通孔回流焊钢网开孔设计
- 格式:doc
- 大小:296.50 KB
- 文档页数:18
开发通孔回流焊接工艺本文介绍:“通孔回流焊接工艺消除许多混合技术PCB的波峰焊接的需要。
”在过去三到四年期间,美国Alcatel公司(Richardson, TX)已经在作消除对尽可能多的混合技术PCB的波峰焊接需要的工作。
减少波峰焊接的计划已经提供了成本与周期时间的重要改善。
通孔回流焊接工艺的实施已经是该计划的一个必要部分。
该工艺涉及在通孔(through-hole)元件要插位置印刷锡膏。
这些元件然后在表面回流焊接炉之前安装,并与其它元件一起焊接。
适合该工艺的元件类型包括针栅阵列(PGA, pin grid array)、DIP(dual in-line package)和各种连接器。
初始结果能力分析(capability studies)Alcatel公司的工艺质量标准对所有通孔元件一直要求至少75%的通孔填充。
焊接工业标准J-STD-001 B1 (第三类应用)要求垂直填充至少75%,并明显有良好的熔湿。
计算显示,假设将孔的尺寸从波峰焊接和手工焊接正常使用的减少,0.007"的模板可提供足够的焊锡满足这些要求。
通过使用一种为新工艺重新设计的波峰焊接产品电路板,对回流焊接炉提供必要温度曲线的能力进行了研究。
该电路板是10"x15.2" ,厚度0.093",安装一个47-mm2的陶瓷PGA,以及一些典型的标准与密间距的表面贴装元件。
该炉子是标准的带有氮气的强制对流型的。
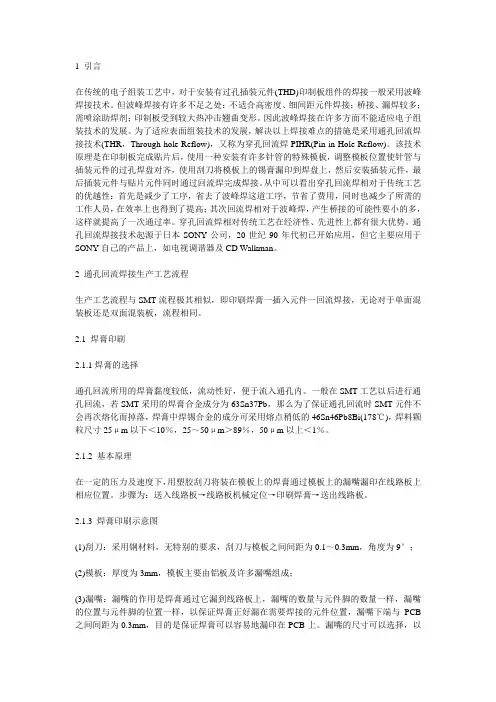
图一显示得到的温度曲线。
板上所有的点都在锡膏供应商对峰值温度和回流以上时间的规格内。
PGA引脚的温度实际上是两面相同的,尽管有元件的热质量(thermal mass)。
小型表面贴装电阻与PGA 引脚之间的峰值温度之差只有9°C初始实施当工艺在产品电路板实施时,遇到许多的问题。
由于焊锡对引脚的分布不均,有时要求焊接点的返工。
有些引脚特别少锡,而相邻的引脚又多锡。
其它的情况,大的锡“块”保留在引脚端上,因此由于孔内少锡而要求手工的补焊。

1 引言在传统的电子组装工艺中,对于安装有过孔插装元件(THD)印制板组件的焊接一般采用波峰焊接技术。
但波峰焊接有许多不足之处:不适合高密度、细间距元件焊接;桥接、漏焊较多;需喷涂助焊剂;印制板受到较大热冲击翘曲变形。
因此波峰焊接在许多方面不能适应电子组装技术的发展。
为了适应表面组装技术的发展,解决以上焊接难点的措施是采用通孔回流焊接技术(THR,Through-hole Reflow),又称为穿孔回流焊PIHR(Pin-in-Hole Reflow)。
该技术原理是在印制板完成贴片后,使用一种安装有许多针管的特殊模板,调整模板位置使针管与插装元件的过孔焊盘对齐,使用刮刀将模板上的锡膏漏印到焊盘上,然后安装插装元件,最后插装元件与贴片元件同时通过回流焊完成焊接。
从中可以看出穿孔回流焊相对于传统工艺的优越性:首先是减少了工序,省去了波峰焊这道工序,节省了费用,同时也减少了所需的工作人员,在效率上也得到了提高;其次回流焊相对于波峰焊,产生桥接的可能性要小的多,这样就提高了一次通过率。
穿孔回流焊相对传统工艺在经济性、先进性上都有很大优势。
通孔回流焊接技术起源于日本SONY公司,20世纪90年代初已开始应用,但它主要应用于SONY自己的产品上,如电视调谐器及CD Walkman。
2 通孔回流焊接生产工艺流程生产工艺流程与SMT流程极其相似,即印刷焊膏一插入元件一回流焊接,无论对于单面混装板还是双面混装板,流程相同。
2.1 焊膏印刷2.1.1焊膏的选择通孔回流所用的焊膏黏度较低,流动性好,便于流入通孔内。
