数控机床伺服参数设置
- 格式:ppt
- 大小:2.20 MB
- 文档页数:5
数控机床伺服参数调整方法数控机床伺服参数调整是指根据加工需求和机床运行情况,调整伺服系统的参数,以达到更好的加工效果和稳定性。
下面将介绍一些数控机床伺服参数调整的方法。
需要了解数控机床伺服系统的参数。
数控机床伺服系统通常包括位置控制器、伺服驱动器和伺服电机,每个部分都有一些关键参数。
位置控制器的参数包括位置环增益、速度环增益和加速度环增益;伺服驱动器的参数包括比例增益、积分时间和死区补偿;伺服电机的参数包括电机惯量、电机转矩和电机速度。
根据加工需求和机床运行情况来选择合适的参数。
加工需求包括加工件的大小、形状、材质和精度要求等,机床运行情况包括加工件的负载、加工速度和加工方式。
根据这些因素,将合适的参数值输入到机床控制软件中。
然后,通过试切来验证参数的合适性。
试切是指根据加工要求,进行一次小批量的加工测试,以评估加工效果。
在试切过程中,观察加工件的表面质量、尺寸偏差和工具磨损情况等,根据实际情况进行参数的调整,直到达到最佳的加工效果。
接下来,根据机床的反馈信息进行参数优化。
机床的反馈信息可以通过加工过程中的传感器数据获取,例如位置、速度和加速度等。
根据这些信息,可以分析机床的动态特性和稳定性,并通过调整参数来改善机床的性能。
将参数进行记录和保存。
一旦确定了合适的参数,就应该将其记录下来,并保存到机床控制软件中。
这样,在下次加工相同类型的工件时,可以直接使用这些参数,提高加工的一致性和效率。
数控机床伺服参数的调整是一个持续优化的过程。
通过合适的参数选择、试切验证和反馈信息分析,可以不断改进数控机床的加工性能,提高加工的质量和效率。
数控机床伺服参数调整方法随着数控技术的不断发展,数控机床在工业生产中的应用越来越广泛。
数控机床伺服系统作为数控机床的核心部件之一,其性能和稳定性直接影响到数控机床的加工精度和效率。
合理调整数控机床伺服系统的参数是提高数控机床加工质量和效率的重要手段之一。
本文将介绍数控机床伺服参数调整的方法,希望能对相关人士有所帮助。
1. 调整前的准备在进行数控机床伺服系统参数调整之前,首先需要对数控机床进行全面的检查和维护。
确保数控机床的各个部件处于正常工作状态,特别是伺服系统的传感器、执行器和控制器等部件要进行细致的检查,发现问题及时进行修理或更换,以确保调整参数时能够得到准确的反馈数据。
在进行参数调整之前,需要对数控机床的加工工艺进行详细的分析和了解,包括加工材料、加工工艺、加工精度要求等,这些信息将直接影响到伺服系统参数的选择和调整。
2. 调整方法(1)速度环参数调整伺服系统的速度环参数直接影响到伺服电机的加减速性能,对于需要进行高速加工的数控机床尤为重要。
速度环参数主要包括速度比例增益、速度积分增益、速度微分增益等。
在调整速度环参数时,可以先将速度比例增益调整到一个适中的数值,然后逐步增加速度积分增益和速度微分增益,直到获得令人满意的响应速度和稳定性。
伺服系统的限位参数可以对伺服电机的运动范围进行限制,避免因误操作或其他原因导致的伺服电机超出规定范围的运动。
在调整限位参数时,需要根据实际工艺要求和数控机床的运动范围进行合理设置,以确保伺服电机在安全范围内工作。
3. 调整后的测试在完成伺服系统参数调整之后,需要进行全面的测试,以确保伺服系统参数调整的效果符合实际工艺需求。
测试内容主要包括加速度、速度、位置控制精度、动态响应速度等方面的测试。
通过测试结果可以评估伺服系统参数调整的效果,如果需要进一步调整,则可以根据测试结果进行调整。
