ewma控制图
- 格式:ppt
- 大小:1.02 MB
- 文档页数:30

EWMA(Exponentially Weighted Moving-Average)Chart指数加权移动平均控制图一、应用条件:1)有时间序列的数据。
2)控制条件严格,检测精度很高的过程(标准差的变化为0.5至2西格玛)。
注:传统的控制图都是基于休哈特理论用3个西格玛来控制,我们无纺布公司一般用Xbar-R图。
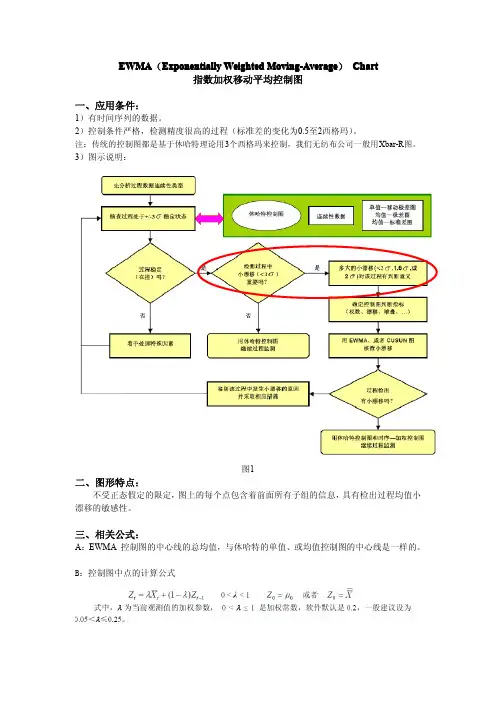
3)图示说明:图1二、图形特点:不受正态假定的限定,图上的每个点包含着前面所有子组的信息,具有检出过程均值小漂移的敏感性。
三、相关公式:A:EWMA控制图的中心线的总均值,与休哈特的单值、或均值控制图的中心线是一样的。
B:控制图中点的计算公式注:从公式中可以看出每个点包含着前面所有子组的信息。
C:控制限的计算公式五:举例说明以某精密标准件的厚度为例,用Xbar-R图控制,没有异常,如图2图2但是用EWMA控制图来控制却有异常:图3可以从上控制线的数据来说明,Xbar-R的UCL值是3.178;而EWMA的UCL值是3.07596。
而他们的中心线都是一致的3.0385。
六:目前我司应用的控制图(以亲水产品的回渗为例):图4七、个人总结:没必要在无纺布领域应用EWMA控制图,因为休哈特理论是从电子和机加工行业延伸出来的,这种行业基本上是标准模具控制,加工条件相对稳定,才用3个西格玛进行控制。
而我们的无纺布这种流程性材料工艺本身决定随机因素影响较大,用0.5-2个西格玛来控制,基本上是不可行,可以说是作茧自缚。
克重还勉强可以控制(取样数据较多的情况下),如强力、伸长率、亲水性能就更难控制。
如果客户问及,我们可以说无纺布领域的物理性能控制用3西格玛就已经足以严格。
如果要用EWMA控制图,我们可以用minitab来做相应的分析用如图5。
图5。
一、CUSUM(累积和)控制图和EWMA(指数加权滑动平均)控制图随着SPC控制理论中常规控制图的普遍使用,其缺点也逐渐显现出来,其中一条就是对过程的小偏移不灵敏。
而CUSUM和EWMA则可解决类似问题。
控制图的设计思想就是对数据的信息加以积累。
CUSUM控制图分别可用于计量性数据(正态分布),不合格品数(泊松分布变数),不和格品率(二项分布变数)。
CUSUM控制图的理论基础是序贯分析原理中的序贯概率比检验,这是一种基本的序贯检验法。
该控制图通过对信息的累积,将过程的小偏移累加起来,达到放大的效果,提高检测过程小偏移的灵敏度。
2、EWMA控制图中控制统计量同样利用了历史资料,且该控制图可以对不同阶段的数据取不同的权重,距今越近的资料权重越大,距今越远,数据权重越小。
EWMA控制图设计的本质就是寻找最优参数(λ,K)组合的过程,所依据的原则是:对给定的稳态ARL(0),使过程出现设定偏移量的偏移时具有最小失控ARL。
二、稳健设计技术产品/工艺过程的稳健设计方法和技术开发阶段的稳健技术开发方法统称为稳健设计技术。
它是开发高质量低成本产品最有效的方法。
在实际生产中噪声因素(原材料的微小变化、操作人员水平的差异、机器设备的微笑波动等)的存在,由此产生的波动也不可避免?quot;永无止境地减少波动,使产品、工艺过程、技术功能对各种噪声因素不敏感,向着波动为零的目标不断迈进。
(即位质量工程的理论支柱-波动理论)。
而如果采用源头治理的办法,利用稳健技术设计寻找可控因素的一组水平组合,使产品/工艺过程性能或技术功能的输出质量特性围绕设计目标值的波动尽可能减少。
基本功能的性能稳健取决于两点:一是输出质量特性本身的波动小;二是该质量特性应尽可能接近设计目标值。
而S/N该度量指标可以比较准确反映这两个目标。
稳健技术开发的实现过程:1、进行初始设计并确认理想功能2、识别可控因素和噪声因素3、实施一步优化,即优化系统的稳健性4、实施二步优化,确定对灵敏度影响显著的可调因素三、质量机能展开(QFD)(又名品质屋)质量功能展开是一项强有力的综合策划技术,尤其适用于大型产品(如飞机、汽车和大型设备)。

第37卷第13期2007年7月数学的实践与认识M AT HEMA TICS IN PRACTICE AND T HEORYV o l.37 No.13 July ,2007 具有可变抽样区间的Poisson EWMA 控制图丛方媛, 赵选民, 师义民, 王彩玲(西北工业大学应用数学系,陕西西安 710072)摘要: 传统的EW M A 控制图通常都是针对计量型质量特性值的,而对于计数型质量特征值少有研究.设计了单位缺陷数服从Pois son 分布的EW M A 控制图,并对Pois son EW M A 控制图进行了可变抽样区间设计,利用M arkov chain 方法计算了其平均报警时间,计算结果表明,所设计的动态Pois son EW M A 控制图较Sh ew hart c-图和固定抽样区间的Poiss in EWM A 控制图能更好的监控过程的变化.