第五章 拉深成形讲解
- 格式:ppt
- 大小:4.12 MB
- 文档页数:3

拉深拉深的基本原理:利用具有一定圆角半径的拉深模,将平板毛坯或开口空心毛坯冲压成容器状零件的冲压过程称为拉深。
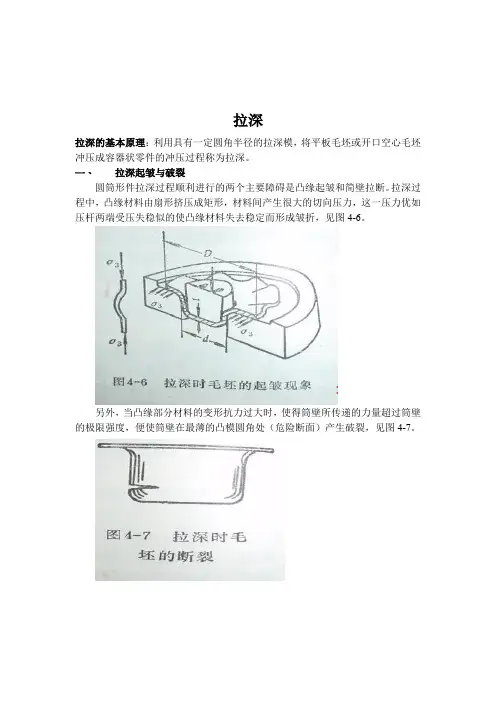
一、拉深起皱与破裂圆筒形件拉深过程顺利进行的两个主要障碍是凸缘起皱和简壁拉断。
拉深过程中,凸缘材料由扇形挤压成矩形,材料间产生很大的切向压力,这一压力优如压杆两端受压失稳似的使凸缘材料失去稳定而形成皱折,见图4-6。
另外,当凸缘部分材料的变形抗力过大时,使得筒壁所传递的力量超过筒壁的极限强度,便使筒壁在最薄的凸模圆角处(危险断面)产生破裂,见图4-7。
为了防止起皱,需加压边力,此压边力又成为凸缘移动的阻力,此力与材料自身的变形阻力和材料通过凹模圆角时的弯曲阻力合在一起即成为总的拉深阻力。
对于凸缘上产生的拉深阻力,如果不施加与之平衡的拉深力,则成形是无法实现的。
此拉深力由凸模给出,它经过筒壁传至凸缘部分。
筒壁为了传递此力,就必须能经受住它的作用。
筒壁强度最弱处为凸模圆角附近(即筒壁与底部转角处),所以此处的承载能力大小就成了决定拉深成形能否取得成功的关健。
在改善拉深成形,提高成形极限的时候,通常研究的问题是筒壁的承载能力及拉深阻力(包括摩擦阻力)这两个方面。
目的是使拉深阻力减少及提高筒壁的承载能力。
二、拉深成形极限影响圆筒形件拉深的主要问题是凸缘区压缩失稳产生起邹和零件底部圆角与筒壁连接处破裂。
由于起邹可用压边圈或其它工艺措施避免,所以圆筒件拉深的成形极限主要由破裂来确定。
圆筒形件拉深的成形极限一般用极限拉深比LDR表示:LDR=D/d式中的d-------凸模直径;D------零件底部圆角附近不被拉破时允许的最大毛坯直径。
目前生产中习惯用拉深系数m=d/D来表示。
两者的关系是:m=d/D=1/LDR三、拉深件的工艺性1.拉深件的形状应尽量间单、对称轴对称拉深件在圆周方向上的变形的均匀的,模具加工也容易,其工艺性最好。
其它形状的拉深件,应尽量避免急剧的轮廓变化。
2.拉深件各部分尺寸比例要恰当应尽量避量设计宽凸缘和深度大的拉深件(即d凸>3d,h≧2d),因为这类工件需要较多的拉深次数。