产品胶厚、圆角、骨位及脱模斜度
- 格式:pdf
- 大小:526.26 KB
- 文档页数:6
1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
塑胶产品结构设计要点1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
模具常识产品设计常识[转]1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
塑胶产品结构设计12个要点(结构工程师必备知识)1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
3 F- \+ ~+ J1 p9 x9 T8 u( ?2.xx(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
4 ]( x8 x2 l% \, f+ g3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
7 W0 V- m" [5 s! I- V7 f|$ d% p6 U" h4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.xx:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
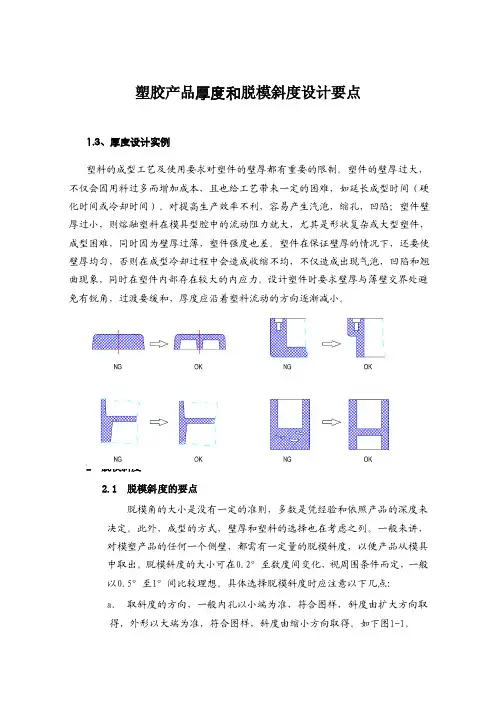
塑胶产品厚度和脱模斜度设计要点1.3、厚度设计实例塑料的成型工艺及使用要求对塑件的壁厚都有重要的限制。
塑件的壁厚过大,不仅会因用料过多而增加成本,且也给工艺带来一定的困难,如延长成型时间(硬化时间或冷却时间)。
对提高生产效率不利,容易产生汽泡,缩孔,凹陷;塑件壁厚过小,则熔融塑料在模具型腔中的流动阻力就大,尤其是形状复杂或大型塑件,成型困难,同时因为壁厚过薄,塑件强度也差。
塑件在保证壁厚的情况下,还要使壁厚均匀,否则在成型冷却过程中会造成收缩不均,不仅造成出现气泡,凹陷和翘曲现象,同时在塑件内部存在较大的内应力。
设计塑件时要求壁厚与薄壁交界处避免有锐角,过渡要缓和,厚度应沿着塑料流动的方向逐渐减小。
2 脱模斜度2.1 脱模斜度的要点脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。
脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。
具体选择脱模斜度时应注意以下几点:a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
如下图1-1。
图1-1b. 凡塑件精度要求高的,应选用较小的脱模斜度。
c. 凡较高、较大的尺寸,应选用较小的脱模斜度。
d. 塑件的收缩率大的,应选用较大的斜度值。
e. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
f. 一般情况下,脱模斜度不包括在塑件公差范围内。
g. 透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应大于3°,ABS及PC料脱模斜度应大于2°。
h. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5°的脱模斜度,视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。
