控制阀特殊工况十大解决方案
- 格式:ppt
- 大小:10.76 MB
- 文档页数:61
更改阀门优化系统方案一、背景介绍在工业生产中,阀门的作用非常重要,它能够控制和调节流体的流量、压力和方向。
然而,传统的阀门系统存在一些问题,例如阀门的控制方式不够灵活、操作复杂,系统响应速度不够快等。
为了解决这些问题,我们提出了更改阀门优化系统方案。
二、方案目标我们的目标是通过更改阀门优化系统方案,提高阀门的控制灵活性、操作简便性和系统的响应速度,从而达到提高生产效率、减少能源消耗等效果。
三、方案内容1.引入智能阀门控制系统为了提高阀门的控制灵活性和操作简便性,我们将引入智能阀门控制系统。
该系统采用先进的传感器和控制技术,能够实时监测、控制和调节阀门的状态和工作参数。
通过智能阀门控制系统,可以实现以下功能: - 实时监测阀门的开度、流体流量和压力等参数; - 通过远程控制方式,实现对阀门的开关和调节; - 根据预设的工艺参数,自动调整阀门的开度和流体流量,以达到最佳工作状态。
2.优化阀门控制算法为了提高系统的响应速度和动态性能,我们将优化阀门控制算法。
传统的PID控制算法存在响应速度慢、调节精度不高等问题。
通过引入先进的控制算法,例如模糊控制、神经网络控制等,可以实现以下效果: - 提高系统的响应速度,减小阀门的响应时间; - 提高控制精度,使阀门的开度更加准确和稳定; - 针对不同工况场景,自适应调整控制参数,实现最佳的阀门控制效果。
3.优化阀门结构设计为了进一步提高阀门的控制灵活性和响应速度,我们还将优化阀门的结构设计。
通过改进阀门的内部结构和材料选择,可以实现以下效果: - 减小阀门的内部流通阻力,提高流体的流通效率; - 优化阀门的密封结构,减少泄漏和漏气的问题; -采用轻量化材料,降低阀门的质量,提高系统的动态响应性能。
四、实施方案1.方案实施步骤•第一步:调研并选择合适的智能阀门控制系统供应商;•第二步:与供应商合作开发定制化的智能阀门控制系统;•第三步:设计并实施阀门控制算法的优化方案;•第四步:改进阀门的结构设计,并进行试制和测试验证;•第五步:将优化后的阀门优化系统方案推广应用于生产实践中。
目录摘要 (2)第1章设计意义及目标 (3)1.1设计意义 (3)1.2设计目标 (3)第2章 120控制阀组成及作用原理的介绍 (4)2.1 120控制阀的组成 (4)2.2 120控制阀的作用原理 (8)第3章 120控制阀常见故障的判断与排除 (15)3.1漏泄试验中常见故障的判断 (15)3.2主阀各项性能及通量试验时的故障判断 (15)3.3半自动缓解阀常见故障判断 (16)3.4紧急阀常见故障判断 (17)第4章常见故障的分析及处理方法 (19)4.1 充气时主阀排风口大排风 (19)4.2 不制动或制动灵敏度差 (19)4.3 制动后不缓解或缓解过慢 (19)4.4 制动后保压时发生再制动 (20)4.5 制动后保压时自然缓解 (20)4.6 紧急制动不灵敏或不起紧急制动作用 (20)4.7 常用起紧急制动 (21)4.8 无加速缓解作用 (21)参考文献 (22)致谢 (23)120型控制阀故障分析与处理方法摘要为了适应铁路快速增长的客、货运量的要求,从1997年起,铁道部先后进行了6次大提速。
随着铁路货车提速、重载的需求,安全问题日益突出。
.制动系统作为列车运行中安全保障的最有效装备之一,其技术的发展有着非常重要的意义,而制动系统的核心部件就是控制阀,控制阀性能对列车的行车安全起着决定性的作用。
我国铁路货车控制阀的主型产品是120型空气控制阀,本次毕业设计对120控制阀的结构以及作用原理进行了简要介绍,并就实际运用情况对120阀的常见故障作出了分析归纳,进而对常见故障提出处理方法。