数控机床伺服系统参数调整是一项复杂而又重要的工作,需要经验丰富的技术人员来进行。
数控机床伺服参数调整方法数控机床是一种通过控制系统控制的机床,它的精度和稳定性取决于伺服系统的参数调整。
伺服系统是控制电机转速和位置的关键部件,正确调整伺服系统的参数可以提高机床的加工精度和生产效率。
本文将介绍一种数控机床伺服参数调整方法。
一、伺服系统的参数数控机床的伺服系统有许多参数,常见的有比例增益、积分时间、微分时间和滤波时间等。
比例增益决定了伺服系统的响应速度和稳定性,积分时间和微分时间分别控制了伺服系统的积分和微分作用,滤波时间用于减小伺服系统的噪声。
不同的机床对参数的要求可能不同,因此需要根据具体机床的要求进行调整。
二、参数调整方法1. 比例增益的调整比例增益是伺服系统的一个重要参数,它决定了伺服系统的响应速度和稳定性。
一般来说,较大的比例增益可以提高系统的动态性能,但过大的比例增益会导致系统震荡和不稳定。
调整比例增益需要在性能和稳定性之间取得平衡。
具体的调整方法如下:(1)增加比例增益,观察系统的响应速度和稳定性,如果出现震荡现象或者系统变得不稳定,说明比例增益过大,需要适当降低。
2. 积分时间的调整(1)增加积分时间,观察系统的稳态误差,如果稳态误差减小,但超调量增大,说明积分时间过大,需要适当减小。
(1)增加滤波时间,观察系统的响应速度和抖动情况,如果系统的响应速度变慢,说明滤波时间过大,需要适当减小。
三、结论通过调整伺服系统的参数,可以有效提高数控机床的加工精度和生产效率。
在进行参数调整时,需要在性能和稳定性之间取得平衡,根据具体机床的要求进行调整。
调整伺服系统参数需要进行逐步试验,观察系统的响应速度和稳定性,在实际加工中进行实验验证,以获得最佳的参数设置。
第三讲伺服参数的初始化FANUC0i-MateD系列画面说明功能键::按此键显示位置显示画面。
:按此键显示偏置/设定画面。
:按此键显示程序画面。
:按此键显示系统画面。
:按此键显示信息画面。
:按此键显示图形画面。
1、伺服参数的作用实现数控系统与机床结构和机床各种功能的匹配,使数控机床的性能达到最佳。
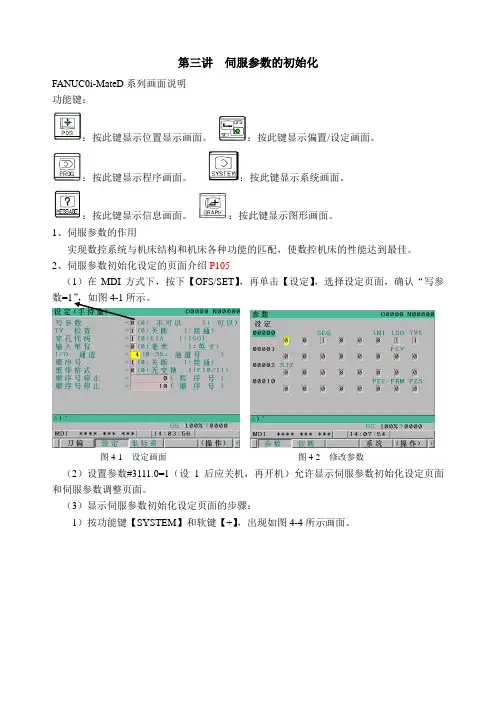
2、伺服参数初始化设定的页面介绍P105(1)在MDI方式下,按下【OFS/SET】,再单击【设定】,选择设定页面,确认“写参数=1”,如图4-1所示。
图4-1 设定画面图4-2 修改参数(2)设置参数#3111.0=1(设1后应关机,再开机)允许显示伺服参数初始化设定页面和伺服参数调整页面。
(3)显示伺服参数初始化设定页面的步骤:1)按功能键【SYSTEM】和软键【+】,出现如图4-4所示画面。
图4-3 系统功能键图4-4 参数界面2)按软键【SV设定】出现如图4-5所示伺服设定画面。
3)伺服参数初始化设定页面与参数的对应关系如图4-6所示。
(4)伺服参数的主要内容FANUC数控系统的伺服参数是很丰富的,具体伺服电机参数可以参考伺服电机参数手册,现在仅介绍参数初始化和微小调整使用的一些参数。
图4-5 a) 伺服设定画面图4-5 b) 伺服设定画面图4-5 c) 伺服设定画面图4-5 d) 伺服设定画面1)初始化设定位NO 2000#0(PLC01):设定为“0”时,检测单位为1μm,FANUC系统使用参数2023(速度脉冲数)、2024(位置脉冲数)。
设定为“1”时,检测单位为0.1μm,把上面系统参数的数值乘10倍。