一般在SMT工艺以后进行通孔回流,若SMT采用的焊膏合金成分为63Sn37Pb,那么为了保证通孔回流时SMT元件不会再次熔化而掉落,焊膏中焊锡合金的成分可采用熔点稍低的46Sn46Pb8Bi(178℃),焊料颗粒尺寸25μm以下<10%,25~50μm>89%,50μm以上<1%。
2.1.2 基本原理在一定的压力及速度下,用塑胶刮刀将装在模板上的焊膏通过模板上的漏嘴漏印在线路板上相应位置。
通孔回流焊接的工艺技术如图2,可实现在单一步骤中同时对通孔元件和表面贴装元件(SMC/SMD)进行回流焊。
相对传统工艺,在经济性、先进性上都有很大的优势。
所以,通孔回流工艺是电子组装中的一项革新,必然会得到广泛的应用。
二通孔回流焊接工艺与传统工艺相比具有以下优势:1、首先是减少了工序,省去了波峰焊这道工序,多种操作被简化成一种综合的工艺过程;2、需要的设备、材料和人员较少;3、可降低生产成本和缩短生产周期;4、可降低因波峰焊而造成的高缺陷率,达到回流焊的高直通率。
;5、可省去了一个或一个以上的热处理步骤,从而改善PCB可焊性和电子元件的可靠性,等等。
尽管用通孔回焊可得到良好的工艺效果,但还是存在一些工艺问题。
1、在通孔回焊过程中锡膏的用量比较大,由于助焊剂挥发物质的沉积会增加对机器的污染,因而回流炉具有有效的助焊剂管理系统是很重要的;2、对THT元件质量要求高,要求THT元件能经受再流焊炉的热冲击,例如线圈、连接器、屏蔽等。
有铅焊接时要求元件体耐温235℃,无铅要求260℃以上。
许多THT元件尤其是连接器无法承受回流焊温度;电位器、铝电解电容、国产的连接器、国产塑封器件等不适合回流焊工艺。
3、由于要同时兼顾到THT元件和SND元件,使工艺难度增加。
本文重点是确定对通孔回流工艺质量有明显影响的各种因素,然后将这些因素划分为材料、设计或与工艺相关的因素,揭示在实施通孔回流工艺之前必须清楚了解的关键问题。
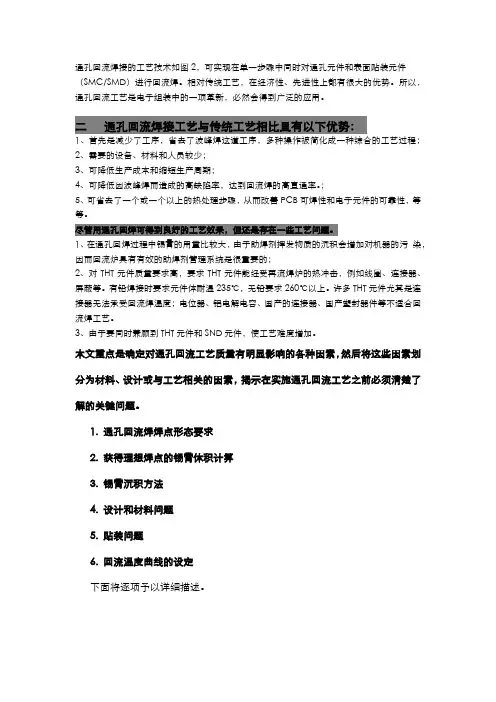
1. 通孔回流焊焊点形态要求2. 获得理想焊点的锡膏体积计算3. 锡膏沉积方法4. 设计和材料问题5. 贴装问题6. 回流温度曲线的设定下面将逐项予以详细描述。
1、通孔回流焊焊点形态要求:首先,应该确定PIHR焊点的质量标准,建议参照业界普遍认同的焊点质量标准IPC-A-610D,根据分类(1、2或3类)定出目视检查的最低可接受条件。
企业可在此标准基础上,进行修改以适应其工艺水平。
通孔回流理想焊点模型是一个完全填充的电镀通孔(Plated Through Hole,PTH),在PCB的顶面和底面带有焊接圆角(如图3)。

![一种通孔回流焊器件钢网开口方法及计算机可读存储介质[发明专利]](https://uimg.taocdn.com/007acc2354270722192e453610661ed9ad5155e2.webp)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 202011311574.2(22)申请日 2020.11.20(71)申请人 上海望友信息科技有限公司地址 201315 上海市浦东新区秀浦路2388号2幢1204-1206室(72)发明人 李争刚 刘继硕 钱胜杰 刘丰收 (74)专利代理机构 西安嘉思特知识产权代理事务所(普通合伙) 61230代理人 王海栋(51)Int.Cl.H05K 3/34(2006.01)H05K 3/12(2006.01)(54)发明名称一种通孔回流焊器件钢网开口方法及计算机可读存储介质(57)摘要本发明公开了一种通孔回流焊器件钢网开口方法,包括:根据预先建立的通孔回流焊器件焊接模型计算焊接时理论所需焊锡量,将理论所需焊锡量转换为理论所需锡膏量;根据理论所需锡膏量结合器件模型或器件图纸、基础钢网厚度计算钢网理论开口面积;根据所述钢网理论开口面积设计钢网开口方案。