注塑模具设计规范1.产品结构要求制品工艺性分析与脱模斜度确定1)制品应有足够的强度和刚性。
2)制品壁厚均匀,变化不超过40%;对于特别厚的部位要采取减胶措施。
3)加强筋大端的厚度不超过制品壁厚的一半。
4)制品上的文字原则上采用凸型字,以便于加工。
5)制品形状应避免产生模具结构上的薄钢位。
6)不影响制品装配及外观的部位应设计1°以上的脱模斜度,影响外观的部位需防止缩水,应通过计算确定合理的脱模斜度。
7)有特殊要求(如蚀皮纹等)的制品,脱模斜度应不小于2.5°。
8)在不影响外观的前提下,尽量出工艺圆角,避免锐角处不加过渡圆角。
9)产品颜色及蚀纹必须在产品策划时确定。
2. 模具分类:根据模架尺寸将模具分为大、中、小三类。
1)模架尺寸6060以上称为大型模具。
2)模架尺寸3030~6060之间为中型模具。
3)模架尺寸3030以下为(小模)具。
3. 模架选用与设计1)优先选用标准模架,具体按QJ/MM03.01《标准塑胶模架》执行。
2)若选用选用非标模架,应优先选用标准板厚,具体参照QJ/MM03.01《标准塑胶模架》。
3)大型非标模架,导柱直径不小于Φ60mm,导套采用铸铜制做。
4)大型非标模架导套孔壁厚不得小于10mm,回针孔壁厚为35~40mm,回针直径不小于Φ30。
5)大型非标模架A板、B板起吊螺钉孔为M36~M48。
6)450T注塑机以上的模具,模板的四面要有吊环孔,各模板间要有撬模角7)如有可能产生较大侧压力时(型腔深度超过50mm),非标大型模架应设计原身止口。
8)使用尽可能多的支柱,保证模具在工作中不变形,支柱用螺钉固定在动模座板上。
9)模具导柱长度应比最高的动模型芯长20mm以上。
10)模具上须安装模脚,如果零件突出模具之外,模脚的高度须高出突出在模具之外的零件。
4. 分型面设计原则1)选择分型面选择首先必须符合我方要求。
2)避免在制品外表产生夹线,如无法避免时应尽量将夹线设计在不易看见的部位。
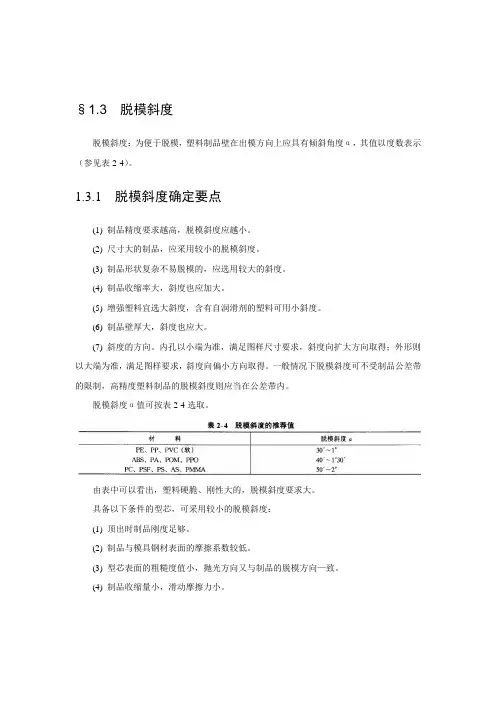
§1.3 脱模斜度脱模斜度:为便于脱模,塑料制品壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
1.3.1 脱模斜度确定要点(1) 制品精度要求越高,脱模斜度应越小。
(2) 尺寸大的制品,应采用较小的脱模斜度。
(3) 制品形状复杂不易脱模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下脱模斜度可不受制品公差带的限制,高精度塑料制品的脱模斜度则应当在公差带内。
脱模斜度α值可按表2-4选取。
由表中可以看出,塑料硬脆、刚性大的,脱模斜度要求大。
具备以下条件的型芯,可采用较小的脱模斜度:(1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的脱模方向—致。
(4) 制品收缩量小,滑动摩擦力小。
1.3.2 制品脱模斜度设计1、箱体与盖类制品(图2-1)当H≤50mm时,S/H=1/30~1/50当50<H≤100mm时,S/H≤1/602、格子板形制品(图2-2)当格子的间距P≤4mm时,脱模斜度α=1/10P。
格子C尺寸越大,脱模斜度越大。
当格子高度H超过8mm,脱模斜度不能取太大值时,可采用图(b)的形式,使一部分进入动模一侧,从而使脱模斜度满足要求。
