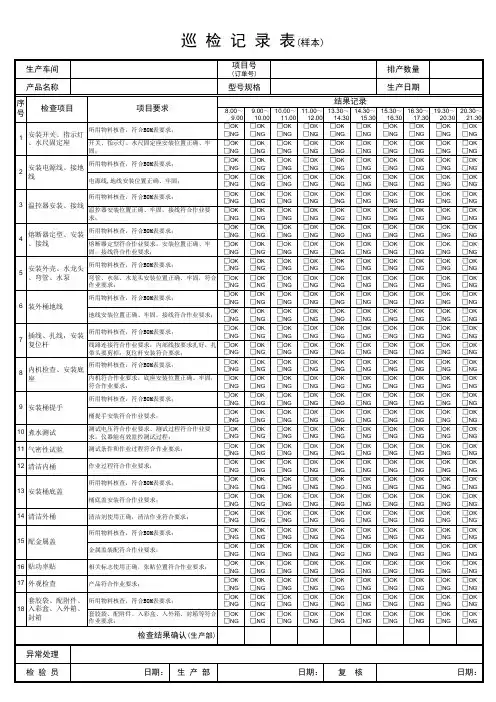
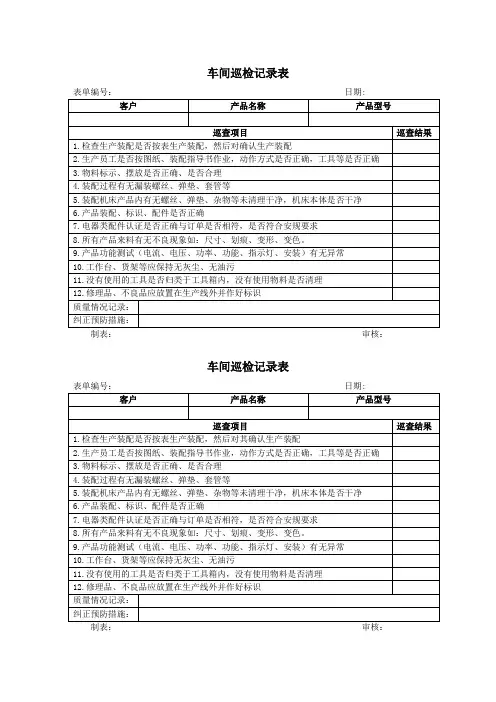
装配车间巡检记录表
- 格式:xls
- 大小:19.50 KB
- 文档页数:4

装配车间检验员工作职责
一、负责装配车间生产过程的日常巡检工作,并及时填写巡检记录,要求做到最少2小时对车间全线巡检1次;
二、严格监控生产过程中的质量状况,达到工废控制率≤0.5%,料废控制率≤0.5%、装配下线合格率≥98%的质量目标;
三、负责每天对生产过程中的在制不合格品、装配成品不合格品(含市场退货产品)进行故障原因初步分析、处理和整改建议的工作,并形成报告;
四、每日下班前负责对车间当日发生的质量问题的汇总工作,并要求于次日上午8点前形成报表上报质检部;
五、每日下班前负责对车间当日产生的工、料废(含零部件)的鉴定工作,于次日上午8点前形成报表上报质检部(报表内容包括:产品型号、模号、生产总数、工料废数、造成不合格的主要原因等),要求工料废判定准确率≥98%;
六、负责配合车间做好样品的生产,模具、工装夹具的验证、确认的检验工作并提供检验报告交质检部;
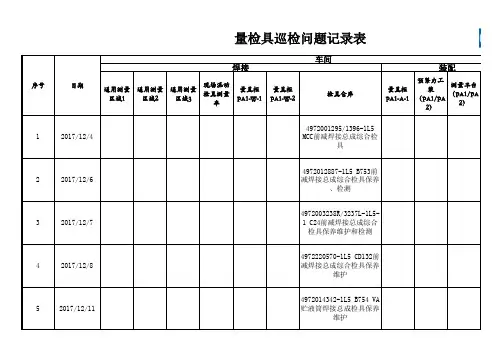
七、负责对本车间使用的检验器具的日常监控、保养工作和添置、更换、报废的建议工作,保证现场使用的计量器具的合格率为100%;
八、负责协助车间做好6S管理、定置管理的整理、鉴定和标识工作;
九、负责完成上级领导交办的临时工作和任务。
质检部
2018年11月26日。
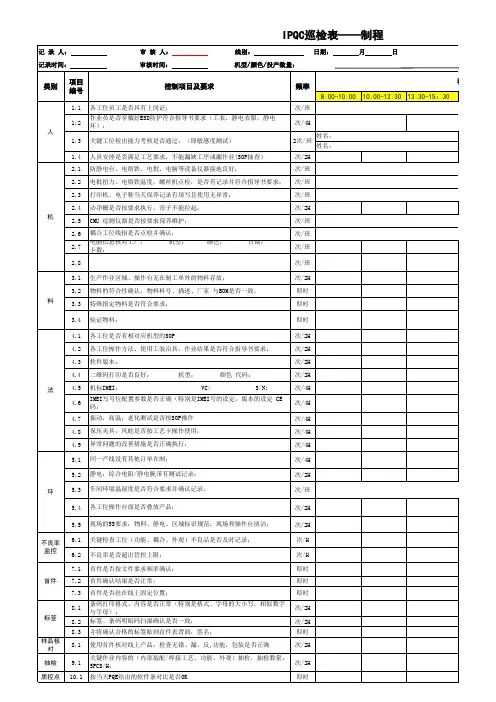
自检、首件、巡检管理制度1.目的为明确生产制程中首件检查、巡回检查、员工自检的管理要求,以防止不良品产生或流出,特制定本管理制度。
2.范围凡本公司销售的所有产品。
3.定义3.1自检——操作者对自己加工和(或)装配的产品进行的独立的、自主的检查。
3.2首件——加工出的第一件产品或装配出后的第一件产品。
可以是整件,部件、零件、某工序完工的再制品。
3.3首检——首件产品经操作者自检合格后,再提交检验员进行检验的活动。
3.4巡检——对生产过程和生产的产品所进行的巡回监督检查和抽查。
4.职责4.1生产部负责编制作业指导文件,规定每道工序自检内容;负责教育、督促和检查所属员工的自检、首检并随时巡查抽检,确保自检、首检的实施,配合品保部稽查自检、首检工作;4.2技术部负责编制检验规范;4.3品保部负责监督和协助车间做好自检、首检和巡检工作;4.3操作者实施自检、首检工作;4.4检验员具体负责管辖范围内的首件的专检、督促操作者自检,进行制程巡检;4.5各线长负责督促检查本线员工进行自检、首检,并对本班组生产工序进行巡检。