本发明能够在焊接前精确地计算出通孔回流焊所需锡膏量,结合器件模型或器件图纸设计钢网开口方案。
此外,在钢网局部加厚不可行时,预警开口失败并告知需要补充的焊锡量。
本发明还通过插件孔印锡填充率计算公式及焊接模型,精准地指导通孔回流焊器件选型及印刷电路板厚度、插件孔及焊盘设计,从而获得最大的生产良率。
权利要求书2页 说明书7页 附图3页CN 112752422 A 2021.05.04C N 112752422A1.一种通孔回流焊器件钢网开口方法,其特征在于,包括:根据预先建立的通孔回流焊器件焊接模型计算焊接时理论所需焊锡量,将理论所需焊锡量转换为理论所需锡膏量;根据所述理论所需锡膏量结合器件模型或器件图纸、基础钢网厚度计算钢网理论开口面积;根据所述钢网理论开口面积设计钢网开口方案。
2.根据权利要求1所述的通孔回流焊器件钢网开口方法,其特征在于,焊接时理论所需锡膏量为:V=(S 0‑S 1)×T ×α+2×α×π×(R w 2+R p 2+R w ×R p )×(R w ‑R p )/3‑2×α×π×R p 2×(R w ‑R p );其中,S 0为插件孔横截面积,S 1为器件引脚横截面积,T为实际印制板厚度,R w 为焊盘最外端半径,R p 为器件引脚半径或引脚横截面边长的一半,α为焊锡转换为锡膏的转换系数。
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口内壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要内容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等内容。
模板设计内容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•陶瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个内容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
开发通孔回流焊接工艺在过去三到四年期间,美国Alcatel公司(Richardson, TX)已经在作消除对尽可能多的混合技术PCB的波峰焊接需要的工作。
减少波峰焊接的计划已经提供了成本与周期时间的重要改善。
通孔回流焊接工艺的实施已经是该计划的一个必要部分。
该工艺涉及在通孔(through-hole)元件要插位置印刷锡膏。
这些元件然后在表面回流焊接炉之前安装,并与其它元件一起焊接。
适合该工艺的元件类型包括针栅阵列(PGA, pin grid array)、DIP(dual in-line package)和各种连接器。
初始结果能力分析(capability studies)Alcatel公司的工艺质量标准对所有通孔元件一直要求至少75%的通孔填充。
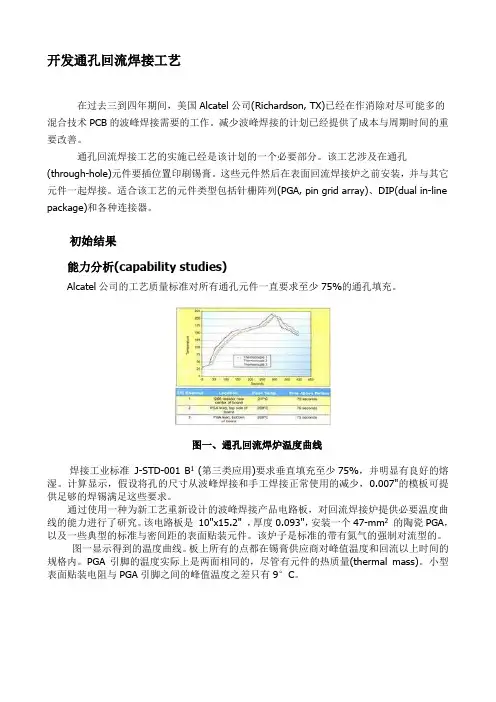
图一、通孔回流焊炉温度曲线焊接工业标准J-STD-001 B1 (第三类应用)要求垂直填充至少75%,并明显有良好的熔湿。
计算显示,假设将孔的尺寸从波峰焊接和手工焊接正常使用的减少,0.007"的模板可提供足够的焊锡满足这些要求。
通过使用一种为新工艺重新设计的波峰焊接产品电路板,对回流焊接炉提供必要温度曲线的能力进行了研究。