3、带加强筋类制品(图2-3))200/1~500/1(2arctg HB A arctg =-=α A=(1.0~1.8)T mm ;B=(0.5~0.7)T mm4、底筋类制品(图2-4))100/1~150/1(2arctg HB A arctg =-=α A=(1.0~1.8)T mm ;B=(0.5~0.7)T mm5、凸台类制品(图2-5、表2-5))20/1~30/1(2'arctg HD D arctg =-=α 高凸台制品(H >30mm )的脱模斜度:型芯:)30/1~50/1(2'arctg Hd d arctg=-=α 型腔:)50/1~100/1(2'arctg H D D arctg =-=α 型芯的脱模斜度应大于型腔。

塑胶产品结构设计常识1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-15的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
塑胶产品结构设计12个要点(结构工程师必备知识)1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-1的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
塑料脱模斜度资料讲解塑料脱模斜度塑料制品与脱模斜度的关系中塑城商城 2011-08-19脱模斜度:为便于脱模,塑料制品壁在出模方向上应具有倾斜角度α,其值以度数表示。
脱模斜度确定要点(1) 制品精度要求越高,脱模斜度应越小。
(2) 尺寸大的制品,应采用较小的脱模斜度。
(3) 制品形状复杂不易脱模的,应选用较大的斜度。
(4) 制品收缩率大,斜度也应加大。
(5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6) 制品壁厚大,斜度也应大。
(7) 斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下脱模斜度。
可不受制品公差带的限制,高精度塑料制品的脱模斜度则应当在公差带内。
由表中可以看出,塑料硬脆、刚性大的,脱模斜度要求大。
具备以下条件的型芯,可采用较小的脱模斜度:(1) 顶出时制品刚度足够。
(2) 制品与模具钢材表面的摩擦系数较低。
(3) 型芯表面的粗糙度值小,抛光方向又与制品的脱模方向-致。
(4) 制品收缩量小,滑动摩擦力小。
塑料件结构设计——各种常用塑料件的脱模斜度推荐值发布日期:[10-01-16 09:50:25] 浏览人次:[434 ]各种常用塑料件的脱模斜度推荐值塑料件种类脱模斜度α热固性塑料压塑成型1°~1°30′热固性塑料注射成型20′~1°聚乙烯、聚丙烯、软聚氯乙烯30′~1°ABS、改性聚苯乙烯、尼龙、聚甲醛、氯化聚醚、聚苯醚40′~1°30′聚碳酸酯、聚砜、硬聚氯乙烯50′~1°30′透明聚苯乙烯、改性有机玻璃1°~2°塑料制品成型质量问题和原因分析中塑城商城 2011-08-19飞边1. 注模压力过大2. 合模不紧3. 模具分型面不干净4. 塑料温度过高5. 塑件在分型面上的投影面积超出机床允许范围6. 模板弯曲变形变形1. 冷却时间不足2. 模具温度过高或不匀3. 顶杆位置不合理4. 塑件厚度不匀气泡1. 原料中含有水份或其他易挥发物2. 塑料温度过高或受热时间过长3. 注射速度过快4. 注射压力太小6. 注射活塞退回太早7. 料筒内混入空气成型不足1. 加料量不足2. 注射速度过慢3. 注射压力太小4. 模具温度太低5. 料筒及喷嘴温度偏低6. 塑件在分型面上的投影面积过大7. 回料太多9. 模具排气不良10. 注射活塞退回太早11. 料筒喷嘴被杂物堵塞裂纹1. 退模斜度不够2. 模具温度太低3. 塑料冷却时间过长4. 顶出装置倾斜或不平衡5. 顶杆总截面太小6. 