5.过程描述5.1首检5.1.1生产部负责将作业指导文件自检内容编制在《首件检验/确认记录表》中,品保部负责将检验规范内容编制在《首件检验/确认记录表》中,规定每道工序的首检内容;5.1.2生产部负责各岗位员工首检的培训工作,使操作员工充分了解本工序产品首检内容和检验方法;5.1.3生产操作人员应在开线前,异常停机或正常停机再开机时核对来料、工装并按规定点检设备、工装、模具、量具、来料等均处于合格状态,对首件进行检验,填写《设备点检记录表》,《首件检验/确认记录表》;5.1.4生产操作人员首件检验合格后将首件交检验员确认,检验员按检验规范要求对首件进行专验,将检验结果记录在《首件检验/确认记录表》中,检验员对首件确认合格后方可进行生产;5.1.5若检验员专检首件不合格,则立即通知生产线长,生产部组织各相关部门进行原因分析,待查明原因解决问题后,重新按5.1.3和5.1.4操作;5.1.6《设备点检记录表》,《首件检验/确认记录表》需悬挂在相应工序上以备查看。
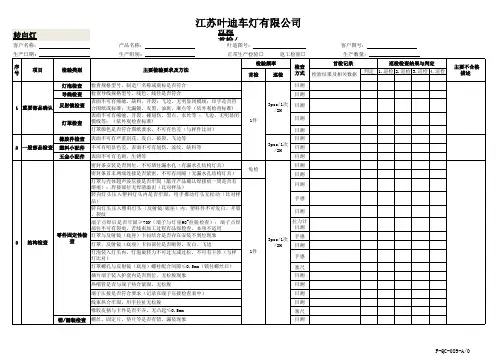
6S检查表1工厂管理6S检查表检查单位: 检查单位: 模块序号分类标准标准照片装配工着装通用标准:1.佩带安全帽;2.穿蓝色工作装配工服;3.左胸前佩带胸卡;4.非特殊工位不需要带手套; 5.穿劳保防砸鞋;6.进入组装作业区戴鞋套;(自行选择)7.电气分装工位(穿放静电鞋)、驾驶室分装工位(不准戴安全帽)和驾驶室装配工位(不准戴安全帽)有特殊要求。
焊工着装标准:1.穿蓝色工作服(加厚帆布焊工服);焊工可选用白色专用焊工服;2.戴焊接手套;3.配焊接面罩;4.安全帽、胸卡、防砸鞋与装配工同(工作时胸卡放置口袋内或挂于左胸前);5.佩戴耳塞;6.持有特种作业操作证(焊工IC证)。
涂装工着装标准:1.内戴蓝色工作帽子;2.戴防毒面涂装工具;3.穿涂装连体工作服;4.戴棉纱手套;5.穿防砸劳保鞋;6.持有特种作业操作证(涂装工IC证)。
调试工着装标准:1.驾驶室内作业不戴安全帽(可选配调试工人的标准软帽);2.根据实际情况可以戴手套作业;3.工作服、胸卡、劳保鞋与装配工同;4.整机驾驶员需持有特种作业操作证。
打磨工着装标准:配戴防护眼镜,其余与装配工同。
打磨工机加工着装标准:1.佩戴黄色安全帽;2.选择性佩戴防机加工护眼镜;3.禁止戴手套作业;4.穿统一工作服和劳保鞋;5.持有上岗证。
行车工着装标准:1.佩戴黄色安全帽、穿工作服、佩戴行车工胸卡,穿劳保皮鞋;2.根据需要戴手套作业;3.持有特殊工种IC卡证(行车工种)和三一重机行车上岗证。
仓管员着装标准:1.佩带黄色安全帽;3.根据工作需要仓管员配发手套;3.穿劳保防砸鞋. 女操作员工着装标准:1.按照工种要求着装;2. 提倡女操作员工女操作工剪短发(不过衣领),长发女性头发塞入安全帽内。