该电路板是10"x15.2" ,厚度0.093",安装一个47-mm2的陶瓷PGA,以及一些典型的标准与密间距的表面贴装元件。
该炉子是标准的带有氮气的强制对流型的。
图一显示得到的温度曲线。
板上所有的点都在锡膏供应商对峰值温度和回流以上时间的规格内。
PGA引脚的温度实际上是两面相同的,尽管有元件的热质量(thermal mass)。
小型表面贴装电阻与PGA引脚之间的峰值温度之差只有9°C。
图二、塌落的锡膏沉积物初始实施当工艺在产品电路板实施时,遇到许多的问题。
由于焊锡对引脚的分布不均,有时要求焊接点的返工。
有些引脚特别少锡,而相邻的引脚又多锡。
其它的情况,大的锡“块”保留在引脚端上,因此由于孔内少锡而要求手工的补焊。
钢⽹开孔要求smt钢⽹smt钢⽹是⽤来把半液体半固体状态的锡浆印到pcb板上的板材,⽬前流⾏的电路板除电源板外⼤多使⽤表⾯贴装即SMT技术,其pcb板上有很多表贴焊盘,即⽆过孔的焊接⽅式,⽽钢⽹上的孔正好是对应PCB板上的焊盘,⼿⼯刷锡时⽤⽔平的硬刷将半液体半固体状态的锡浆通过钢⽹上的孔刷到PCB板上,再通过贴⽚机往上贴元器件,后再过回流焊接成型。
⽬录smt钢⽹开⼝原则smt钢⽹的验收smt钢⽹的印刷格式要求smt钢⽹开⼝原则1、CHIP类型元件外三遍按⾯积共加⼤10~15[%],保持内距不变,再按有铅要求修改2、IC类元件(包括排插)长度向外加0.1-0.20mm,宽度安有铅要求修改,可以适当加宽3、排阻排容类元件,长度向外加0.1mm。
宽度可以按有铅要求修改4、其他元件同上述要求不变。
smt钢⽹的验收1、钢⽹张⼒35≤F≤50(N/cm)张⼒误差:F⼩于等于8(N/cm)2、钢⽹外观:⽹⾯⽆划伤痕迹,⽆凹凸3、当新钢⽹进⾏⽣产前,将钢⽹正确安装于印刷机上,试印刷2~5⽚板,确认印刷效果4、试⽣产通过后,在钢⽹管理相关⽂件记录产量时间。
smt钢⽹的印刷格式要求1、⼀板⼀⽹时,开⼝图形位置要求居中2、两块不同PCB板开在同⼀⽚钢⽹上时,要求两板板边间隔30mm3、⼀⽚钢⽹上开两个同⼀PCB时,要求180°拼版两板间隔30mm钢⽹的制作⽅法有三种:化学蚀刻,激光切割,电铸成型。
现在SMT⾏业上95%以上的钢⽹都采⽤激光切割制作。
三种⽅式制作1 化学蚀刻在钢板上涂⼀层防酸胶在需要开⼝的地⽅将胶除去,露出钢板,⽤酸腐蚀这块的钢板,形成开⼝。
这种钢板最便宜⼏百块,当然使⽤效果最不好。
2 激光雕刻,很简单⽤激光直接在需要开⼝的地⽅打孔这种钢板⼀般800块左右使⽤的最多3 电铸成型这种钢板是在激光雕刻的基础上在开⼝处电铸出内壁以及开⼝倒⾓,使得开⼝内壁⾮常光滑利于下锡这种钢板很贵要⼏千块使⽤的不多除⾮有制程的特殊要求⼀般不使⽤什么样的PCB板要刻激光钢⽹⼀般都是贴⽚电路才会需要刻钢⽹,钢⽹的作⽤主要是漏印,⽤来印刷锡膏,焊锡是膏状的,在焊盘上漏印上锡膏,然后把贴⽚元器件放上去,放⼊炉⼦中,经过⾼温锡膏融化,从⽽对器件进⾏焊接!。
通孔回流焊
随着电子产品向小型化、高组装密度的方向发展,电子组装技术也以表面贴装技术为基础。
然而,在一些电路板中仍然存在一定数量的通孔插头元件,形成了表面组装元件和通孔插接元件共存的混合电路板。
传统组装工艺对于混合电路板的组装工艺是:先采用表面贴装技术,完成表面贴片元件的焊接,再采用通孔插入技术插入通孔元件,最后通过波峰焊或手工焊完成PCB组装。
使用传统的组装技术组装混合电路板的主要缺点是需要在极少数通孔元件的焊接中加入波峰焊接工艺。
通孔回流焊技术是将焊膏打印到电路板上,然后将通孔插入芯片。
最后,表面组装件和通孔插入件通过回流焊炉一次完成焊接组装工艺。
通孔回流焊技术是将插头元件的焊接与表面组装焊接工艺相结合的工艺方法,可以一次性完成混合组装电路板上的所有元件。