关键词:120控制阀、故障、处理第1章设计意义及目标1.1设计意义铁路是国民经济的大动脉,对国民经济的发展起着十分重要的作用。
特别是近年来,随着我国国民经济的持续、快速、稳定的发展,铁路管理和研究部门通过一系列的体制改革、管理改革和技术革新,使我国的铁路事业取得了令人瞩目的成绩。
然而为了适应快速增长的客、货运量的要求,从1997年起,铁道部先后进行了6次大提速。
货车120 型控制阀检修运用中的故障分析及措施建议摘要院随着120 型控制阀的普及与推广应用,120 型控制阀在我国铁道车辆运用中逐渐占主导地位。
在运用生产中120 型控制阀的可靠性能越来越成为列车安全运行的重要保证,因而确保120 型控制阀的正常工作现显得尤其重要。
通过现场实际运用,120 型控制阀在实际工作中也出现了一些问题,对行车安全构成了威胁。
现就这些问题加以分析与探讨,并提出了一些改进的措施和建议。
Abstract: With the popularization and application of control valve 120, control valve 120 comes to dominate in the operation of thevehicles. In production, the reliability of the control valve 120 becomes more and more an important guaranteefor the safe operation of thetrain, thus ensuring that control valve 120 works correctlyis especially important. There are also some problems of the control valve 120through the actual application, which is a threat to the road safety. This paper analyzes and discusses these issues,and proposes a numberof measures and recommendations for improvement.关键词院货车;120 型控制阀;原因分析;措施建议Key words: van;control valve 120;cause analysis;measures and suggestions中图分类号院U279.3 文献标识码院A 文章编号院1006-4311(2014)23-0071-020 引言为了适应高速重载的需要,铁路运营车辆大部分采用了120 型控制阀,是目前运用货车的主型空气制动机,也是确保行车安全的重要设备,但是在运用和检修中120 型控制阀也出现了一些问题。

生产过程异常工况处置制度1、目的为了规范公司在异常工况下的安全处置流程,保障人员安全和生产设备的正常运行,特制定本制度。
2、适用范围本制度适用于公司内所有可能出现异常工况的部门和岗位。
3 职责3.1 安全生产领导小组负责对异常工况情况下应急处理程序进行决策。
4 异常工况定义4.1异常工况是指在生产过程中,出现设备故障、操作失误、原材料异常、自然灾害等突发情况,导致生产无法正常进行或存在安全隐患的状态。
5处置原则5.1安全第一:在异常工况发生时,首先确保人员安全,避免事故的扩大。
5.2快速响应:及时发现并报告异常工况,迅速采取措施进行处置。
5.3科学处置:根据异常工况的性质和影响,采取合理的处置方法,避免盲目操作。