关键词: Pois son EWM A 控制图;可变抽样区间;M arkov chain ;平均报警时间1 引 言收稿日期:2007-01-22基金项目:国家自然科学基金(79970022);航空科学基金(02J 53079);陕西省自然基金(NSG5002) 由于质量特性值通常有两大类,一类是计量型的,如温度,长度,电阻等;一类是计数型的,如不合格品数,缺陷数等,因此,常规的质量控制图也分计量型控制图和计数型控制图两种[1].自从1924年Shew har t 提出了控制图的概念以来,Shew hart 的x --图,R -图等,以及EWM A(指数加权移动平均)控制图和CU SU M (累积和)控制图已经对计量型控制图有了很好的研究,而对于计数型质量特征值控制图的研究还只停留在Shew har t c-图和u-图上.且由于传统的休哈特控制图的统计变量是由当前观测值得出的,而其他观测值经过了它所在的当前时刻就被弃置不用,因此浪费了大量的历史信息和相关信息,造成了传统的休哈特控制图无法具有较高的精度且对小波动的持续上升、下降不敏感.EWM A 控制图的统计变量是观测值的一个加权线性组合,其对过程均值的微小变化比较敏感,正好弥补了Shew hart 控制图的缺陷[2—5].因此,针对计数型质量特征值,为了能更有效的发现过程均值的微小变化,本文在单位缺陷数服从Poisson 分布的假设下,提出了Poisson EW MA 控制图模型.静态控制图都是假定抽样区间,样本容量以及其控制限是固定不变的,其不利于及时有效的发现过程的变化,尤其是过程的微小变化,于是Rey no lds et al 提出了具有可变抽样区间的Shew hart 均值控制图,从此开启了动态控制图这一新的研究领域[6—7].因此,本文在前人研究的基础上对Poisson EWM A 控制图进行可变抽样区间设计,并且利用Markov chain 方法计算出其平均报警时间,计算结果表明,与Shew hatr 控制图和静态Poisson EWMA 控制图相比,可变抽样区间Poisson EWM A 控制图在过程失控时具有较短的平均报警时间,从而能够更有效的提高生产效率.2 Poisson EWMA 控制图的描述设X 表示生产过程中的单位缺陷数,通常情况下假设X 服从Poisson 分布.从该过程中获得的一列质量特征观测值X1,X2,…独立同分布于期望为L的Poisson分布,当过程处于受控状态时,L=L0.要对这个过程进行控制,定义Poisson EWM A统计量为:Z0=L0Z t=K X t+(1-K)Z t-1(1)根据Z t的定义可以直接得出E(Z t)=L0Var(Z t)=K2-K[1-(1-K)2t]L0(2)当t充分大时,可以得到Z t方差的渐近形式:Var(Z t)≈K2-KL0=Var(Z∞)(3)其中K为平滑参数,且0<K F1.这时Po isso n EWMA控制图的控制限可以基于(2)式得出,也可以基于方差的渐进形式(3)式得出,这样就产生了两种控制效果不同的控制图.为方便计算,在本文中我们将仅考虑基于渐近形式(3)式所生成控制限的控制图.因此,当Z t> h U或者Z t<h L时,过程失控.其中h L=L0-A L Var(Z∞)=L0-A LK L0 2-K,h U=L0+A U Var(Z∞)=L0+A UK L0 2-K,A U和A L可根据特定的受控时的ARL(平均运行长度,Average Run Leng th)的大小来确定,有时取A=A L=A U.但需要注意的是,由于X1,X2,…独立同分布于期望为L的Po isso n分布,则由(1)式定义的Poisson EW MA统计量Z t是一个非负数,那么当控制下限小于或等于零时,对过程均值的向下偏移就不会发出报警信号,即不能检测出过程的向下偏移,所以这时取A L≠A U是很有必要的.3 Poisson EWMA控制图的动态设计3.1 动态控制图的描述动态控制图是指下一个样本的抽样区间或样本容量依赖于现时样本点统计量的控制图.控制图的动态设计一般有可变抽样区间(Variable Sampling Interval,VSI),可变样本容量(Variable Sample Size,VSS)及可变样本容量和抽样区间(V SSI)这三种情况.其主要思想为:在控制图的中心限和控制限之间加上警戒限,将中心限与警戒限之间的区域称为中心域,警戒限与控制限之间的区域称为警戒域.如果现时样本点统计量位于中心域,则表明其后的点子超出控制限的可能性相对较小,这时可等待较长的时间再去抽取下一个样本,且下一个样本的样本容量可以较小;反之,若现时样本点统计量位于警戒域内,这表明其后的点子很有可能超出控制限,为了能尽快地发现过程的偏移,应等待较短的时间就去抽取下一个样本,且其样本容量应该较大,也就是说下一个样本的抽样区间和样本容量的大小取决于现时样本点统计量的大小.