这样可以减少一个焊接环节,降低PCB元器件和组件的热冲击,减少工序提高生产效率,节约波峰焊炉的设备成本。
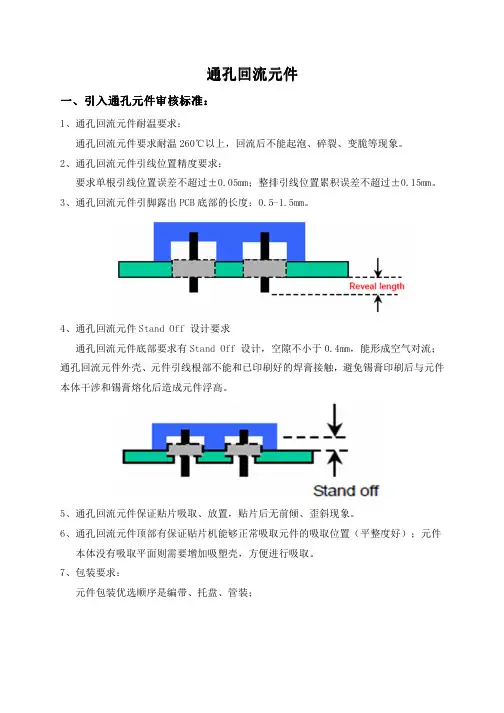
1.目的规SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
.2.适用围适用于本公司所有钢网的设计、制作及验收。
3.特殊定义:钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。
供板:我司自己设计的印制电路板。
我司提供的印制电路板,包括Gerber文件,印制电路板等。
制作钢网时要向钢网生产厂家说明。
4.职责:钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。
5.钢网材料、制作材料:5.1、网框材料:钢网边框材料可选用空心铝框,一般常用网框有以下几种:29X29inch 23X23inch650X550mm 550X500mm 。
5.2、钢片材料:钢片材料选用不锈钢板,其厚度为0.1-0.3mm.。
5.3、网用钢丝网钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服力应不低于45N。
5.4、胶水在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充。
所用的胶水不与清洗钢网溶剂起化学反应。
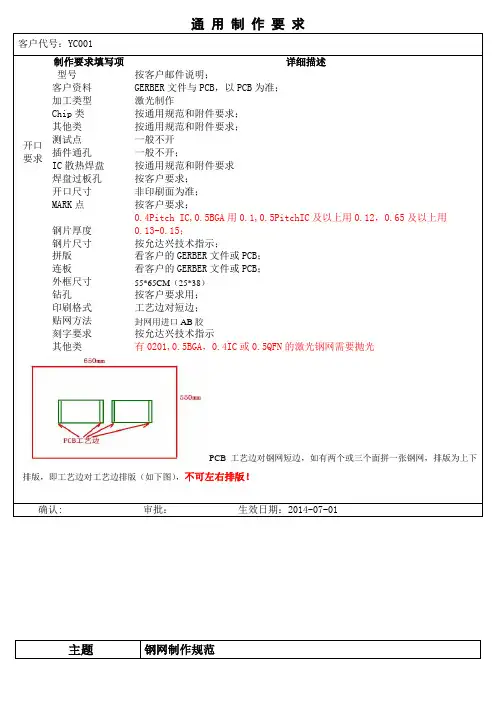
6.钢网标识及外形容:6.1、外形图:6.2、PCB位置要求:一般情况下,PCB中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm。
PCB,钢片,钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过20。
6.3、MARK点的制作要求6.3.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小及形状按1:1方式开口。
6.3.2 MARK点的选择原则:PCB上的两条对角线上的四个MARK点可以不全部制作出来,但至少需要对角的二个MARK点。
如果只有一条对角线上两个MARK点,则另外一个MARK点需满足到此对角线的垂直距离最远的原则选点。
6.3.3 涉及其他特殊情况,制作前通知钢网制作商。
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口内壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要内容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等内容。
模板设计内容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•陶瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个内容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