5.4协同配合:各部门和岗位之间要密切配合,共同完成异常工况的处置工作。
5.5特殊要求:异常工况处置作业过程中非必要不得进行带压密封和带压开孔作业。
应急处置中确需进行的,应开展作业可行性评估,勘测现场环境和设备状况,制定专项作业方案的要求。
6处置流程6.1异常工况的发现与报告:现场操作人员应密切关注生产过程,发现异常工况后及时报告给上级主管或相关部门。
6.2应急响应:接到报告后,应急指挥部应立即启动应急预案,组织人员进行应急处置。
6.3原因分析:在处置异常工况的同时,要对故障原因进行分析,确定根本原因。
6.4处置措施:根据原因分析结果,采取相应的处置措施,如修复设备、调整工艺、更换原材料等。
6.5恢复生产:在确认异常工况得到有效控制后,经相关部门审批同意,逐步恢复生产。
7处置措施7.1叉车异常工况处置7.1.1叉车出现异常情况,无法正常工作时,立即停车,严禁私自处理,及时报告公司特种设备管理员进行处理。
7.2油罐区作业异常工况处置7.2.1泵出口压力过高,大于0.5MPa,立即停泵,检查管线阀门是否正确开启、压力表是否损坏、管路是否堵塞;排除异常后方可重新作业。
7.2.2储罐液位发生高位报警,立即停泵,通过量油和现场液位计确认实际液位,排除是否是误报,若为误报,需排除仪表异常后方可进油;若不是误报,立即停止卸油作业。

满足不同工况的控制阀解决方案--梅索尼兰Lincolnlog 控制阀在高压锅炉给水中的应用满足不同工况的控制阀解决方案,,梅索尼兰Lincolnlog控制阀在高压锅炉给水中的应用作者:美国德莱赛公司摘要:高压锅炉给水控制系统,即主锅炉给水系统,是电厂控制阀应用中最关键也是最富挑战性的部分之一。
锅炉给水系统调节汽包水位,从而决定锅炉产生的蒸汽量,再经发电机输出,电能由此而来。
控制阀的解决方案需要根据系统的应用来适当选择,性能上细微的差别都可能会对发电机的发电过程产生重大影响。
本文对比了两种不同的锅炉给水系统设计以及各自的相关问题,并对梅索尼兰的控制阀解决方案加以介绍。
关键字:高压锅炉给水控制系统,即主锅炉给水系统,是电厂控制阀应用中最关键也是最富挑战性的部分之一。
锅炉给水系统调节汽包水位,从而决定锅炉产生的蒸汽量,再经发电机输出,电能由此而来。
控制阀的解决方案需要根据系统的应用来适当选择,性能上细微的差别都可能会对发电机的发电过程产生重大影响。
本文对比了两种不同的锅炉给水系统设计以及各自的相关问题,并对梅索尼兰的控制阀解决方案加以介绍。
高压锅炉给水控制阀的应用工况视电厂情况的不同而具有显著的变化。
控制阀的两个主要相关状态是“启动或锅炉满载状态”及“主工况”。
在低输出负荷的工厂中,工况十分苛刻;而高输出负荷工厂的工况则相对好一些。
当电厂处于“启动状态”时,阀门的进口压力非常高,根据设计与电厂输出量的差异压力范围为2000,4000psig;而出口压力相对较低,压力范围为30,200psig。
这一状态下,通过控制阀的水流量很低。
当电厂处于“主工况”状态时,控制阀的进口压力仍保持2000,4000psig;而出口压力因锅炉内较高的压力会增加到1500,3500psig。
此时,通过控制阀的水流量也会因炉内高压而增加。
苛刻的启动环境的频率和持续期与较轻微的斜升环境是由工厂关闭、启动周期的次数所决定的。
当今发电厂的趋势是需要越来越多的轮机循环,这使得控制阀受到更多的关注和重视,而不是处于一味平稳的状态。
标题:控制阀的(三断)保护方案及分析控制阀在过程控制系统的重要作用是人所共知的,控制阀正常工作时需要系统提供气(电)源、信号源,其气(电)源、信号源的正确提供是控制阀正常工作的最基础的保证。