#1(DGPRM):设定为“0”时,系统进行数字伺服参数初始化设定,当伺服参数初始化后,该位自动变成“1”。
#3(PRMCAL):进行伺服初始化设定时,该位自动变成“1”(FANUC—OC/OD系统无此功能)。
根据编码器的脉冲数自动计算下列参数:PRM2043、PRM2044、PRM2047、PRM2053、PRM2054、PRM2056、PRM2057、PRM2059、PRM2074、PRM2076。
数控机床伺服参数调整方法数控机床伺服参数调整是一项重要的工作,直接影响到数控机床的加工质量和效率。
正确的参数调整可以使数控机床运行平稳、精度高,同时可以减少故障发生的可能性。
下面将介绍数控机床伺服参数调整的方法。
一、了解伺服系统在进行伺服参数调整之前,我们首先需要充分了解伺服系统的工作原理和结构,包括伺服电机、编码器、伺服放大器等。
了解伺服系统的工作原理对调整参数非常有帮助。
二、参数调整前的准备工作在进行伺服参数调整之前,我们首先需要做好以下几个准备工作:1. 完善的机床维修手册和相关资料:了解数控机床的结构及所有部件的规格和性能。
2. 合适的调试设备:调试仪器和设备,如震动分析仪、示波器、频谱分析仪等。
3. 监测工具:有关数控机床性能的监测工具,如力传感器、位移传感器等。
4. 监控系统:对数控机床伺服系统的运行参数进行监测和记录。
5. 了解数控系统的功能和基本原理。
三、参数调整的具体步骤1. 伺服放大器增益参数的调整伺服放大器的增益参数是影响数控机床伺服性能的关键参数之一。
增益过大或过小都会导致系统性能下降,因此需要正确、合理地进行调整。
调整增益参数时,可以利用调试仪器进行监测和调整。
我们可以通过震动分析仪或频谱分析仪对伺服系统进行监测,得到系统的频率响应曲线。
接着,可以根据频率响应曲线的特性来调整伺服放大器的增益参数,使之达到最佳状态。
2. 速度环参数的调整速度环是数控机床伺服系统中的重要部分,对其速度环参数进行合理调整可以提高系统的速度响应性能。
调整速度环参数时,我们可以通过示波器监测伺服系统的速度响应特性,并根据实际情况进行调整。
四、参数调整后的测试在完成伺服参数的调整后,我们需要进行严密的测试,以确认参数调整的效果。
测试内容包括静态性能测试和动态性能测试。
1. 静态性能测试静态性能测试主要是对数控机床伺服系统的稳态性能进行测试。
包括位置控制精度测试、速度控制精度测试、静态刚度测试等。
注意事项在进行伺服参数调整时,需要注意一些重要的事项:1. 保持安全:在进行参数调整时,需要确保机床处于停机状态,以免发生意外事故。
数控机床伺服参数调整方法数控机床伺服系统是现代工业生产中的重要设备之一,其性能的好坏直接关系到生产效率和产品质量。
伺服系统的性能是由伺服参数决定的,因此,调整伺服参数是提高数控机床加工精度和效率的必要条件之一。
本文将详细介绍数控机床伺服参数调整的方法。
一、伺服参数调整前的准备工作在进行伺服参数调整之前,需要做好以下准备工作:1.对机床的各轴进行精确位置标定,确保各轴回原点后的准确性;2.对于新机床,需要进行调试和保养,确保各部件的性能达到最佳状态;3.根据加工件要求和加工工艺选择合适的切削条件;4.确定数控系统的各项参数设置,保证其稳定运行。
1.速度环参数速度环控制伺服系统的速度,其参数的调整是实现伺服系统性能的关键。
速度环参数主要包括比例增益Kp、积分时间常数Ti、微分时间常数Td和滤波时间常数Tf四个参数。
(1)比例增益Kp比例增益Kp是速度环控制系统最基本的参数,它表征了控制器的增益特性。
增益越大,控制器响应越快,但也容易引起振荡,增益过小显然无法满足加工要求。