通孔回流焊钢网开孔设计.1 一般原则.1 钢网锡膏量计算(1)焊点锡量体积上图为一个润湿良好的饱满焊点的典型形态,其体积计算如下:ŸV焊点是元件焊点的体积,对于润湿良好的饱满焊点的体积计算如下:V焊点=Vhole-Vlead+2 ×Vfillet;ŸVhole是通孔(不包括元件管脚)的体积Vhole=×D/2×D/2×T;— D是通孔插装器件的插装通孔直径— T为PCB的板厚ŸVlead 是器件引脚所占通孔的体积对圆形引脚元器件:Vlead=×d/2×d/2×T;— d是截面形状为圆形的通孔插装器件引脚直径— T为PCB的板厚对方形或矩形引脚元器件:Vlead=L×W×T;— L是截面为方形或矩形的通孔插装器件引脚长边尺寸— W是截面为方形或矩形的通孔插装器件引脚短边尺寸— T为PCB的板厚ŸVfillet为上或下焊料焊接后脚焊缝的体积Vfillet=0.215×(R1×R1)×2 ×(0.2234×R1+d/2);— R1为脚焊缝的半径— d是截面形状为圆形的通孔插装器件引脚直径,当截面为其他形状时,须将其换算为等效圆形面积的直径值。
(2)锡膏量体积根据我司应用的锡膏的金属含量90%及助焊剂密度计算,形成最终焊点的总锡膏量的体积必须为焊点体积的2倍。
焈形成焊点所需的总锡膏量V锡膏计算如下:V锡膏=V焊点×2;— ×2是因为焊接后锡膏的体积收缩比近似为50%锡膏印刷之后的锡膏涂覆形态如下图所示:由上图可知:焈V锡膏由钢网的开口体积V钢网和过孔内的填孔量V填孔量两部分组成,即:V锡膏=V钢网+V填孔量焈V填孔量是与PCB厚度,通孔的尺寸,刮刀的角度,类型,速度,压力有关的函数在我司印刷方向为0度,锡膏中金属含量为90%时,锡膏填孔比率R填孔比的方程为:R填孔比=72.45+11.86(刮刀类型系数)-12.44(刮刀角度系数)+1.89(印刷速度系数)+8.76(填孔尺寸系数);V填孔量=R填孔比××D/2×D/2×62mil。
通孔回流焊钢网开孔设计.1 一般原则.1 钢网锡膏量计算(1)焊点锡量体积上图为一个润湿良好的饱满焊点的典型形态,其体积计算如下:ŸV焊点是元件焊点的体积,对于润湿良好的饱满焊点的体积计算如下:V焊点=Vhole-Vlead+2 ×Vfillet;ŸVhole是通孔(不包括元件管脚)的体积Vhole=×D/2×D/2×T;— D是通孔插装器件的插装通孔直径— T为PCB的板厚ŸVlead 是器件引脚所占通孔的体积对圆形引脚元器件:Vlead=×d/2×d/2×T;— d是截面形状为圆形的通孔插装器件引脚直径— T为PCB的板厚对方形或矩形引脚元器件:Vlead=L×W×T;— L是截面为方形或矩形的通孔插装器件引脚长边尺寸— W是截面为方形或矩形的通孔插装器件引脚短边尺寸— T为PCB的板厚ŸVfillet为上或下焊料焊接后脚焊缝的体积Vfillet=0.215×(R1×R1)×2 ×(0.2234×R1+d/2);— R1为脚焊缝的半径— d是截面形状为圆形的通孔插装器件引脚直径,当截面为其他形状时,须将其换算为等效圆形面积的直径值。
(2)锡膏量体积根据我司应用的锡膏的金属含量90%及助焊剂密度计算,形成最终焊点的总锡膏量的体积必须为焊点体积的2倍。
焈形成焊点所需的总锡膏量V锡膏计算如下:V锡膏=V焊点×2;— ×2是因为焊接后锡膏的体积收缩比近似为50%锡膏印刷之后的锡膏涂覆形态如下图所示:由上图可知:焈V锡膏由钢网的开口体积V钢网和过孔内的填孔量V填孔量两部分组成,即:V锡膏=V钢网+V填孔量焈V填孔量是与PCB厚度,通孔的尺寸,刮刀的角度,类型,速度,压力有关的函数在我司印刷方向为0度,锡膏中金属含量为90%时,锡膏填孔比率R填孔比的方程为:R填孔比=72.45+11.86(刮刀类型系数)-12.44(刮刀角度系数)+1.89(印刷速度系数)+8.76(填孔尺寸系数);V填孔量=R填孔比××D/2×D/2×62mil。
— D是通孔插装器件的插装通孔直径Ÿ钢网锡膏量体积V钢网计算如下:V钢网=V锡膏—V填孔量。
