10KV高压电缆中间接头制作详细过程
- 格式:doc
- 大小:1.99 MB
- 文档页数:11
电缆头为JSY10/70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
作业指导书————10KV电缆中间接头制作流程★中间接头制作前注意事项:1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接头的电缆完好,绝缘正常2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。
3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力.4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书,以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度(冷缩管)进行制作中间接头制作过程1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。
3,铅笔头特写(有特殊要求的可以不做铅笔头)铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
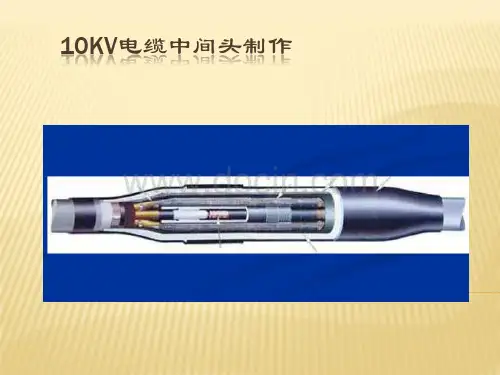
10KV电缆中间接头制作在电力传输和分配过程中,电缆是一个重要的组成部分。
对于电缆的连接和维护,中间接头是不可或缺的组成部分。
本文将介绍如何制作10KV电缆的中间接头。
材料准备•电缆:需要与10KV电缆相同类型的电缆•接头套管:接头套管长度应与悬空长度相等•装压套:套管压缩后所需•绞线:连接电缆的绞线需要与电缆相同材料和截面积•绝缘套管:用于覆盖绞线•接地线:长度应适合实际要求,电阻应符合要求制作步骤1.确定需要连接的电缆长度和连接方式,将连接准备好。
2.根据电缆直径选择相应的接头套管和装压套。
3.在接头套管内底部壁上钻一个适当大小的孔,用于接地线的穿透。
4.接通电缆端部的绞线,按照绞线的截面积和连接方式绞线。
5.绞线完成后,用绞线的截面积覆盖绝缘套管,并用绝缘胶带把绝缘套管包覆,以提高绝缘强度并加强整个接头的保护。
6.取下电缆绝缘层并根据实际需要清洗电缆。
7.将接地线穿过接头套管内底部的孔,与电缆接合,用绞线和绝缘套管把其覆盖。
8.将装压套嵌入接头套管中,将绞线连接部分移到套管内,并用装压套组装。
9.接地线焊接到接头套管壁上。
10.检查接头连通性,并进行绝缘测试。
安全提示•制作接头时必须按照正确的工作流程执行,不得省略任何步骤,否则可能会导致电缆事故。
•制作接头要遵循安全原则,必须戴好绝缘手套,避免直接接触裸露电线。
•操作结束后,接头必须进行全方位的检测,确保接头表面干净、整洁及电缆连接无误。
制作10KV电缆中间接头需要匹配各种材料和设备并按照正确顺序进行操作。
在操作过程中,必须遵循正确的安全和操作规范,确保接头的可靠性和稳定性。
10kV电缆热缩中间接头制作作业1、确认电缆。
2、摇测电缆绝缘及放电。
3、锯开需要作接头处电缆并搭接(新电缆接续时,绝缘电阻测试合格后可直接搭接)。
4、电缆或剥去护套及钢铠;剥内护层、清除绝缘体表面半导电物质。
4、缠绕应力疏散胶,套入固定应力管,搭接铜屏蔽层。
5、芯线接续处理,削绝缘体成锥体(俗称削“铅笔头”);两端套入各种护套、管6、压接接续管并填充。
7、清洁绝缘表面,加热固定内绝缘管、外绝缘管套。
8、包绕密封胶、加热固定半导体管。
9、焊接铜屏蔽网,扎紧三相线芯。
10、加热固定内护套管。
11、焊接地线,加热固定外护套。
12、试验。
13、填埋中间接头,恢复现场,高压核相。
1、同一段电缆的厂家、型号是相同的,并且米标沿电缆连续,根据这三个要素,将要做接头的电缆和已停电电缆能确认的一端核对,必须确保三个要素全能吻合方可进行作业。
2、电缆绝缘电阻测试合格后,对摇测的电缆充分放电;3、电缆拉直平放并重叠200-300mm,在重叠中心处将电缆锯开;两端对正,在两端电缆上镀锌钢管。