因此,Kp的选取需要通过实验确定。
一般情况下,Kp 的取值为 0.1~0.5。
(2)积分时间常数Ti积分时间常数Ti 表示控制器积分作用的时间,其大小关系到伺服系统的静态误差和动态响应。
Ti 增大可以减小静态误差,但过大的Ti 会使系统的动态响应变慢。
Ti 通常取决于伺服电机的转动惯量和摩擦阻力,一般设置在0.02~0.6 秒之间。
微分时间常数Td 是控制器对伺服系统的微分作用时间,其主要作用是抑制振荡。
当Td 增大时,控制器对速度变化的响应越快,但Td 过大会使响应出现颤振或干扰。
因此,Td 的取值要根据实际情况进行调整。
在实际应用中,伺服系统往往会受到噪声的干扰,为了减少噪声的影响,常常在控制信号中添加滤波器。
滤波时间常数Tf 是滤波器的时间常数,其大小与滤波器的带宽有关。
一般情况下,Tf 取0.005~0.03秒之间。
2.位置环参数比例增益Kp 表征控制器的增益特性,其大小决定了系统的静态精度和动态响应性能。
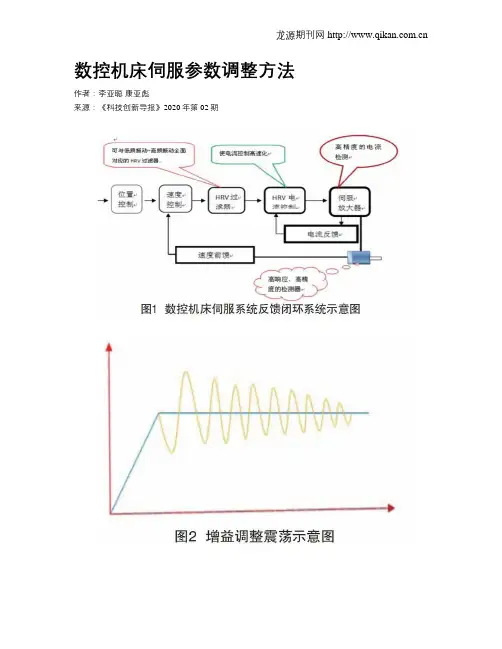
数控机床伺服参数调整方法作者:李亚聪康亚彪来源:《科技创新导报》2020年第02期摘; ;要:现阶段,我国的工业发展较为迅速,产品的质量和数量都在不断提升,所以对数控机床提出了新的要求。
在数控机床的实际生产中,许多伺服参数的调整仍然不是十分完善,制约了机床的生产精度,对机床加工质量带来不利影响。
本文将从伺服系统的调整原则、顺序以及方法这三个方面进行阐述,旨在对我国数控机床伺服参数的调整提供借鉴。
关键词:数控机床; 伺服; 振荡; 参数调控中图分类号:TP659; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ;文献标识码:A; ; ; ; ; ; ; ; ; ; ; ;文章编号:1674-098X(2020)01(b)-0066-021; 伺服系统参数调整原则伺服系统通常由三个反馈系组成,分别为位置环、速度环以及电流环,具体如图1所示。
1.1 位置环增益位置环增益是重要的参数,对机床的工作具有重要的作用。
位置环增益越大,那么当位置指令输入过后电机响应速度也会更快,进行位置跟踪会更加准确,运动部件定位会更加及时。
系统在执行指令的过程中,相应指令运转的部件会收到较大的冲力,所以也就对部件的刚性质量提出了更高的要求。
相对于高增益,位置环增益越小,伺服系统也会更加平稳,虽然如此,但是不能过分追求低增益,否则就会带来更高的使伺服系统跟踪误差,最终在工件加工时在加工轨迹上产生误差。
为了加强机床的刚性,减少跟随误差,尽可能加快定位速度,就要适当提高位置环设定值,但是应当保持在一定范围内,否则就会带来振动,降低工作质量。
1.2 速度环增益速度环增益一般用于调整速度环的反应速度。
如果增加一定量的速度环增益,那么机床的振动幅度也会更加剧烈,不利于实际工作。
所以,要确定机械部件的振动上限,在这个上限值以下来调整速度环增益,以提升反应速度。
在速度环增益设定的过程中,若缺乏合理的数据支持,就会带来偏差,导致静态误差的产生。
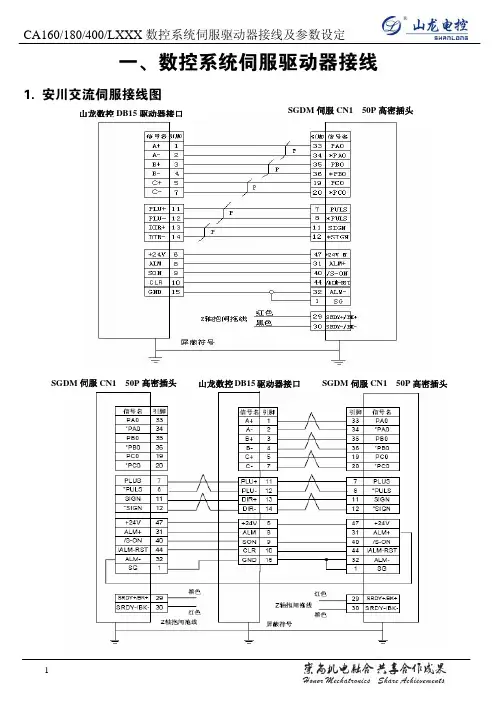
