材料成型基础及热处理.ppt
- 格式:ppt
- 大小:6.76 MB
- 文档页数:73
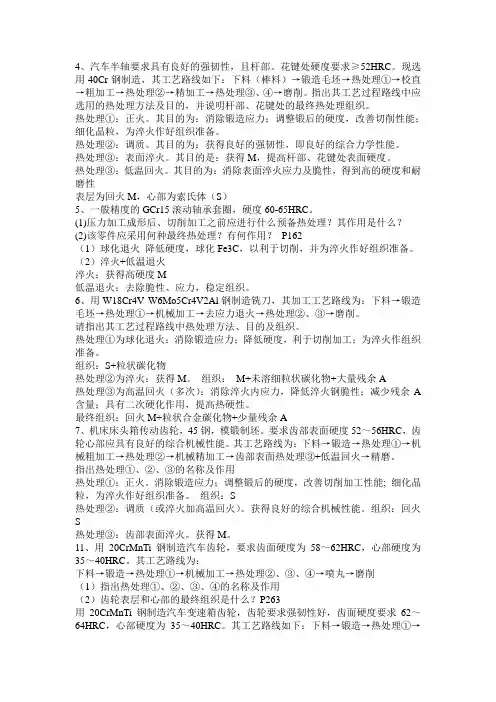
4、汽车半轴要求具有良好的强韧性,且杆部、花键处硬度要求≥52HRC。
现选用40Cr钢制造,其工艺路线如下:下料(棒料)→锻造毛坯→热处理①→校直→粗加工→热处理②→精加工→热处理③、④→磨削。
指出其工艺过程路线中应选用的热处理方法及目的,并说明杆部、花键处的最终热处理组织。
热处理①:正火。
其目的为:消除锻造应力;调整锻后的硬度,改善切削性能;细化晶粒,为淬火作好组织准备。
热处理②:调质。
其目的为:获得良好的强韧性,即良好的综合力学性能。
热处理③:表面淬火。
其目的是:获得M,提高杆部、花键处表面硬度。
热处理③:低温回火。
其目的为:消除表面淬火应力及脆性,得到高的硬度和耐磨性表层为回火M,心部为索氏体(S)5、一般精度的GCr15滚动轴承套圈,硬度60-65HRC。
(1)压力加工成形后、切削加工之前应进行什么预备热处理?其作用是什么?(2)该零件应采用何种最终热处理?有何作用?P162(1)球化退火降低硬度,球化Fe3C,以利于切削,并为淬火作好组织准备。
(2)淬火+低温退火淬火:获得高硬度M低温退火:去除脆性、应力,稳定组织。
6、用W18Cr4V W6Mo5Cr4V2Al钢制造铣刀,其加工工艺路线为:下料→锻造毛坯→热处理①→机械加工→去应力退火→热处理②、③→磨削。
请指出其工艺过程路线中热处理方法、目的及组织。
热处理①为球化退火:消除锻造应力;降低硬度,利于切削加工;为淬火作组织准备。
组织:S+粒状碳化物热处理②为淬火:获得M。
组织:M+未溶细粒状碳化物+大量残余A热处理③为高温回火(多次):消除淬火内应力,降低淬火钢脆性;减少残余A 含量;具有二次硬化作用,提高热硬性。
最终组织:回火M+粒状合金碳化物+少量残余A7、机床床头箱传动齿轮,45钢,模锻制坯。
要求齿部表面硬度52~56HRC,齿轮心部应具有良好的综合机械性能。
其工艺路线为:下料→锻造→热处理①→机械粗加工→热处理②→机械精加工→齿部表面热处理③+低温回火→精磨。
材料成型技术基础材料成型技术基础材料成型技术是现代工业的核心技术之一,是将材料加工成所需形状、结构和性能的过程。
材料成型技术分为传统成型技术和先进成型技术两种。
前者包括热加工、冷加工、焊接等,后者则包括快速成型、激光加工、注塑成型等。
无论是哪种成型技术,都需要掌握材料成型技术基础知识才能熟练地操作和完成任务。
1.材料成型技术原理材料成型技术在原理上是通过施加压力,改变材料外观和性质。
采用不同的成型方法和工艺流程,可获得所需的形态和性能。
例如,金属冷加工依靠的是材料的塑性变形,而激光切割则是利用激光的高能量和热量来割断材料。
因此,不同成型技术的原理不同,工艺流程也不同。
2.材料成型技术分类材料成型技术主要可以分为常规材料成型技术和高级材料成型技术两类。
常规材料成型技术包括热加工、冷加工、铸造、焊接、切削等。
这些技术在工业生产中应用广泛,可以制造出各种形态的零部件和产品。
高级材料成型技术是在常规成型技术基础上,运用现代科技和工程技术发展起来的成型技术。
例如,金属材料的选择性激光烧结技术(SLS)、三维打印技术、激光切割技术和注塑成型技术等。
这些技术通常被用于制造高性能、高单价、高品质的工业产品。
3.常规材料成型技术热加工热加工技术是利用高温对材料进行塑性变形的加工方式。
通过热处理,可以使金属变得更加容易软化和延展。
热加工适合于制造大量的同样尺寸和形状的零件,例如轴、齿轮等机械元件。
冷加工冷加工技术是不需要高温处理的制造加工方法。
冷加工一般用于金属加工,由于没有热变形,冷加工一般具有更好的精度和表面光洁度。