一般只取两个抽样区间长度d1和d2,d1>d2和两个样本容量n1和n2,n1<n2.当现时样本点统计量位于中心域时,选取样本容量n1和抽样区间d1;当其位于警戒域时,选用样本容量n2和抽样区间d2;若其超出警戒限,则发出报警信号,过程失控. 80数 学 的 实 践 与 认 识37卷一般情况下,用检测过程偏移的速度来评价一个控制图的有效性.当抽样区间和样本容量固定时,一般采用ARL 的大小来进行比较.即在过程处于受控状态的ARL 一定时,其失控状态的ARL 越小,表明该控制图对过程偏移检测的效果越好,越能及时地发现偏移.但是可变抽样区间控制图的抽样区间长度是变化的,故其无法采用ARL 来进行比较.这时我们将采用另外一种比较法则:平均报警时间(Aver age Time to Signal ,AT S )来比较.平均报警时间(AT S)是指从过程发生偏移到控制图发出报警信号所需要的平均时间.若过程偏移在零时刻发生,那么ATS 就是从过程开始检测到发出报警信号所需要的平均时间.本文将只考虑可变抽样区间Poisson EWM A 控制图.令<i 表示报警前采用抽样区间d i 的样本数(i =1,2),d 0表示从过程开始到第一个样本之间的抽样区间,可取d 0=d 1或d 2.则根据AT S 的定义可知:A T S =d 0+<1d 1+<2d 2计算ATS 的方法很多,本文我们采用M arko r chain 的方法计算Poisson EWM A 控制图的AT S.3.2 Poisson EWMA 控制图ATS 计算本文只考虑偏移L ′>L 0的情况.假设过程失控从零时刻开始,过程均值从L 0偏移到L 0+D L 0,为了能用M arkov chain 方法来计算失控过程的平均报警时间,如图1所示,将控制图的受控区域分成N 个长度相同的小区间,每个区间的长度为h U -h LN,第j 个子区间是(L j ,U j ),其中L j =h L +(j -1)(h U -h L )N ,U j =h L +j (h U -h L )N,第j 个子区间的中点m j =h L +(2j -1)(h U -h L )2N .这样对应于N 个M ar ko v chain 状态,从下到上分别记为E 1,E 2,…,E N ,第N +1个状态是吸收状态,表示超出h U 或小于h L 的失控区域.定义b =(b 1,b 2,…,b N )T ,若状态E i (i =1,2,…,N )的中心点位于中心域,则b i =d 1;若状态E i 的中心点位于警戒域内,则取b i =d 2.那么从状态E i (i =1,2,…,N )到状态E j (j =1,2,…,N )的转移概率记为p i ,j ,p i ,j =P (L j <Z t <U j ûZ t -1=m i )=P (L j <K X t +(1-K )Z t -1<U j ûZ t -1=m i )=P (L j <K X t +(1-K )m i <U j )=h L +(j -1)(h U -h L )N<K X t +(1-K )h L +(2i -1)(h U -h L )2N<h L +j (h U -h L )N =P h L +h U -h L2N K [(2(j -1)-(1-K)(2i -1)]<X t<h L +h U -h L2N K[(2j -(1-K )(2i -1)]令该M ar ko v chain 对于这N 个状态的转移矩阵为P =[p i ,j ]N ×N .令Q =(I -P )-1=(m ij )k ×k .其中I 为N ×N 的单位矩阵.则根据参考文献[2]推广可得到可变抽样区间的8113期丛方媛,等:具有可变抽样区间的P oisson EW M A 控制图图1 把受控区域划分成N 个相等的子区间Po isso n EWMA 控制图的平均报警时间AT S 为:A TS =∑Ni =1mk 0,i b i,(4)其中k 0表示中心限L 0处于状态E k 0.(若控制图的上控制限和下控制限关于中心限对称时,应取N 为奇数,这样可以使得中心限L 0正好处于状态E (N +1)/2的中点处,即k 0=(N +1)/2.因此根据AT S 的计算公式(4)即可求出过程质量特性对于不同偏移量D 的平均报警时间,当过程的质量特性X 的偏移量D =0时,由公式(4)求出的平均报警时间即为过程受控时平均报警时间.4 VSI Poisson EWMA 控制图与Poisson EWMA 控制图及c -图的比较要对不同控制图的控制效果进行比较,应使这些控制图处于同样的条件下进行比较,即使控制图在受控状态时具有相同的平均报警时间AT S .首先我们假设过程的单位缺陷数X 服从均值为4的Poisson 分布,即L 0= 4.