由于控制阀工作的重要性要求,因此,要求过程控制系统要保证气(电)源、信号源能够正确、连续的提供给控制阀。
而实际情况是:过程控制系统无法100﹪毫无差错地保证上述气(电)源、信号源(简称三源)正确、连续的提供,因此,在控制阀上要采取相应的保护措施,即控制阀的三断(断气源、电源、信号源)保护措施。
实际上,控制阀的控制方式有许多种,连接的附件又是多种多样的,那么,控制阀的三断保护措施及方案又会各有不同。
一般情况下采取三断保护措施的控制阀大多需要有位置反馈装置,输出反馈信号,配有手轮机构,实现故障时的手动操作。
本文根据三断保护的不同要求,列举不同的保护方案,并对不同的保护方案进行分析,与业界同行共同探讨。
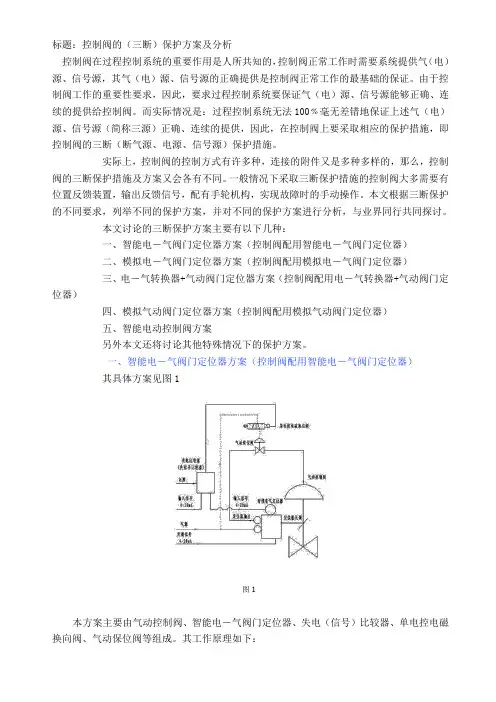
本文讨论的三断保护方案主要有以下几种:一、智能电-气阀门定位器方案(控制阀配用智能电-气阀门定位器)二、模拟电-气阀门定位器方案(控制阀配用模拟电-气阀门定位器)三、电-气转换器+气动阀门定位器方案(控制阀配用电-气转换器+气动阀门定位器)四、模拟气动阀门定位器方案(控制阀配用模拟气动阀门定位器)五、智能电动控制阀方案另外本文还将讨论其他特殊情况下的保护方案。
一、智能电-气阀门定位器方案(控制阀配用智能电-气阀门定位器)其具体方案见图1图1本方案主要由气动控制阀、智能电-气阀门定位器、失电(信号)比较器、单电控电磁换向阀、气动保位阀等组成。
其工作原理如下:1、断气源:当控制系统气源故障(失气)时,气动保位阀自动关闭将定位器的输出信号压力锁定在气动控制阀的膜室内,输出信号压力与控制阀弹簧产生的反力相平衡,气动控制阀的阀位保持在故障位置。
该保位阀应设定在略低于气源的最小值时启动。
2、断电源:当控制系统电源故障(失电)时,失电(信号)比较器控制单电控电磁换向阀的输出电压消失,单电控电磁换向阀失电,单电控电磁换向阀内的滑阀在复位弹簧的作用下滑动,电磁阀换向,将气动保位阀的膜室压力排空,气动保位阀关闭,将定位器的输出信号压力锁定在气动控制阀的膜室内,输出信号压力与控制阀弹簧产生的反力相平衡,气动控制阀的阀位保持在故障位置。
控制阀常见故障解决方法(3)控制阀常见故障解决方法1、阀芯曲面、导向面产生拉伤和划痕、密封面上产生压痕。
这经常发生于新投运系统和大修后投运初期。
这是最常见的故障。
遇此情况,必须卸开进行清洗,除掉渣物,如密封面受到损伤还应研磨;同时将底塞打开,以冲掉从平衡孔掉入下阀盖内的渣物,并对管路进行冲洗。
投运前,让调节阀全开,介质流动一段时间后再纳入正常运行。
2、调节阀定位器反馈滑杆锈死。
设法敲出滑杆,打锈并加油后装回,调节阀复回正常。
阀门定位器反馈机构,随阀的开度大小变化而加进定位器相应的反馈量。
滑杆锈死,反馈作用力不能随阀的开度大小而变化,而不能使阀的开度停在调节器输出信号相应位置上,致使液位波动不已。
3、阀门堵塞或卡住。
对一些易沉淀、含有固体颗粒的介质采用普通阀调节时,经常在节流口、导向处堵塞,可在下阀盖底塞处外接冲刷气体和蒸汽。
当阀产生堵塞或卡住时,打开外接的气体或蒸气阀门,即可在不动调节阀的情况下完成冲洗工作,使阀正常运行。
4、液位控制调节阀失控打不开。
液位测量指示已很高,调节器输出也很大,但是调节阀还开不了。
检查阀门定位器(拆去膜头连接管,堵上),揿动喷嘴档板机构,定位器无输出变化,检查节流孔是通畅的,拆开放大器发现放大器膜片破了。
更换膜片,调节阀重投入自动控制。
阀门定位器放大器膜片破,背压室无背压,放大器无输出,故调节阀失控。
5、密封性能差1)研磨法细的研磨,消除痕迹,减小或消除密封间隙,提高密封面的光洁度,以提高密封性能。