3、按照一定长度剥去电缆外护层(长端890mm,短端490mm),在距外护层断口约30mm处的铠装上,缠绕绑扎线固定后,剥除其余钢带。
保留20mm内护层,其余剥去。
切除填充物。
两端芯线各量300mm,切铜屏蔽带,断口用自粘带固定;保留200mm半导体层,其余剥除。
清除绝缘体表面半导电物质。
4、将应力疏散胶拉薄,绕在半导体层和绝缘层交界处,各搭接5-10mm并填平。
用硅脂膏涂抹绝缘层表面,去掉铜屏蔽层上自粘带。
在两条电缆的套入应力管搭接铜屏蔽层20mm,加热固定。
5、在芯线端部切除绝缘体,切除长度为电缆连接管长度的二分之一加5mm。
并将绝缘体削成30mm长的锥体。
剥切长度较长一端套入内、外护套管,各相线芯分别依次套入铜网、半导体管、内绝缘管、外绝缘管。
同时在短的一端也套上内、外护套管。
6、导线上套上连接管,通过色相带确认相位正确后,每端连接管各压____次,用锉刀及砂布打表面压痕。
10KV高压电缆中间头制作过程制作10KV高压电缆中间头的过程包括以下几个步骤:1.材料准备:准备主要材料,包括绝缘套管、电缆接头、接头套管、绝缘子、半导体材料、绝缘接地支架等。
确保材料的质量和完整性。
2.高压电缆准备:首先需要将两根高压电缆的外绝缘层、绝缘层和半导体层剥离,露出裸露的金属导体。
然后根据电缆接头尺寸,截取合适长度的电缆。
3.清洁处理:清洁电缆的裸露导体和绝缘层,确保其表面无杂质、油污和水分。
使用清洁剂或洗涤剂擦拭电缆表面,以提高接头的粘接性能。
4.安装电缆接头:将电缆接头插入电缆末端,将导体与接头的导体连接器相连接。
通过拧紧螺母,确保导体与接头的良好接触。
然后将半导体材料缠绕在导体和接头之间,提高电缆的绝缘性能。
5.安装绝缘子和接头套管:将绝缘子插入接头的绝缘子插槽中,使其与电缆的绝缘层完全贴合。
然后将接头套管套在接头上方,保护绝缘子和接头不受机械损伤。
6.安装绝缘接地支架:将绝缘接地支架安装在电缆的绝缘层上方。
绝缘接地支架可以提供绝缘子的电气接地保护,减少电缆绝缘层外部的电磁干扰。
7.绝缘填充:在接头套管内填充绝缘填充物,以提高电缆连接处的绝缘性能。
绝缘填充物可以填充空隙,防止水分和气体进入电缆接头。
8.密封防护:用绝缘套管将整个接头密封起来,以保护接头免受机械和环境的损害。
绝缘套管可以使用热缩管或绝缘胶带等材料。
9.检测和测试:对制作好的10KV高压电缆中间头进行检测和测试。
通过高压测试、绝缘电阻测试和局部放电测试等方式,确保电缆连接处的安全性和可靠性。
10.安装完成:经过检测和测试合格后,将制作好的10KV高压电缆中间头安装在需要连接的两根电缆的连接处。
通过紧固螺母,确保连接牢固。
以上就是10KV高压电缆中间头的制作过程。
制作过程需要严格遵循工艺要求和操作规程,以确保制作出质量可靠的电缆中间头。
制作时还需要采取相应的安全措施,确保人身安全。
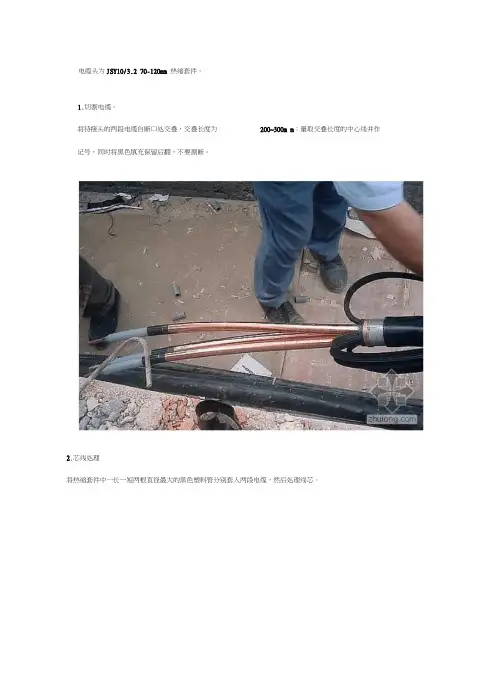
电缆头为JSY10/3.2 70-120mm 热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300m m;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
n2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层一一用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层 黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电*Ji*•乱stJ? V.二 hjlorg com食f :丄工血芒' ;•.炸科严建% ■ -. . ■ 二、牡. 、 '::)- 舞世盘・』2广1以匚cim9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩, 层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上, 向两端加热收缩。