一、数控系统伺服驱动器接线1.安川交流伺服接线图山龙数控DB15驱动器接口SGDM伺服CN1 50P高密插头SGDM伺服CN1 50P高密插头SGDM伺服CN1 50P高密插头山龙数控DB15驱动器接口2.松下交流伺服接线图山龙数控DB15驱动器接口松下Minas A4/A5伺服 50P高密插头3.三菱 MR-E型伺服接线图山龙数控DB15驱动器接口三菱MR-E-A (26P高密)4. 台达ASD-A 型伺服接线图山龙数控DB15驱动器接口台达ASDA-A系列伺服器50P高密插头5. 台达ASDA-B 型伺服接线图A+A-B+B-Z++24V Z-PU+PU-DR-DR+GNDOA /OA OB /OB 10231211242512345671112131415OZ /OZ 2221PLUSE /PLUSE 2019SIGN /SIGN 413COM+COM-双绞线118D03 ALM DI2 ARST ALM CLR 810SON 917DI1+SON 台达ASDA-B型DB25(两排针孔)山龙数控DB15驱动器接口1613DO1+COM-Z轴抱闸拖线(红)Z轴抱闸拖线(黑)6. 台达ASDA-B 型伺服接线图(双驱动器接线)DB15驱动器接口A+A-B+B-Z++24V Z-PU+PU-DR-DR+GND OA /OA OB /OB 10231211242512345671112131415DB25(两排针孔)OZ /OZ 2221PLUSE /PLUSE 2019SIGN /SIGN 413COM+COM-双绞线118D03 ALM DI2 ARST ALM CLR 810SON 917DI1+SON 台达ASDA-B型山龙数控OA /OA OB /OB 102312112425DB25(两排针孔)OZ /OZ 2221PLUSE /PLUSE 2019SIGN /SIGN 413COM+COM-双绞线118D03 ALM DI2 ARST 17DI1+SON台达ASDA-B型1613DO1+COM-Z轴抱闸拖线(红)Z轴抱闸拖线(黑)1613DO1+COM-Z轴抱闸拖线(红)Z轴抱闸拖线(黑)7. 富士伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V Z-PU+PU-DR-DR+GNDFFA *FFA FFB *FFB 9101112232412345671112131415富士FALDIC-β伺服(26P高密插头)FFZ *FFZ 78CA *CA 2021CB *CB 114P24M24双绞线153OUT1CON2 RST ALM CLR 810SON 92CON1 RUN8.日立伺服接线图山龙数控DB15驱动器接口日立ADA系列伺服驱动器山龙数控DB15驱动器接口三洋PY系列DB50高密插头10. 三洋 R 系列伺服接线图山龙数控DB15驱动器接口三洋R系列DB50高密插头11. 开通 KT270系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND LA LAR LB LBR 7168172526123456789101112131415开通KT270系列伺服驱动器LZ LZR 1512ALM RES 111PP PG 1019NP NG 2023COMO COM12SON双绞线12. 四通(现更名为森创)GS 系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND A信号差分输出+A信号差分输出-B信号差分输出+B信号差分输出-333435363132123456789101112131415四通GS系列伺服DB44针Z信号差分输出+Z信号差分输出-228故障信号输出+报警清除信号输入1227脉冲指令信号输入+脉冲指令信号输入-1328方向/脉冲指令信号输入+方向/脉冲指令信号输入-76输入公共端COM 故障信号输出-23伺服使能(伺服ON)输入21BRAKE+Z轴抱闸拖线(红)5BRAKE-Z轴抱闸拖线(黑)双绞线13. 