嵌件未预热或温度不够凹痕1. 塑件壁厚不匀或太厚2. 加料量不足3. 料筒温度过高4. 注射压力太小5. 注射速度过慢6. 浇注系统截面过小或浇口位置不合理7. 注射及保压时间太短表面波纹2. 注射速度过慢3. 注射压力太小4. 模具温度太低脱皮、分层1. 不同塑料混杂2. 同一塑料不同级别相混熔接痕1. 塑料温度太低2. 模具温度太低3. 注射速度过慢4. 注射压力太小5. 浇口太多6. 模具排气不良银丝、斑纹1. 原料含水量过高2. 塑料温度太高3. 注射压力太小4. 浇注系统截面过小5. 树脂中含有低挥发物黑点及条纹1. 塑料已分解2. 塑料碎屑卡在注射活塞与料筒之间3. 模具主浇道与喷嘴吻合不良4. 模具无排气孔真空泡1. 模具温度偏低2. 塑件壁厚过于不匀3. 注射时间太短冷块或僵块1. 温度太低,塑化不匀2. 混入杂质或不同品种级的塑料3. 喷嘴温度太低4. 没有冷料穴5. 塑件的重量接近设备的额定值6. 成型时间太短尺寸不稳定1. 设备的电气或液压系统不稳定2. 成型周期不一致3. 浇口截面过小4. 加料量不匀5. 塑件冷却时间太短6. 工艺参数(温度、压力、时间)不稳定7. 塑料颗粒大小不一8. 回料与新料混合比例不匀强度下降1. 塑料分解或降聚2. 成型温度太低3. 塑料回用次数太多4. 塑料含水量大5. 塑料混入杂质6. 模具温度太低塑料制品中加强筋的形状尺寸及其作用1.加强筋的作用(1) 在不加大制品壁厚的条件下,增强制品的强度和刚性,以节约塑料用量,减轻重量,降低成本。
塑料件的结构设计之一塑料件的脱模斜度脱模斜度指塑料件在出模方向具有一定的倾斜角度,使塑料件轻松脱模。
脱模斜度是满足模具正常出模的必要条件,在塑料件产品设计时,外观还是内部的结构都必须有脱模斜度。
脱模斜度与产品外观、材料、外形尺寸、功能等相关,设计时脱模斜度需要考虑一下几个方面。
1)、产品外观要求高,脱模斜度要小。
2)、产品精度要求高,脱模斜度要小。
3)、产品外形尺寸大,脱模斜度要小。
4)、塑料材料含有润滑剂,脱模斜度要小。
5)、产品外表面光亮,脱模斜度适度要小。
6)、产品外形粗糙,脱模斜度需加大。
7)、产品外形结构复杂,脱模斜度需加大。
8)、注塑流动性差或者增强的塑料,脱模斜度需加大。
9)、产品料厚大,脱模斜度需加大。
10)、收缩率大的塑料硬选用较大的脱模斜度。
11)、透明件塑料脱模斜度需要适当的加大。
脱模斜度与塑胶材料的关系如表1-1。
提示:塑胶产品应防止在出模时外观面拉伤,无论采用哪种材料,外观面的脱模斜度不要小于3°。
脱模斜度的大小非常重要,脱模斜度的方向同样也必须确定,否则无法出模。
具体的确定方法有以下几个。
1)、产品外观外形以大端为基准,斜度采用减胶拔模方式向小端取得,如图2-1。
图2-1 外形脱模斜度方向的确定2)、内孔以小端直径为基准,斜度采用减胶拔模的方式向扩大方向取得,如图2-2。
图2-2 内孔脱模斜度方向的确定3)、筋位以大端为基准,斜度采用减胶拔模方式向小端取得,如图2-3。
图2-3 筋位脱模斜度方向的确定4)、比较特殊情况为了保证均匀料厚和模具顺利出模,一侧减胶拔模,另一侧加胶拔模,如图2-4。
图2-4 特殊情况脱模斜度方向的确定。
塑胶产品结构设计常识1.胶厚(胶位):塑胶产品的胶厚(整体外壳)通常在0.80-3.00左右,太厚容易缩水和产生汽泡,太薄难走满胶,大型的产品胶厚取厚一点,小的产品取薄一点,一般产品取1.0-2.0为多。
而且胶位要尽可能的均匀,在不得已的情况下,局部地方可适当的厚一点或薄一点,但需渐变不可突变,要以不缩水和能走满胶为原则,一般塑料胶厚小于0.3时就很难走胶,但软胶类和橡胶在0.2-0.3的胶厚时也能走满胶。