注:所有的上述过程都已经由美国环球公司整合进其AART锡膏量预估和钢网设计评估软件中,在使用的过程中必须提供PCB,焊盘过孔尺寸,锡膏,刮刀,钢网厚度等基本信息。
.1 钢网开口面积对于各类截面形状和尺寸的管脚,特制定了在1.6mm,2.0mm,2.35mm三种PCB厚度下钢网设计时所需要的钢网体积表,请参见附录中的《穿孔回流管脚尺寸与钢网体积对照表》,可以依照按表所得的钢网体积和已定的钢网厚度,按下列公式确定钢网的开口面积。
钢网开口面积=钢网的体积V钢网╱钢网厚度。
《穿孔回流管脚尺寸与钢网体积对照表》分别按照插装器件封装库设计规范与连接器器件封装库设计规范两种不同的焊盘设计方式分类,对于方形管脚和圆形管脚进行了钢网体积的计算。
对于不按照两类封装库设计规范进行设计的焊盘类型,本对照表未一一包括在内。
.2 钢网间隙和尺寸限制钢网开口之间的间隙及其开口尺寸限制如下图所示:钢网开口尺寸方面限制:为以通孔中心为分界点向各方向延伸的开口长度,如图所示c。
钢网开口间隙:钢网开口与开口之间隙,如图所示a,b。
具体要求如下:钢网厚度钢网开口间距a,b 开口尺寸限制c7或8mils ≥15mils≤400mil5或6mils ≥12mils≤400mil.1 钢网开口的几何形状由于受到各类器件封装空间的限制,钢网的开口根据器件的结构特征需要采取不同的形状与尺寸。
一般钢网开口中心与通孔中心重合;多排引脚的器件,钢网开口中心可与通孔中心不重合。
在进行具体的钢网开口形状选择时,钢网开口的形状应避开器件本体或其下端的支撑点,以避免形成锡珠。
具体的钢网几何形状和几何尺寸要求请参见建库细则。
.2 建库细则.1 插装器件部分(1)插装无极性电容CAP1)器件图形示意图:图2.1 插装无极性电容示意图2)插装无极性电容CAP钢网开法:图2.2 插装无极性电容钢网开法示意图A. 钢网开口宽度S2:当元件体的最大体宽T>4mm时,钢网的开口宽度S2=元件体的最大体宽T;当元件体的最大体宽T≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合,但当钢网开口内间隔G1<0.4mm (如图2.2所示)时,钢网开口同时向左右外侧平移相同的距离,直到G1=0.4mm 。
(2)插装极性圆柱状电容器CAPC1)器件图形示意图:图3.1 插装极性圆柱状电容器示意图2)插装极性圆柱状电容器CAPC钢网开法:图3.2 插装极性圆柱状电容器钢网开法示意图A. 钢网开口宽度S2:当元件体的最大体宽D>4mm时,钢网的开口宽度S2=元件体的最大体宽T;当元件体的最大体宽D≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合,但当钢网开口内间隔G1<0.4mm (如图3.2所示)时,钢网开口同时向左右外侧平移相同的距离,直到G1=0.4mm 。
(3)插装极性方形电容CAPR1)器件图形示意图:图4.1 插装极性方形电容器示意图2)插装极性方形电容器CAPR钢网开法:图4.2 插装极性方形电容器钢网开法示意图A. 钢网开口宽度S2:当元件体的最大体宽T>4mm时,钢网的开口宽度S2=元件体的最大体宽T;当元件体的最大体宽T≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合,但当钢网开口内间隔G1<0.4mm (如图2.2所示)时,钢网开口同时向左右外侧平移相同的距离,直到G1=0.4mm 。
(4)插装二极管DIODE1)器件图形示意图:图6.1 插装二极管示意图2)插装电阻器钢网开法:图6.2 插装二极管钢网开法示意图A. 钢网开口宽度S2:当元件体的最大直径D>4mm时,钢网的开口宽度S2=元件体的最大直径D;当元件体的最大直径D≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合。