检查时间分值评分标准现场检查照片不符合说明 1 2 现场抽查各3 人(共27 人),发现1 个不符合扣 0.5分,扣完为止2 1.内容包括:公司名称、工位号、工位名称、工作中心代码、定员人数;工位牌标 2.规格:采用三一标准LOGO、底色红色字体白色、材质准为塑料板或喷绘板; 3、工位名称中英文双语; 4、工位牌长90cm,宽60cm。
12013.01.30410A抽屉座料上错(应为有铆钉的,而实际上的是没铆钉的),导致180个抽屉需重做.做好的抽屉用薄膜包好留着以后消化(改为无铆钉后),重做抽屉使用.22013.01.30缺330C金属铰链(实际中午货已到,但物控及物料员均未知晓到货信息,直到下午3:30才领出).换线做其他产品的准备工作32013.01.30330C塑料压脚硬度太硬(昊晟生产),导致装配困难,需要费较大力气才能装入(之前的较软所以好装)、效率低、员工劳动强度增大.已经注塑出来的由产线员工克服生产,并适当进行人员轮换装配.42013.01.30330C压脚拉簧不良率较高(1500个里面有110个不良品,不良率7.3%),不良现象:两端的挂孔不在同一平面上、还有一部分严重变形.产线挑选使用,本批全部生产完毕由产线统计挑选工时提供给采购,由采购将工时费用转稼给供应商.52013.01.31410一体横梁装压脚的卷孔偏小,导致钢丝压脚装入后过紧,转动不灵活(批量性).经技术质量部评估后让步使用,余下的2880个横梁由技术质量部做好检具后确认是否需整形.62013.01.31360钱箱没缝隙、撞前框、锁不牢在线维修、增加人员检测、延长加班时间至23点(需出货).72013.01.31410T钱箱打不开(与360同一条产线生产)锁架整形、在线维修、延长加班时间至23点(需出货).82013.02.01330E铁芯在运行过程中与接杆卡滞,导致回复不顺畅.将连杆角度扳至小于90度92013.02.01330C电磁铁电控击打后,锁片不能通过拉簧自动复位或回复缓慢.将不良铁芯拆下(端部锥度大的),换上端部锥度小的铁芯生产.102013.02.02330C底板有压印(同一部位),数量100块.经技术质量部评估后确认可以让步使用(Ⅲ级标准产品)112013.02.02缺防冻滑轮(低温脂滑轮)临时用普通滑轮代替生产(放到缝纫机油中浸泡后再擦拭使用)122013.02.18供应商提供的4芯及6芯话机插包装数量太大(500个/包,造成数量清点繁琐),且包装凌乱(导致有些芯线头端被挤弯,焊线前需手工整直).产线增加数量清点频率,芯线头端被挤弯的在焊线前先采用手工整直.132013.02.18400D钱箱出不足的问题一直存在,且异常比率均在90%以上,对生产效率影响很大.先将滑轨从罩壳上取下,并将滑轨上原有的油擦掉,然后再加上缝纫机油以后将抽屉反复抽拉磨滑轨.。