2)利用不平衡力增加密封比压法执行机构对阀芯产生的密封压力一定,不平衡力对阀芯产生顶开趋势时,阀芯的密封力为两力相减,反之,对阀芯产生压闭趋势,阀芯的密封力为两力相加,这样就大大地增加了密封比压,密封效果可以比前者提高5~10倍以上.一般dg≥20的单密封类阀为前一种情况,通常为流开型,若认为密封效果不满意时,改为流闭型,密封性能将成倍增加.尤其是两位型的切断调节阀,一般均应按流闭型使用。
控制阀施工方案1. 简介控制阀是工业系统中一种用于调控流体流量、压力和温度的重要设备。
其施工方案是确保控制阀能够有效运行和维护的关键。
2. 施工前准备在开始施工前,需要进行以下准备工作:2.1 项目计划制定详细的项目计划,包括施工时间、工作流程、人员安排等,确保施工进度的合理安排。
2.2 材料准备根据项目需求,准备好所需的控制阀及其配件、工具设备和施工材料。
2.3 工艺流程确认与设计方和相关人员进行沟通,确认控制阀的工艺流程,包括控制参数、信号输入输出等。
2.4 施工环境检查检查施工环境的安全性和准备情况,确保施工现场的通风、照明和安全设施等符合要求。
3. 施工步骤控制阀的施工一般包括以下步骤:3.1 定位和标志根据设计要求,确定控制阀的安装位置,并进行标志,以便进行后续施工作业。
3.2 安装阀体将控制阀的阀体与管道进行连接,确保连接紧密,并使用密封材料进行密封,以防止漏气和泄漏。
3.3 安装阀盖和阀杆将阀盖和阀杆安装在阀体上,并进行固定,确保阀盖和阀杆的密封性和稳定性。
3.4 安装执行机构根据设计要求,安装控制阀的执行机构,包括电动执行机构、气动执行机构等。
确保执行机构与阀杆连接稳定可靠。
3.5 连接控制系统根据工艺流程,将控制阀与控制系统进行连接,包括信号线、电缆等。
3.6 调试和测试在完成安装后,对控制阀进行调试和测试。
包括电气测试、控制信号测试和阀门性能测试等。
确保控制阀的准确性和稳定性。
3.7 完成验收在控制阀调试和测试通过后,进行验收工作,包括对施工质量进行检查和评估,确保工程质量符合要求。
4. 施工注意事项在进行控制阀施工时,需要注意以下事项:4.1 安全防护施工人员必须佩戴符合要求的安全防护用品,如安全帽、护目镜、手套等,确保施工过程中的人身安全。
4.2 防止外力损坏在施工过程中,要注意避免对控制阀及其配件造成外力冲击和损坏,保护施工现场设备的完好。
4.3 质量检查在安装和调试过程中,定期进行质量检查,确保施工符合设计要求和规范标准。
阀门工程改造方案范本最新一、前言随着工业领域的不断发展,阀门作为工程中的重要组成部分,起着非常重要的作用。
然而,随着时间的推移,原有的阀门设备可能因长期使用或技术更新而逐渐陈旧,甚至存在一些功能性缺陷。
因此,进行阀门工程改造成为保证工程运行安全和效率的重要环节。
本文将就阀门工程改造方案进行深入探讨,以期达到最佳的改造效果。
二、改造目的1. 提升设备性能:原有的阀门设备可能由于长期使用,设备性能下降,无法满足目前工程的需求,必须对其进行改造。
2. 提高设备稳定性:原有设备可能存在一些缺陷,例如漏水,密封不严,需要进行改造以提高设备的稳定性和安全性。
3. 节约能源:通过改造,采用新材料和技术,以达到节省能源和提高设备工作效率的目的。
4. 降低维护成本:原有设备可能维护成本较高,通过改造降低设备的维护成本,提高设备的经济性。
三、改造内容1. 设备检测评估:对原有设备进行全面的检测评估,包括性能、结构、材料等,对设备进行全方位的了解,为后续改造提供详实数据支持。
2. 设备材料更新:选用耐高温、耐腐蚀、耐磨损的新材料替换原有的材料,以提高设备的使用寿命和稳定性。