东元 TSDA 系列伺服接线图山龙数控DB15驱动器接口东元TSDA系列伺服器50P高密插头山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SON CLRPU+PU-DR-DR+GND PA /PA PB /PB 161718192021123456789101112131415东元ESDA系列伺服DB25插头(双排)PC /PC 14ALM 45PP /PN 67DP /DN 1022+24V N241SON 双绞线CLR 2FG2515. 松下J 系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND OA+OA-OB+OB-131415161718123456789101112131415松下J系列伺服驱动器26P高密插头OC+OC-83ALM A-CLR 2021PULS1PULS22223SIGN1SIGN2111COM+COM-2SRV-ON 10BRK-OFFZ轴抱闸拖线双绞线山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND PAO /PAO PBO /PBO 333435361920123456789101112131415东菱EPS-B1系列伺服驱动器50P高密插头PZO /PZO 3145ALM A-CLR 1617PULS+PULS-2324SIGN+SIGN-471,2,32COM+GND 40SRV-ON 25BK+Z轴抱闸拖线(红)26BK-Z轴抱闸拖线(黑)双绞线17. 东菱EPS-TA 系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND PAO /PAO PBO /PBO 171815161413123456789101112131415东菱EPS-TA系列伺服驱动器DB-36P插头PZO /PZO 521ALM A-CLR 910PULS+PULS-1112SIGN+SIGN+2225COM+GND 24S-ON 7BRK-OFFZ轴抱闸拖线双绞线18. 信捷DS2-AS 系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND AO+AO-BO+BO-6710589123456789101112131415信捷DS2-AS系列伺服驱动器VGA-15P插头ZO+ZO-138ALM A-CLR 21P+5V P-54D+5V D-1114+24VIN COM 7/S-ON双绞线19. 欧瑞传动SD10系列伺服接线图山龙数控DB15驱动器接口A+A-B+B-Z++24V ALM Z-SONCLR PU+PU-DR-DR+GND PAO+PAO-PBO+PBO-181716153231123456789101112131415欧瑞传动SD10系列伺服器50P高密插头PZO+PZO-209ALM AL-RST 4443P+5V P-4039D+5V D-419,49GP COM 5/SONI双绞线二、伺服驱动器参数设定1.安川Σ-Ⅱ系列伺服参数设定用安川伺服驱动器,设定以下参数后,机床即可工作。
数控机床伺服参数调整方法一、引言数控机床作为现代制造业中常见的一种机床设备,其伺服系统相对于传统机床具有更高的精度和稳定性。
