零线、公差带和公差带图
- 格式:ppt
- 大小:476.50 KB
- 文档页数:35

第四章公差及互换性4.1互换性原理1)互换性的概念实例(1)互换性的含义互换性是指按照同一规格制造的零件或部件,不经选择或辅助加工,任取其一,装配后就能满足预定的使用性能的性质。
(2)互换性的种类根据互换程度的不同,互换性可以分为以下两类。
完全互换又称绝对互换,即完全达到了上述互换性的要求。
即当零、部件在装配或更换时,事先不必挑选,装配时也无须进行修配就能装配在机器上,并能完全满足预定的使用性要求。
不完全互换又称有限互换,即装配时需要选择、分组或调整。
如,当对零件的精度要求很高时,为了便于制造,常在制造时把零件的公差适当放大,在装配前先根据零件的实际尺寸分组,然后按组进行装配,以保证预先规定的使用性能要求。
零件只能在本组内进行互换,这就属于不完全互换。
不完全互换也是保证产品使用性能的重要手段,是完全互换的必要补充。
对标准的部件,互换性还可分为内互换与外互换:组成标准部件的零件的互换称内互换,标准部件与其他部件的互换称外互换。
2)互换性的作用互换原则是现代化生产所必须遵循的基本原则之一。
应用互换性原则已成为提高生产水平和促进技术进步的强有力的手段。
(1) 简化设计工作:在设计上,采用具有互换性的标准零件和标准部件,将简化设计工作量,缩短设计周期,且便于应用计算机进行辅助设计。
(2) 缩短装配周期:在生产上,按互换性原则进行加工,各个零件可以同时分别加工,便于实现专业化、自动化生产。
由于工件单一,易于保证加工质量。
装配时,由于零、部件具有互换性,使装配过程能够连续而顺利地进行,从而大大缩短了装配周期。
(3) 缩短修理时间:在使用和修理上,具有互换性的备用零件和部件可以简单而迅速地替换磨损的或损坏的零、部件,这将缩短修理时间,节约修理费用,保证机器工作的连续性。
这一点尤其对重要设备和军用品的修复更具有重大意义。
(4) 简化管理:在管理上,使管理更简化、更科学,产品质量也更容易保证。
(5) 降低生产成本:在经济上,它缩小了生产规模,减少了不必要的厂房、设备、设施和相应的管理、技术、操作人员,这些都将大大降低生产的成本。



一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来方便,也为机器的现代化大生产提供了可性。
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
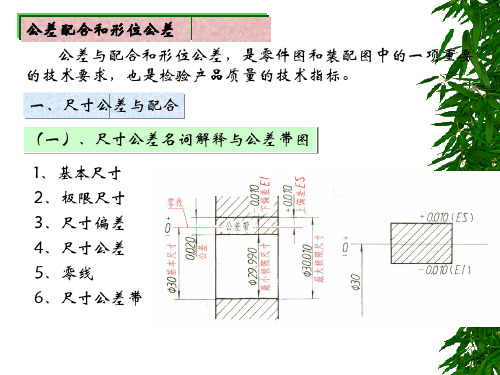
1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差=最大极限尺寸—基本尺寸下偏差=最小极限尺寸—基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差=最大极限尺寸—最小极限尺寸=上偏差—下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图1a所示的孔径:基本尺寸=Ø30最大极限尺寸=Ø30.010最小极限尺寸= Ø29.990上偏差ES=最大极限尺寸—基本尺寸=30.010-30=+0。
010下偏差EI=最小极限尺寸—基本尺寸=29.990-30=-0.010公差=最大极限尺寸—最小极限尺寸=3。
010-29.990=0.020=E S-EI=+0.010-(-0.010)=0。
020如果实际尺寸在Ø30.010与Ø29.990这间,即为合格。
§14.4 零件图上的技术要求
第6\11页
(8) 基本偏差
用以确定公差带相对于零线位置的上偏差或下偏差。
一般是指靠近零线的那个极限偏差。
如图 14-23 所示,孔和轴各有 28 个。
代号用拉丁字母表示,大写代表孔,小写代表轴。
从图中可以看出,对于孔从 A ~ H ,基本偏差为下偏差,从 J ~ ZC 为上偏差。
孔 H 的下偏差为零。
对于轴从 a ~ h 上偏差, j ~ zc 下偏差, h 的上偏差为零。
孔 JS 和轴 js 的公差带对称地分布地零线和上下两端,因此其基本偏差为上偏差(+ IT/2 )或下偏差(- IT/2 )。
基本偏差系列图是表示公差带的位置,封口端的数值是定值,其大小可由附录五查表得出。
开口的一端数值由标准公差等级确定。
根据尺寸公差的计算公式:
图 14-23 基本偏差系列
孔的另一偏差(上偏差或下偏差): ES=EI+IT 或 EI=ES-IT
轴的另一偏差(上偏差或下偏差): es=ei+IT 或 ei=es-IT (9) 孔的轴的公差带代号
孔的轴的公差带代号由基本偏差代号与公差等级代号组成。
例如:
第4/7
课 (1,2,3,4,5,6,7)
第6\11页。