2.加强筋(骨位):塑胶产品大部分都有加强筋,因加强筋在不增加产品整体胶厚的情况下可以大大增加其整体强度,对大型和受力的产品尤其有用,同时还能防止产品变形。
加强筋的厚度通常取整体胶厚的0.5-0.7倍,如大于0.7倍则容易缩水。
加强筋的高度较大时则要做0.5-15的斜度(因其出模阻力大),高度较矮时可不做斜度。
3.脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。
出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。
产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。
通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
4.圆角(R角):塑胶产品除特殊要求指定要锐边的地方外,在棱边处通常都要做圆角,以便减小应力集中、利于塑胶的流动和容易脱模。
最小R通常大于0.3,因太小的R模具上很难做到。
5.孔:从利于模具加工方面的角度考虑,孔最好做成形状规则简单的圆孔,尽可能不要做成复杂的异型孔,孔径不宜太小,孔深与孔径比不宜太大,因细而长的模具型心容易断、变形。
孔与产品外边缘的距离最好要大于1.5倍孔径,孔与孔之间的距离最好要大于2倍的孔径,以便产品有必要的强度。
与模具开模方向平行的孔在模具上通常上是用型心(可镶、可延伸留)或碰穿、插穿成型,与模具开模方向不平行的孔通常要做行位或斜顶,在不影响产品使用和装配的前提下,产品侧壁的孔在可能的情况下也应尽量做成能用碰穿、插穿成型的孔。
脱模斜度搞不好,模具再好也脱不掉!拔模斜度(也就是脱模斜度),是为了方便出模而在模膛两侧设计的斜度。
脱模斜度的取向要根据塑件的内外型尺寸而定。
塑件脱模斜度的大小,与塑件的性质、收缩率、摩擦因数、塑件壁厚和几何形状有关。
硬质塑料比软质塑料脱模斜度大;形状较复杂或成型孔较多的塑件取较大的脱模斜度;塑件高度较大、孔较深,则取较小的脱模斜度;壁厚增加、内孔包紧型芯的力大,脱模斜度也应取大些。
有时,为了在开模时让塑件留在凹模内或型芯上,而有意将该边斜度减小或将斜边放大。
脱模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。
此外,成型的方式,壁厚和塑料的选择也在考虑之列。
一般来讲,对模塑产品的任何一个侧壁,都需有一定量的脱模斜度,以便产品从模具中取出。
脱模斜度的大小可在0.2°至数度间变化,视周围条件而定,一般以0.5°至1°间比较理想。
具体选择脱模斜度时应注意以下几点:a. 取斜度的方向,一般内孔以小端为准,符合图样,斜度由扩大方向取得,外形以大端为准,符合图样,斜度由缩小方向取得。
如下图。
b. 凡塑件精度要求高的,应选用较小的脱模斜度。
c. 凡较高、较大的尺寸,应选用较小的脱模斜度。
d. 塑件的收缩率大的,应选用较大的斜度值。
e. 塑件壁厚较厚时,会使成型收缩增大,脱模斜度应采用较大的数值。
f. 一般情况下,脱模斜度不包括在塑件公差范围内。
g. 透明件脱模斜度应加大,以免引起划伤。
一般情况下,PS料脱模斜度应大于3°,ABS及PC料脱模斜度应大于2°。
h. 带革纹、喷砂等外观处理的塑件侧壁应加3°~5°的脱模斜度,视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。
咬花深度越深,脱模斜度应越大.推荐值为1°+H/0.0254°(H为咬花深度).如121的纹路脱模斜度一般取3°,122的纹路脱模斜度一般取5°。
