-甲基丙烯酸甲酯共聚物(MS)、聚4-甲基-1-戊烯,简称TPX,商品名为TPX、透明聚酰胺。
毛坯成型:从最原始的矿石或经过化学反应制成的原材料在进入正式的加工之前需要对其进行初步处理,把这些材料加工成我们后续加工需要的雏形,叫做毛坯成型工艺。
毛坯是光学零件的初型,有块料毛坯(小批量用)、型料毛坯(大批量)、棒料毛坯。
玻璃块料毛坯成型:是用玻璃块加工而成的毛坯。
在毛坯成型工艺环节下面还有多个工艺,主要加工工序有:锯切、整平、划割、滚圆、开球面。
锯切:玻璃的光学材料毛坯加工主要采用金刚石锯料机器。
按照进给机的特点可以分为重锤进给、丝杠进给和液压进给三种。
整平:将锯切过后的坯料不平整的表面磨平,并修磨厚度和两面的平行度、修磨角度等处理,有散粒磨料研磨和金刚石磨轮铣磨两种。
划割:将需要利用到的毛坯料进行切割,去除多余的部分。
常采用金刚石玻璃刀(或滚刀)进行划割加工。
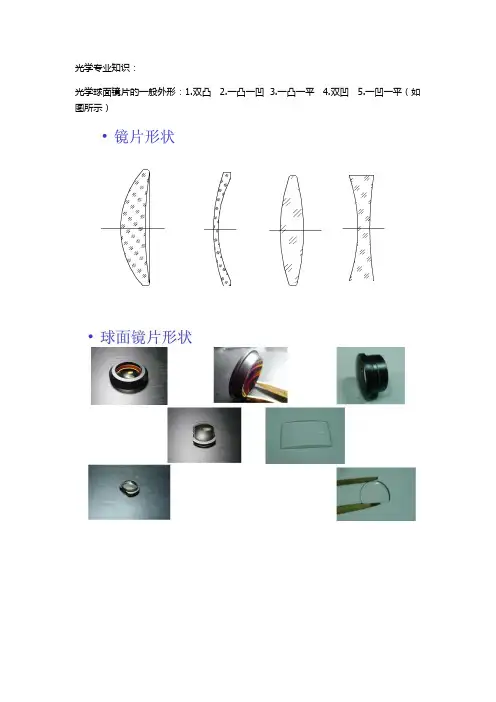
光学专业知识:光学球面镜片的一般外形:1.双凸 2.一凸一凹 3.一凸一平 4.双凹 5.一凹一平(如图所示)光学镜片分类:化学成分和光学性质相近的玻璃,在阿贝图上也分布在相邻的位置。
肖特玻璃厂的阿贝图有一组直线和曲线,将阿贝图分成许多区,将光学玻璃分类;列如冕牌玻璃K5、K7、K10在K区,燧石玻璃F2、F4、F5在F区。
玻璃名称中的符号:F 代表燧石 K 代表冕牌 B 代表硼 BA 代表钡 LA 代表镧 N 代表无铅 P 代表磷光学冷加工工序:铣磨→精磨→抛光→清洗→磨边→镀膜→涂墨→胶合1.铣磨(荒摺/球铣/粗磨):镜片研磨第一道工序,去除镜片表面凹凸不平的气泡和杂质,(约0.05-0.08mm),起到成型作用。
如下图所示:●原理:如上图所示金刚石磨轮刃口通过镜片顶点,磨轮轴线与镜片轴线相交于0点,磨具轴线绕自身轴线高速旋转,镜片绕自身轴线低速旋转,运动轨迹包络面形成球面。
荒摺加工设备:QM0.8A,厂家:韩国时代,无倒角功能,相对精度较低。
CG2.0,厂家:韩国光进,有倒角功能,相对精度高。
测量工具:中心厚度检测量具(千分尺);球面R值检测量具(矢高表);等厚检测量具。
2.精磨(砂挂):将铣磨出来的镜片将其的破坏层给消除掉,使镜片表面的凹凸层减少,固定R值(光圈,牛顿环)原理:镜片在砂挂皿(根据材质选定金刚石丸片胶制而成)中,砂挂皿沿自身轴线高速转动,镜片沿自身轴线高速转动,且来回摆动,如下图所示,通过金刚丸片磨削镜片表面,从而使镜片表面凹凸层深度减少,使得镜片表面曲率半径精度或平面度进一步提高。
流程:领料→一面第一道砂挂→一面第二道砂挂→二面第一道砂挂→二面第二道砂挂→砂挂提检→流入研磨砂挂设备:小球面单片砂挂设备;大球面单片砂挂设备。
(如下图)检测工具:中心厚度检测量具(千分尺);面精度检测(原器),如下图:单片弹盘工艺(精磨),如下图:多片弹盘工艺(精磨),如下图:3.抛光(研磨):将精磨镜片在一次抛光,这道工序主要是把外观做的更好,注:抛光有的客户做二次抛光,第一道为粗抛,第二道为精抛,现市场大多数客户做一道工序即可。
光学镜片税分类
光学镜片通常属于税收分类中的"光学、仪器、仪表和钟表"类别。
在国际贸易中,商品通常按照《国际商品名称和编码》(简称HS编码)进行分类。