3. 设备结构优化:优化原有的设备结构,提高设备的密封性和稳定性,降低设备运行时的能耗。
4. 设备控制系统更新:替换原有的控制系统,采用智能化控制系统,提高设备的自动化程度,降低人工维护成本。
5. 设备外观美化:根据工程需求和环境特点,对设备外观进行美化,提高设备的整体形象。
四、改造步骤1. 设备拆卸:将原有的阀门设备进行拆卸,对拆卸后的设备进行全面的检测和评估。
2. 设备设计方案确定:根据设备检测评估结果,确定改造方案和具体的改造内容,包括材料替换、结构优化、控制系统更新等。
3. 设备改造制造:对确定的改造方案进行制造,选用高质量的材料,进行设备结构优化和控制系统更新。
4. 设备安装调试:将改造好的设备进行安装调试,确保设备运行稳定和安全。
5. 设备验收交付:对改造好的设备进行全面的验收,确保设备所有功能正常,同时对客户进行培训,交付使用。
包头铁道职业技术学院机车车辆系毕业论文120型控制阀常见故障原因分析及解决方案作者班级:车辆1208班作者姓名:指导教师:学号:目录摘要 (1)引言 (2)一、120型控制阀的特点 (3)二、120型控制阀的作用原理..............................4-5三、120型控制阀在实际运用和检修中存在的不足............5-6四、120型控制阀常见问题故障及产生原因分析..............6-9五、针对120型控制阀常见故障的解决建议.................9-10 参考文献 (11)摘要120型空气制动机是以压力空气作为动力用空气压力的变化来操控的制动机,它是我国目前铁路货车车辆上使用得最新型的一种空气制动机。
120型空气制动机现今已成为我国货车主型空气制动机,而120型空气控制阀是120型空气制动机的核心部件,是减少120型空气制动机运用故障率是保证车辆安全运营的基本保障。
对120型控制阀的特点组成构造原理与应用了解的基础上,对其在实际运用和检修中存在的不足做出分析,并对120型控制阀常见问题故障及产生原因分析,阐述并提出相应的解决措施及方案,并对该方案的可行性,功效性进行分析【关键词】空气制动机;120型空气控制阀;基本保障;解决措施;图1-1 120型控制阀一.120型分配阀的背景空气制动机是指车辆制动装置中利用压缩空气作为制动动力来源,以制动主管的空气压力变化来控制分配阀产生动作,实现制动和缓解作用的装置,它包括从制动软管器至制动缸之间的所有部件。
随着货车120型控制阀的迅速推广使用,对阀性能的要求越来越高,如何提高检修质量及其耐用性是目前值得重视和亟待解决的问题。
为加深对120型控制阀的理解和认识,本文对120型控制阀在实际运用和检修中存在的不足做出分析,并对其常见问题故障及产生原因分析,进行了详细的阐述与分析。
二,120型空气制动机系统120分配阀的构造一、120型控制阀的特点1、120型空气控制阀仍采用二压力机构控制,可获得较好的混编性能.2、由于间接作用方式结构复杂导致其制动缓慢且在制动保压时容易漏泄,并且随着制动新技术的发展以及使用条件的变化,120型空气控制阀采用了直接作用.3、120型空气控制阀主控部采用橡胶膜板和金属滑阀结构,橡胶膜板可以保证密封性且结构简单、工作阻力小和检修方便,并能延长检修期;金属滑阀具有良好的作用连续性、拥有较长的寿命和具有防止异物进入的特点。
特种阀门方案咱们得明确,特种阀门这东西,不是一般的阀门,它是用在特殊场合、特殊环境下的。
这就要求我们的方案,必须量身定做,不能有任何马虎。
一、项目背景咱们先聊聊这个项目的背景。
随着我国经济的快速发展,对能源、化工、环保等领域的需求日益增大,而这些领域对阀门的性能、质量要求极高。