则标准c -图的上控制限和下控制限可分别计算得:L CL =L 0-3L 0=4-34=-2UCL =L 0+3L 0=4+34=10此时的LCL 小于0,这时应重新设置LCL 为0.对于c -图,该过程受控时的平均报警时间AT S 为:82数 学 的 实 践 与 认 识37卷A T S =1P (x >10ûL 0=4)≈352即在受控时的AT S 约为352时,来比较这三种控制图的控制效果.具体数据见表1所示:表1 对于L 0=4时的c -图,P oisso n EW M A 和V SI P oisso n EW M A 控制图AT S 的比较,其中V SI 图上下警戒限分别为4.8和3.2,N =11D c -图Pois son EWM A 控制图(K =0.2)VS I Poiss on EW M A 控制图(K =0.2)(d 1,d 2)=(1.05,0.6)(d 1,d 2)=(1.10,0.80)0352348.70339.70358.330.5149.2588.0978.0085.851.071.9929.8126.0529.401.539.5315.2212.7214.632.023.479.657.909.172.514.96 6.95 5.66 6.593.010.155.424.425.14同样我们还可以得出这三种控制图对各种不同均值的控制效果的比较,表2为这三种控制图对L 0=10时的控制效果的比较:表2 对于L 0=10时的c -图,P oisso n EW M A 和V SI P oisso n EW M A 控制图A T S 的比较,其中V SI 图上下警戒限分别为11和9,N =11D c -图Pois son EWM A 控制图(K =0.2)VS I Poiss on EW M A 控制图(K =0.2)(d 1,d 2)=(1.3,0.65)(d 1,d 2)=(1.1,0.8)0284.74276.48275.20283.540.5171.87147.25144.87148.651.0107.4665.6661.9863.471.569.7934.2430.8731.532.046.9820.8218.1518.512.532.6814.2012.1712.393.023.4410.528.979.14从表1和表2中的数据可以看出,静态的Poisson EWM A 控制图的平均报警时间较标准的Shewhart 的c -图要小,而VSI Poisson EWMA 控制图的平均报警时间又较静态的Po isso n EWMA 控制图要小,即在这三种控制图中,VSI Poisson EW MA 控制图对过程均值的偏移最为敏感,能够最快最准确的检测出过程均值的偏移.因此,在实际的应用中,对于单位缺陷数,可以采取VSI Po isso n EWM A 控制图来提高生产的效率,降低生产成本.参考文献:[1] 周纪芗,茆诗松.质量管理统计方法[M ].北京:中国统计出版社,1999.[2] Douglas C M ontgomery.Introduction to Statis tical Quality Control[M ].Fourth Edition J oh n Wiley &Sons Inc,2001.8313期丛方媛,等:具有可变抽样区间的P oisson EW M A 控制图84数 学 的 实 践 与 认 识37卷[3] Gan F F.Joint monitoring of proces s mean an d variance u sing ex ponentially w eig hted moving average controlchart[J].T echnometrics,1995,37:446—453.[4] Connie M B,Charles W C,S teven E R.Poisson EW M A control charts[J].Journ al of Quality Techn ology,1998,30(4):352—361.[5] Gan F F.Designs of one-and tw o-sided expon ential EW M A chart[J].Journ al of Quality Tech nology,1998,30(1):55—69.[6] Antonio F B Costa.X-bar chart w ith varialb e sample s ize and samplin g intervals[J].Journ al of QualityTech nology,1997,29(2):197—204.[7] Baxley R V,Jr.An ap plication of variable sampling inter val control char ts[J].Jour nal of Q uality Technology,1995,27:275—282.