冷加工应用广泛,例如冷拔、冷轧、冷环等。
铸造铸造是利用熔化的金属,将其注入模具中成型制品的加工方法。
铸造可以生产出各种不同尺寸和形状的零件,应用范围广泛,例如钢铁、铝合金、铜、铜合金等材料。
焊接焊接是将两个物体连接在一起的加工方式。
焊接广泛应用在车辆工业、建筑工业、航空航天工业等领域,例如电弧焊、气体保护焊、激光焊等技术。
工程材料及成型工艺基础
工程材料
1. 金属材料
金属材料是各种工程材料中使用最广泛的一类,其具有较高的强度和
韧性,良好的导电导热性能,以及良好的可加工性。
常见的金属材料
包括钢材、铝材、铜材和锌材等。
2. 非金属材料
非金属材料的应用范围也非常广泛,包括了塑料、陶瓷、橡胶、玻璃、复合材料等。
这类材料的主要特点是密度小,比强度高,电绝缘性能好,耐腐蚀能力强。
3. 复合材料
复合材料是由两种或两种以上的不同材料组合而成的材料,常见的包
括碳纤维复合材料、玻璃纤维复合材料等。
它具有较高的强度、韧性、耐腐蚀能力以及耐磨性,但价格较高。
成型工艺
1. 焊接
焊接是两个工件通过熔化,使两个工件之间形成稳定的结合方式。
常
见的焊接方法包括电弧焊、气体保护焊和激光焊等。
2. 铸造
铸造是将液态金属或合金注入到预制的模具中,冷却凝固形成所需形状的成型方法。
常见的铸造形式有砂型铸造、永久模铸造和压铸等。
3. 塑料加工
塑料加工是指将塑料在加热的状态下挤压、吹塑、注塑等方式在模具中成型。
常用的加工方法有挤出成型、挤压成型以及注塑成型等。
4. 机械加工
机械加工是指通过旋转或移动切削工具对工件进行切削、加工和成型的过程。
常见的机械加工方法包括车削、铣削和钻孔等。
5. 热处理
热处理是通过加热和冷却的方式改变金属材料的组织结构和性能,可以使金属材料具有更好的耐腐蚀性、韧性和强度。
常见的热处理方法包括淬火、退火和正火等。
材料成型及其热处理一、引言材料成型及其热处理是现代材料工艺中非常重要的一个环节。
材料成型是指将原材料经过一系列的加工工艺,经过一定形状和尺寸的加工成形。
而热处理是指通过控制材料的温度、时间和冷却速度等参数,来改善材料的组织结构和性能。
本文将从材料成型的基本原理、成型工艺、热处理的基本原理及热处理工艺等方面进行阐述。
二、材料成型的基本原理材料成型的基本原理是通过施加外力使材料发生塑性变形,从而获得所需形状和尺寸的工件。
在材料成型的过程中,材料必须经历加热、塑性变形和冷却等阶段。
材料成型的方式主要包括锻造、压铸、冷挤压、热挤压等。
不同的成型方式对最终工件的性能有很大的影响,因此在选择成型方式时需要根据材料的类型、形状和用途进行权衡。
三、材料成型的工艺1. 锻造锻造是一种将金属材料置于模具中,然后施加压力,使其发生塑性变形而获得所需形状和尺寸的工艺。
锻造可以分为冷锻、热锻和温锻等多种方式,可以根据材料的性质和形状来选择不同的锻造方式。
锻造工艺可以提高材料的密度和强度,同时也能改善其组织结构,提高其耐磨性和抗疲劳性。
2. 压铸压铸是一种将金属液态或半固态材料通过高压射入模具,然后在特定的压力和温度下冷却凝固,获得所需形状和尺寸的工艺。
压铸工艺可以制造各种复杂形状的铸件,同时还能保持较高的表面光洁度和尺寸精度。
3. 冷挤压冷挤压是一种将金属坯料置于挤压机中,并在常温下施加高压,使其发生塑性变形而获得所需形状和尺寸的工艺。
冷挤压工艺可以制造高精度、高强度的金属零部件,同时还能提高材料的耐磨性和疲劳寿命。
4. 热挤压热挤压是一种将金属坯料置于加热的挤压机中,然后施加一定的压力使其发生塑性变形而获得所需形状和尺寸的工艺。
热挤压工艺可以降低材料的变形阻力,提高成形精度和表面质量,同时还能改善材料的组织结构和性能。
四、热处理的基本原理热处理是指通过控制材料的温度、时间和冷却速度等参数,来改善材料的组织结构和性能的工艺。