第11章-作业排序(生产时间组织).
- 格式:ppt
- 大小:468.50 KB
- 文档页数:35

《生产与运作管理》是高等教育自学考试工商管理专业的必修课之一,是为培养和检验自学应考者的生产与运作管理基本知识和基本技能而设置的一门基础性课程。
《生产与运作管理》设置目的是,生产与运作管理是企业管理的基本职能之一,生产与运作管理是企业管理的基本职能之一,生产与运作管理绩效的好坏对于企业有非常重要的意义。
这主要体现在:第一,在一个企业内的各项活动中,生产与运作活动是其创造价值、服务社会和获取利润的主要环节。
第二,在绝大多数的企业组织中,生产与运作职能往往占用了组织的绝大部分财力、设备和人力资源,因此,生产与运作管理绩效的好坏对一个组织资源的有效使用率,从而对其经济效益具有至为关键的影响。
正因如此,生产与运作管理在企业经营中,具有至关重要的地位和作用。
特别是近二、三十年,现代企业的生产经营规模不断扩大,产品本身的技术和知识密集程度不断提高,产品的生产过程和服务运作过程日益复杂,市场需求日益多样化、多变化,世界范围内的竞争日益激烈,这些因素使生产与运作管理本身也在不断地变化。
再加上近十年来信息技术和网络技术突飞猛进的发展,更为生产与运作管理增添了新的有力手段,使其内容更加丰富,范围更加扩大,体系更加完整。
因此,生产与运作管理是现代工商管理学科中最活跃的一个分支,是近年来新思想、新理论大量涌现的一个分支。
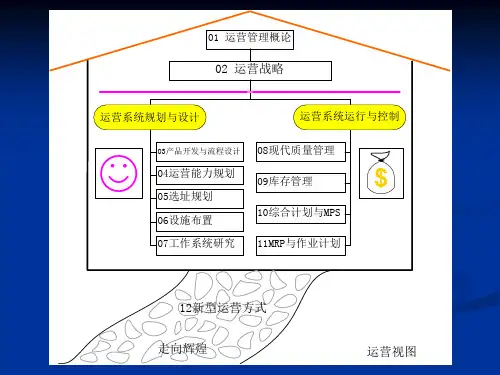
本书系统地介绍了生产与运作管理的理论与方法,较全面地反映了这一学科的新进展,并采用了一种全新的体系,其特点是,从以下三个层次的决策问题展开:生产运作战略决策、生产运作系统设计决策以及生产运作系统运行决策。
最后还介绍了一些新型的生产经营管理模式。
Ⅱ、课程的考核的知识点和考核要求第一章绪论一、考核知识点(一)生产与运作管理的基本概念(二)生产与运作管理的范围与内容(三)生产与运作管理的作用与意义(四)生产与运作管理的新特征二、考核要点(一)生产与运作管理的基本概念1、识记:(1)生产与运作活动;(2)运作过程;(3)生产运作系统。
制造业作业排序1作业排序基本理论1.1作业排序问题的基本概念作业排序是指合理安排生产运作的各项活动作业、生产运作资源使用、生产运作设施配置的时间表等。
在生产车间就是具体地确定每台设备、每个人员每天的工作任务和工件在每台设备上的加工顺序。
作业排序要解决先加工哪个工件后加工哪个工件的加工顺序问题,还要解决同一设备上不同工件的加工顺序问题。
在生产运作中,作业排序的周期由作业时间、作业等待时间、设备调整时间、运输时间、检验测试时间、库存时间等构成,而只有作业时间才是真正形成企业利润的时间,调查研究表明,作业时间往往只占生产运作周期的5%左右,而生产运作周期的95%却被准备工作时间所占用,尤其是作业等待时间、设备调整时间、库存时间等,因此企业的效率主要取决于企业的作业排序的合理性。
1.2作业排序的分类随着近些年经济的发展,科学技术在各行业的不断渗透和应用,尤其是信息技术的应用,更给所面临的环境和经营生产方式带来了空前的变化,人们的思维也在逐渐跳出原有的框架,对作业排序的研究已突破了原来只有在传统制造业上才有的思路,并不断拓宽应用到了非制造行业上来,也就形成了制造业领域和服务业领域的两大作业排序分类方法。
对应这两种领域又形成两种基本作业排序:劳动力作业排序和生产作业排序。
劳动力作业排序主要是确定人员何时工作,而生产作业排序则将不同工件安排到不同设备上,或安排不同的人做不同的工作。
这两种作业排序在实际工作中并非毫无关联,而往往是相互融合渗透,在同一工作中有时两种作业排序问题都存在,它们共同起作用,即在生产中既有产品排序同时又伴有人员排序问题。
2制造业的作业排序在生产运作的过程中,人们最早关注生产作业排序主要是从制造业上来考虑。
在人类社会长期发展过程中,制造业的发展对社会的影响非常大,而据此总结出来的一些理论也就更多的是对制造业的总结和归纳。
随着社会的发展,这部分理论也就更加拓宽到了其他各行各业,在各行业的具体生产作业排序中都在发挥着巨大作用。