用配套清洁剂清洁整个芯线的绝缘在该管两管口部位包绕热熔胶,然后从中间[zFniong.corri 12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
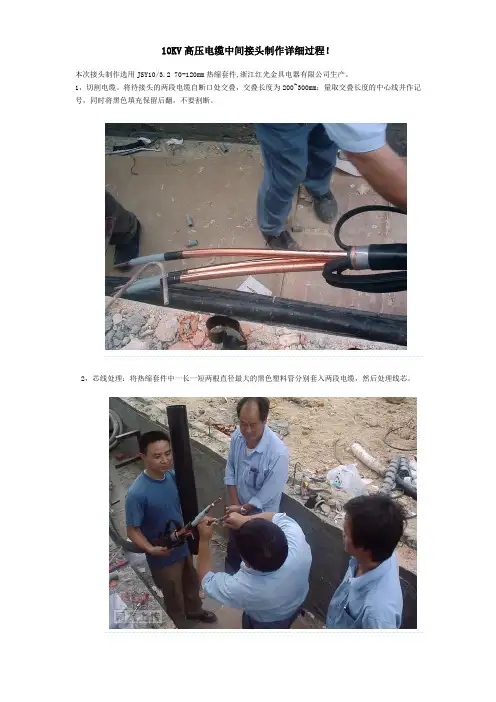
10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
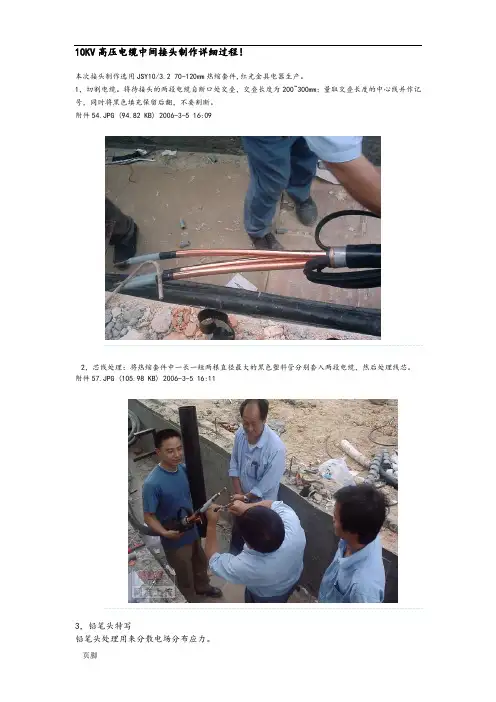
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。

10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,红光金具电器生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
附件54.JPG (94.82 KB) 2006-3-5 16:092,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
附件57.JPG (105.98 KB) 2006-3-5 16:113,铅笔头特写铅笔头处理用来分散电场分布应力。
附件12.JPG (100.29 KB)2006-3-5 16:124,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)附件12.JPG (99.17 KB)2006-3-5 16:135,包缠应力疏散胶并套入应力控制管(图中黑色短管)附件51.JPG (98.96 KB)2006-3-5 16:146,烘烤应力控制管右侧为烘好的应力管附件00.JPG (107.69 KB)2006-3-5 16:177,在长端尾部套入屏蔽铜网。
附件21.JPG (101.16 KB)2006-3-5 16:188,在长端依次套入绝缘材料,短端套入半导电管;在长端按图所示,依次套入(1,层红色绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色半导电管附件06.JPG (103.77 KB)2006-3-5 16:209,压接芯线;注意压接质量(该压接钳为德国进口,全自动)附件18.JPG (106.29 KB)2006-3-5 16:2010,打磨压接头(打磨为了消除尖端放电)附件30.JPG (103.53 KB)2006-3-5 16:2211,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10KV热缩高压电缆中间接头制作过程制作10KV热缩高压电缆中间接头主要包括以下步骤:准备工作、剥皮、铜导体清洁、电缆接头组装、压接端子、热缩套管安装和缩管热处理。
下面是详细的制作过程:一、准备工作1.首先,准备好所需的工具和材料,包括热缩套管、压接端子、热缩套管导线头等。
2.确认将要制作的中间接头的电缆型号、规格和长度等信息。
3.将电缆的两段准备齐全,并清洁工作台和相关设备。
二、剥皮1.在电缆上用电缆剥皮刀沿着长度方向进行切割,一定要保证剥皮刀切割的深度与电缆剥皮刀上的标记处于同一水平位置。
2.切割后,将电缆表皮剥离,直至电缆的绝缘层裸露出来。
3.注意避免过度剥离,以免损坏绝缘层。
三、铜导体清洁1.使用铜刷清洁铜导体,确保铜导体的表面光洁,无氧化物和油污。
2.用无尘布擦拭清洁过的铜导体,使其表面干燥。
四、电缆接头组装1.将剥离的电缆放入接头外套管中,确保电缆的长度与接头外套管的长度一致。
2.准备两个接头套管,一个用于连接电缆的外层绝缘,另一个用于连接电缆的半导体层。
3.将接头套管和电缆一起插入接头内芯,注意使套管的一端与电缆接头齐平。
4.使用回转工具旋转接头套管以固定电缆在套管内,保证电缆与接头紧密连接。
五、压接端子1.对两端的铜导体分别压接接线端子,确保接线端子与铜导体之间无缝隙。
2.使用电线压接工具进行压接,并采取合适的压接强度,使端子牢固连接。
六、热缩套管安装1.将热缩套管从电缆的一端开始滑入,确保套管覆盖整个接头部分,并留出一定的余量。
2.将热缩套管均匀地按压到电缆上,使其与接头紧密连接。
七、缩管热处理1.使用热风枪或火焰枪对已安装好的热缩套管进行加热,使其缩小并与接头和电缆紧密结合。