(5)插装电感器IND1)器件图形示意图:图8.1 插装电感器示意图2)插装电阻器钢网开法:图8.2 插装电感器钢网开法示意图A. 钢网开口宽度S2:当元件体的最大直径D>4mm时,钢网的开口宽度S2=元件体的最大直径D;当元件体的最大D≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合。
(6)插装电阻器RES1)器件图形示意图:图10.1 插装电阻器示意图2)插装电阻器钢网开法:图10.2 插装电阻器钢网开法示意图A. 钢网开口宽度S2:当元件体的最大直径D>4mm时,钢网的开口宽度S2=元件体的最大直径D;当元件体的最大直径D≤4mm时,钢网的开口宽度S2=4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合。
(7)插装晶体XTAL1)器件图形示意图:图11.1 插装晶体示意图2)插装晶体钢网开法:图11.2 插装晶体钢网开法示意图A. 钢网开口宽度S2:当元件体宽A>8.4mm时,钢网的开口宽度S2=(A-0.4mm)/2;当元件体宽A≤8.4mm时,钢网的开口宽度S2=4mm,两钢网开口之间距为0.4mm;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:钢网开口与钢网开口之间,钢网开口与器件本体之间,须保证0.4mm的距离。
(8)插装振荡器OSC1)器件图形示意图:图12.1 插装晶体示意图2)插装振荡器钢网开法:图12.2 插装振荡器钢网开法示意图A. 钢网开口宽度S2:钢网的开口宽度S2=(A-0.4mm)/2;B. 钢网开口长度S1:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度S2确定钢网开口长度S1。
C. 钢网开口位置设定:一般情况下,钢网开口与焊盘相切,如图12.2所示。
(9)双列直插封装IC DIP1)器件图形示意图:图24.1 双列直插器件示意图2)双列直插器件钢网开法:图24.2 双列直插器件钢网开法示意图A. 钢网开口长度S1:钢网的开口长度S1=E-0.4mm;B. 钢网开口宽度S2:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口长度S1确定钢网开口宽度S2。
C. 钢网开口位置设定:一般情况下,钢网的长度开口方向与焊盘相切,开口与开口之间间隔0.4mm。
如图24.2所示。
(10)单列直插封装(含IC和阻排)SIP1)器件图形示意图:图25.1 单列直插器件示意图2)单列直插器件钢网开法:图25.2 单列直插器件钢网开法示意图A. 钢网开口长度S1:钢网的开口长度S1=E-0.4mm;B. 钢网开口宽度S2:根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口长度S1确定钢网开口宽度S2。
C. 钢网开口位置设定:一般情况下,钢网的中心与焊盘的中心重合,开口与开口之间间隔0.4mm。
(11)插装针栅阵列PGA1)器件图形示意图:图26.1 插装针栅阵列器件示意图2)插装针栅阵列器件钢网开法:图26.2 插装针栅阵列器件钢网开法示意图A. 对于向左右延伸的钢网的开口:钢网开口宽度=D-0.4mm;根据不同的板厚,通孔直径,焊盘尺寸和管脚的尺寸确定钢网开口的体积,然后由钢网的厚度和已确定的钢网开口宽度确定钢网开口长度S1。