特种阀门应运而生,它能在高温、高压、腐蚀性介质等恶劣环境下稳定工作,确保生产安全、提高生产效率。
二、项目目标1.高性能:在恶劣环境下,阀门能稳定工作,满足客户的生产需求。
2.高质量:确保阀门的可靠性和耐用性,降低客户的维护成本。
3.安全性:在紧急情况下,阀门能迅速响应,保障生产安全。
三、方案设计1.阀门选型根据客户的生产环境、介质类型、压力等级等因素,为客户选择合适的阀门类型。
比如,对于高温高压的场合,我们选择高压截止阀;对于腐蚀性介质的场合,我们选择耐腐蚀阀门。
2.阀门材料针对不同的介质,选择合适的阀门材料。
如碳钢、不锈钢、合金钢等,确保阀门在恶劣环境下能稳定工作。
3.阀门结构根据客户需求,设计合理的阀门结构。
如球阀、闸阀、截止阀等,以满足客户的各种使用场景。
4.阀门驱动方式根据客户现场条件,选择合适的驱动方式。
如手动、电动、气动等,确保阀门操作方便、灵活。
5.阀门附件根据客户需求,配置合适的阀门附件,如减压阀、过滤器、疏水阀等,以提高阀门的整体性能。
四、方案实施1.设计阶段与客户充分沟通,了解客户需求,制定详细的设计方案。
同时,根据相关标准,进行强度计算、应力分析等,确保方案的科学性和合理性。
2.生产阶段严格按照设计方案,选用优质材料,采用先进工艺,确保阀门的制造质量。
3.测试阶段对阀门进行严格的功能测试和性能测试,确保阀门的各项指标达到设计要求。
4.现场安装指导客户进行现场安装,确保阀门安装正确、运行稳定。
5.售后服务提供完善的售后服务,包括定期检查、维修、更换零部件等,确保客户的生产安全。
通过这个项目的实施,我们积累了丰富的特种阀门设计、制造和安装经验,为今后类似项目提供了有力支持。
控制阀易出故障的部件排行榜日常维护该怎么做?控制阀是工业过程控制中现场应用存量最多的执行器,作为控制回路终端执行元件同时也是管道受压设备。
据有关公司的调查统计表明,包括控制阀在内的终端执行元件的故障率是最高的,故障总数中占比达到50%(参见图1)。
那么,究竟有哪些控制阀的部件最易出现故障呢?如何才能提升控制阀的使用寿命呢?下面,仪控君就带着大家来一起了解一下吧!易出故障的部件控制阀在现场应用时出现各种故障,可来自执行机构、调节机构(阀)或所连接的阀门定位器、空气过滤减压阀、手轮机构等附件装置,据控制阀故障的不完全统计,易出故障的部件按故障频次排序见下表(表格点击可放大)。
1阀芯和阀座阀芯是阀内件中最为关键的部件,同时是控制阀的可动部件,阀芯与阀座配合使用,可紧密关闭切断流体,可通过改变节流截面积来调节流体通过量,进而达到过程控制的目的。
阀芯的形状(或笼式阀的套筒开口形状)决定着控制阀的流量特性,如常见的线性、等百分比、快开特性和抛物线特性等。
阀芯阀座的尺寸以及阀内流路决定着控制阀的最大流通能力。
阀芯阀座的选材及其工艺处理决定着控制阀的工况应用和可靠性。
阀芯和阀座处于控制阀截流处,最易受到流体的冲刷、侵蚀、腐蚀,以及液体流体的空化气蚀,造成阀芯和阀座的密封面损坏,阀芯脱落或断裂。
流路中进入异物也容易卡在阀芯阀座处。
控制阀选型流通能力过大造成正常运行在小开度冲刷最厉害,严重影响阀芯和阀座的使用寿命。
控制阀选型计算时出口流体流速应控制在经验值(液体流速5-7m/s和气体流速0.3马赫)之内,超过时也会使截流处流速过快(截流处流速约是出口流速的3倍以上),造成严重冲刷。
阀芯和阀座的故障最高。
2填料密封填料由填料函部件和填料组成,是对阀杆运动的动密封,是防止控制阀阀杆径向环缝外泄漏、保证阀杆正常提升以及维持控制阀静态和动态特性不可忽视的部件。
在控制阀运行中所有发生的故障统计中,密封填料泄漏故障率较高。
填料材料主要有PTFE和石墨两种。