[8] 王兆军.关于动态质量控制图的设计理论[J].应用概率统计,2002,18(3):316—333.[9] 赵选民,徐伟等.数理统计[M].北京:科学出版社.Poisson EWMA Control Chart withVariable Sampling Intervals ZHAO Xuan-min, SHI Yi-min, WAN G Cai-lingCONG Fang-yuan, Array (Dept.o f A pplied M athematics,N o rt hw ester n P olyt echnical U niver sity,X i′an710072,China)Abstract: T he measur ing quality character istic has been w idely studied by the t raditionalEWM A contr ol chart,but the counting quality char acter istic ha s been unusual resear ched.APo isson EWM A co nt ro l char t is pr oposed.A nd the Po isson EW M A contr ol char t w ith var iablesampling interv als is constructed also.T he M ar ko v chain method is used t o calculate theaver ag e time to signal.T he computing r esults show that the VSI P oisso n EW M A co nt ro l chartis the most efficient in detecting shift s amo ng the Shew har t c-chart,the fix ed sampling interv alPo isson EWM A co nt ro l char t and the V SI P oisson EW M A co ntr ol char t.Keywords: po isson EW M A co ntr o l chart;var iable sampling inter vals;marko v chain;aver ag etime t o sig nal。

具有可变样本容量的非正态EWMA控制图薛丽【摘要】为了提高控制图的监控效率,本文研究非正态分布下,E WMA控制图的可变样本容量设计问题。
首先利用 Burr分布近似各种非正态分布,构造可变样本容量的非正态 EWMA控制图;其次运用马!科夫链法计算可变样本容量非正态E WMA 控制图的平均运行长度;然后与传统的非正态 E WMA 控制图进行比较得出:当过程中出现小波动时,可变样本容量的非正态 E WMA控制图能够更快地发现过程中的异常波动,具有较小的平均运行长度,其监控效率明显优于传统的非正态 E WMA控制图。
%In order to improve the monitoring efficiency of control charts,the EWMA control chart under non-normal distribution with variable sample size (VSS )is constructed in this paper;The Markov chain method is applied to calculate the average run length(ARL)of the VSS EWMA control charts.The computing results show that the VSS EWMA control chart under non-normal distribution is the more efficient in detecting shifts than the traditional EWMA control chart,and has a shorter the average run length to find the abnormal fluctuation.【期刊名称】《运筹与管理》【年(卷),期】2016(025)006【总页数】6页(P224-229)【关键词】可变样本容量;Burr分布;指数加权移动平均(EWMA)图;马!科夫链法【作者】薛丽【作者单位】郑州航空工业管理学院管理工程学院,河南郑州 450000【正文语种】中文【中图分类】TB114.2在产品制造过程中,产品质量特性值总是围绕着设计目标值产生波动,这种制造过程的不稳定性导致了最终产品的质量缺陷。