塑料制品与脱模斜度的关系中塑城商城2011-08-19脱模斜度:为便于脱模,塑料制品壁在出模方向上应具有倾斜角度a其值以度数表示。
脱模斜度确定要点(1)制品精度要求越高,脱模斜度应越小。
(2)尺寸大的制品,应采用较小的脱模斜度。
(3)制品形状复杂不易脱模的,应选用较大的斜度。
(4)制品收缩率大,斜度也应加大。
(5)增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。
(6)制品壁厚大,斜度也应大。
(7)斜度的方向。
内孔以小端为准,满足图样尺寸要求,斜度向扩大方向取得;外形则以大端为准,满足图样要求,斜度向偏小方向取得。
一般情况下脱模斜度。
可不受制品公差带的限制,高精度塑料制品的脱模斜度则应当在公差带内由表中可以看出,塑料硬脆、刚性大的,脱模斜度要求大。
具备以下条件的型芯,可采用较小的脱模斜度:(1)顶出时制品刚度足够。
(2)制品与模具钢材表面的摩擦系数较低。
(3)型芯表面的粗糙度值小,抛光方向又与制品的脱模方向-致(4)制品收缩量小,滑动摩擦力小。
塑料件结构设计一一各种常用塑料件的脱模斜度推荐值发布日期:[10-01-16 09:50:25]浏览人次:[434 ]各种常用塑料件的脱模斜度推荐值塑料制品成型质量问题和原因分析中塑城商城2011-08-19飞边1.注模压力过大2.合模不紧3.模具分型面不干净4.塑料温度过高5.塑件在分型面上的投影面积超出机床允许范围6•模板弯曲变形变形1.冷却时间不足2.模具温度过高或不匀3.顶杆位置不合理4.塑件厚度不匀气泡1.原料中含有水份或其他易挥发物2.塑料温度过高或受热时间过长3.注射速度过快4.注射压力太小5•模具温度太低6.注射活塞退回太早7.料筒内混入空气成型不足1.加料量不足2.注射速度过慢3.注射压力太小4.模具温度太低5.料筒及喷嘴温度偏低6.塑件在分型面上的投影面积过大7.回料太多8.浇注系统截面积小9.模具排气不良10.注射活塞退回太早11.料筒喷嘴被杂物堵塞裂纹1.退模斜度不够2.模具温度太低3.塑料冷却时间过长4.顶出装置倾斜或不平衡5.顶杆总截面太小6.嵌件未预热或温度不够凹痕1.塑件壁厚不匀或太厚2.加料量不足3.料筒温度过高4.注射压力太小5.注射速度过慢6.浇注系统截面过小或浇口位置不合理7.注射及保压时间太短表面波纹1.料筒温度太低2.注射速度过慢3.注射压力太小4.模具温度太低5.浇注系统截面过小脱皮、分层1.不同塑料混杂2.同一塑料不同级别相混熔接痕1.塑料温度太低2.模具温度太低3.注射速度过慢4.注射压力太小5.浇口太多6.模具排气不良银丝、斑纹1.原料含水量过高2.塑料温度太高3.注射压力太小4.浇注系统截面过小5.树脂中含有低挥发物黑点及条纹1.塑料已分解2.塑料碎屑卡在注射活塞与料筒之间3.模具主浇道与喷嘴吻合不良4.模具无排气孔真空泡1.模具温度偏低2.塑件壁厚过于不匀3.注射时间太短冷块或僵块1.温度太低,塑化不匀2.混入杂质或不同品种级的塑料3.喷嘴温度太低4.没有冷料穴5.塑件的重量接近设备的额定值6.成型时间太短尺寸不稳定1.设备的电气或液压系统不稳定2.成型周期不一致3.浇口截面过小4.加料量不匀5.塑件冷却时间太短6.工艺参数(温度、压力、时间)不稳定7.塑料颗粒大小不一8.回料与新料混合比例不匀强度下降1.塑料分解或降聚2.成型温度太低3.塑料回用次数太多4.塑料含水量大5.塑料混入杂质6.模具温度太低塑料制品中加强筋的形状尺寸及其作用1.加强筋的作用(1)在不加大制品壁厚的条件下,增强制品的强度和刚性,以节约塑料用量, 减轻重量,降低成本。