2.均匀加热整个接头,确保热缩套管完全缩小,并观察套管表面是否平整,无皱褶和气泡。
完成以上步骤后,就成功制作出10KV热缩高压电缆中间接头。
在实际操作过程中,还要注意安全操作,避免触电和火灾等危险事故的发生。
10kV电缆冷缩中间接头制作作业
冷缩中间接头是用于连接10kV电缆的一种接头,其制作作业标准如下:
1. 材料准备:
- 10kV电缆中间接头套管
- 导电胶水
- 粘接带
- 清洁液
- 绝缘套管
- 导电套管
2. 工具准备:
- 电缆剥线刀
- 接地线
- 热风枪
- 螺丝刀
3. 工作步骤:
a. 清洁:使用清洁液彻底清洁电缆和接头的连接部分,确保表面干净无尘。
b. 剥线:使用电缆剥线刀拆除电缆绝缘层,露出金属导线。
c. 安装导电套管:将导电套管安装在电缆导线上,确保导电套管与导线紧密贴合。
d. 安装绝缘套管:将绝缘套管安装在导电套管上,确保绝缘套管覆盖导线和导电套管,形成绝缘层。
e. 导电胶水涂敷:在绝缘套管上涂敷一层导电胶水,确保导电胶水均匀覆盖整个绝缘套管表面。
f. 套管收缩:使用热风枪对接头套管进行加热,使套管缩紧并与绝缘套管紧密贴合。
g. 接地线连接:将接地线连接至接头的接地端口,确保接地线与接地端口紧密连接。
h. 固定接头:使用螺丝刀将接头固定在合适的位置,确保接头稳定固定。
4. 检测:
- 使用兆欧表对接头进行绝缘电阻测试,确保接头的绝缘电阻达到要求。
- 使用电压表对接头进行高压测试,确保接头能够承受10kV 的电压。
以上是10kV电缆冷缩中间接头制作作业的基本标准。
在实际作业中,还需要根据具体的电缆和接头型号,以及相关的技术规范和标准进行操作。
为了确保作业质量和安全,建议由经验丰富的专业人员进行操作,并按照相关的作业流程和质量控制程序。
10KV高压电缆中间接头制作详细过程
本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写
铅笔头处理用来分散电场分布应力。
4,清洁半导层
用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)
5,包缠应力疏散胶并套入应力控制管(图中黑色短管)
6,烘烤应力控制管
右侧为烘好的应力管
7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;
在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管
9,压接芯线;
注意压接质量(该压接钳为德国进口,全自动)
10,打磨压接头(打磨为了消除尖端放电)
11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;
将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)
13,烘烤内绝缘;
将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;
将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;
将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;
将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
17,绑扎,整形;
将原来切割电缆时翻起的填充物(见图1)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
18,绑扎,整形2
有条件可在白纱带外再包绕一层高压热缩带,增加密封绝缘度,无条件不包也可。
19,焊接地线;
用附带的编织铜线将接头两端的保护钢铠联结(焊接)起来。
20,烘烤外护层;
将一端电缆中早已套入的长外护套管移到超过压接管位置时开始热缩。
21,烘烤外护层2;
将另一端电缆中早已套入的短外护套管移到超过压接管位置,套住先收缩的长外护套管
100mm时开始热缩。
22,完成;
用黑胶布在外护套交叠处做包缠封口处理,至此,电缆中间头制作结束!。