光学镜片的税收分类通常属于HS编码的第90章,具体分类可根据材质、用途等因素而有所不同。
在HS编码中,光学镜片可能归类于以下几个子类别:
9013.10 - 投影用光学元件和投影仪用光学元件
9001 - 光学镜片、镜子、光学元件
9002 - 光学仪器、装置和器材,包括显微镜、望远镜等
9003 - 光学元件、零件
这只是一般的分类,实际上,光学镜片可能有很多种类和规格,所以具体的税收分类可能需要根据商品的具体特征而定。
如果你需要准确的信息,建议查阅相关国家的海关规定或咨询专业的税务机构。
目录光学冷加工工序----------------------------------------2 玻璃镜片抛光工艺--------------------------------------3 镜片抛光----------------------------------------------4 光学冷加工工艺资料的详细描述--------------------------5 模具机械抛光基本程序(对比)--------------------------7 金刚砂 -----------------------------------------------8 光学清洗工艺-----------------------------------------10 镀膜过程中喷点、潮斑(花斑)的成因及消除方法------------12 光学镜片的超声波清洗技术-----------------------------14 研磨或抛光对光学镜片腐蚀的影响-----------------------17 抛光常见疵病产生原因及克服方法-----------------------23 光学冷却液在光学加工中的作用-------------------------25光学冷加工工序第1道:铣磨,是去除镜片表面凹凸不平的气泡和杂质,(约0.05-0.08)起到成型作用.第2道就是精磨工序,是将铣磨出来的镜片将其的破坏层给消除掉,固定R值. 第3道就是抛光工序,是将精磨镜片在一次抛光,这道工序主要是把外观做的更好。
第4道就是清洗,是将抛光过后的镜片将起表面的抛光粉清洗干净.防止压克. 第5道就是磨边,是将原有镜片外径将其磨削到指定外径。
第6道就是镀膜,是将有需要镀膜镜片表面镀上一层或多层的有色膜或其他膜第7道就是涂墨,是将有需要镜片防止反光在其外袁涂上一层黑墨.第8道就是胶合,是将有2个R值相反大小和外径材质一样的镜片用胶将其联合. 特殊工序:多片加工(成盘加工)和小球面加工(20跟轴)线切割根据不同的生产工艺,工序也会稍有出入,如涂墨和胶合的先后次序。
镜片元器与牛顿环镜片元器是用于调节光线的光学元器件之一,广泛应用在眼镜、显微镜、照相机等光学设备中。
而牛顿环则是一种光干涉现象,用于测量光学镜面的质量和曲率半径等参数。
本文将对镜片元器和牛顿环进行详细介绍,并探讨它们在光学领域中的重要性和应用。
镜片元器是由透明光学材料制成的具有一定曲率的零件。
通过改变曲率和厚度等参数,可以调节光线的折射和焦距,实现对光线的聚焦、散射和偏折等功能。
常见的镜片元器有凸透镜、凹透镜、平面镜等。
凸透镜是一种中央较厚、边缘较薄的透镜,其作用是将光线聚焦,使物体看起来放大。
凸透镜广泛应用于眼镜、放大镜、显微镜等设备中,帮助人们看清楚细小的物体。
凹透镜则与凸透镜相反,其形状是中央较薄、边缘较厚,可以将光线散开,使物体看起来缩小。
凹透镜在人们眼球近视时的眼镜中起到了纠正视力的作用。
平面镜是由一个平坦的、抛光光滑的表面构成的镜片元器。
其特点是将光线完全反射,不发生折射。
平面镜在显微镜、望远镜等设备中常用作反射镜,帮助人们观察到通过透镜成像的物体。
牛顿环是由英国物理学家牛顿于17世纪发现的一种光干涉现象。
它是由于透明介质中存在不同厚度的空气层而产生的光程差引起的。
当光线通过一块透明介质进入空气层,在介质和空气层交界处产生了一个相位差,从而产生了一系列明暗相间的环形条纹。
这种环形条纹称为牛顿环。
牛顿环的形成原理是光在介质中反射和折射的特性。
当光线从光密介质进入光疏介质,发生折射时,光线会发生相移。
而光线从光疏介质进入光密介质时,发生反射的过程中也会发生相移。
这两个相位差的差值正好是光程差。
当光程差为波长的整数倍时,相干光会相长叠加,形成明亮的环形;当光程差为波长的半倍时,相干光会相消干涉,形成暗亮相间的环形条纹。
牛顿环的应用十分广泛。
首先,牛顿环可以用于测量光镜的质量和曲率半径。
通过测量明暗环的直径和光程差,可以计算出光镜的曲率半径和形状,进而判断光镜的质量。
其次,牛顿环还可以用于检查光学镜面的平整度和表面质量。
一种光学镜片生产用翻转机构光学镜片是一种广泛应用于光学仪器领域中的重要零部件,其生产过程中的关键环节之一就是激光的刻蚀。
而在激光刻蚀过程中,光学镜片需要不断地进行翻转以便进行多面加工,这就需要一种高效可靠的翻转机构来完成。
本文将针对光学镜片生产用翻转机构进行研究和分析,并提出一种新的设计方案。
一、市场需求光学镜片作为光学仪器中不可或缺的零部件,在各类光学设备中广泛应用,如激光器、摄像机、望远镜等。
随着技术的不断发展,对光学镜片的要求也越来越高,其生产工艺的精细化和自动化程度也在不断提升。
而翻转机构作为光学镜片生产中的关键设备之一,受到市场的广泛关注。
二、翻转机构的作用在光学镜片的激光刻蚀过程中,需要进行多面加工,因此需要不断地对光学镜片进行翻转,使其不同的表面都能够接受激光的刻蚀。
而高效可靠的翻转机构能够有效提高光学镜片的生产效率和加工精度。
三、设计原则为了满足对光学镜片生产用翻转机构的需求,设计时需要考虑以下几个原则:1. 稳定性:翻转机构在工作时需要保持稳定,不得出现晃动或者摆动,以保证光学镜片的加工精度。
2. 高效性:翻转机构需要能够快速、准确地完成翻转动作,以提高生产效率。
3. 耐用性:翻转机构需要具有较长的使用寿命和高可靠性,能够在长时间的工作中保持良好的性能。
4. 自动化:翻转机构需要具备一定的自动化程度,能够实现对光学镜片的自动翻转,减少人工操作,提高生产效率。
四、设计方案针对以上设计原则,本文提出一种新的光学镜片生产用翻转机构设计方案。
该方案采用气动驱动方式,通过气动缸实现对光学镜片的翻转。
具体设计如下:1. 结构设计:采用上下对称的翻转结构,分别安装在上下两个台面上,通过气动缸控制上下台面的协同运动,实现对光学镜片的翻转。
2. 控制系统:采用PLC控制系统对翻转机构进行控制,通过传感器实时监测翻转的角度和位置,保证翻转的准确性和稳定性。
设计相应的人机界面,方便操作和监控。
3. 安全设计:在设计中加入安全装置,如急停按钮、防护罩等,以确保操作人员的安全。