而伺服系统的参数调整是确保数控机床性能稳定和工件加工质量的重要环节。
本文将介绍数控机床伺服参数调整的方法和技巧,希望能够帮助相关行业人员更好地掌握数控机床伺服系统的调整技术。
二、数控机床伺服系统概述数控机床伺服系统是指通过电子设备和控制技术来驱动机床的各种运动件,实现工件的高精度加工。
伺服系统一般包括伺服电机、伺服控制器、位置传感器及其它辅助设备。
伺服系统的性能直接影响了数控机床的加工精度和效率。
伺服参数包括比例增益、积分增益、微分增益、速度前馈增益等,这些参数的设定影响了伺服系统对指令信号的响应速度和定位精度。
准确地调整伺服参数是保证数控机床稳定运行和高精度加工的关键。
三、数控机床伺服参数调整方法1. 确定调整目标在进行伺服参数调整之前,需要首先明确调整的目标,比如提高伺服系统的响应速度、提高运动平稳性、提高定位精度等。
不同的调整目标会对参数调整方案产生不同的影响。
2. 调整比例增益比例增益是用来调整伺服系统对误差信号的响应速度和调整力度的参数,其值越大,伺服系统对误差信号的响应速度越快,调整力度越大。
在进行比例增益调整时,可以先将其值设置为一个较大的初始值,然后通过试加工的方式逐渐调整至合适的数值,使得工件的加工精度能够得到满足。
3. 调整积分增益积分增益是用来调整伺服系统对误差信号积分值的响应速度和调整力度的参数。
在进行积分增益调整时,可以根据前期试加工的结果来确定最佳的数值,以保证伺服系统在工件加工过程中能够得到稳定的运动轨迹。
6. 综合调整在完成上述单项参数的调整之后,还需要进行综合调整,以保证各项参数之间的协调性和稳定性。
参数的调整还需要结合实际加工情况和工件特性,进行多次试加工,不断优化和调整参数,以保证伺服系统能够实现稳定的高精度加工。
四、注意事项1. 参数调整要谨慎在进行伺服系统参数调整时,需要保持谨慎和耐心,不能贪图快速完成调整而忽略了对实际加工结果的观察和分析。
数控机床伺服参数调整方法1. 引言1.1 引言数、岗次等。
数控机床是一种自动化加工设备,其控制系统由伺服系统负责实现精确的位置控制和运动控制。
伺服系统中的参数设置对机床的性能和加工质量有着直接的影响。
正确调整数控机床伺服参数是保证机床正常工作和提高加工精度的重要步骤。
在实际生产中,有时会出现数控机床运行不稳定或加工质量不理想的情况,这时就需要进行伺服参数的调整。
本文将介绍数控机床伺服参数的调整方法,包括调整方法一、调整方法二、调整方法三和调整方法四。
通过本文的学习,读者将能够全面了解数控机床伺服参数的调整原理和方法,从而更好地应对各种生产实际需求,提高加工效率和质量。
2. 正文2.1 数控机床伺服参数调整方法数控机床伺服参数调整方法主要包括四种不同的调整方法,每种方法都有其独特的特点和适用场景。
下面将分别介绍这四种调整方法。
调整方法一:手动调整手动调整是最基础也是最直观的调整方法,操作人员可以通过手动旋钮或按钮来改变伺服参数,实现对机床的控制。
这种方法适用于简单的调整需求,操作简单直观,但需要操作人员对机床进行实时监控,无法实现自动化控制。
调整方法二:自动调整自动调整是通过数控系统自动优化伺服参数,根据预设的算法和规则对参数进行调整。
这种方法可以提高生产效率,减少人工干预,适用于需要大量重复调整的场景。
但需要提前设定好优化算法,以及对数控系统有一定的了解和操作技能。
调整方法三:智能调整智能调整是结合人工智能技术对伺服参数进行智能化调整,通过学习和优化算法,使得机床能够自动适应不同工件的加工要求。
这种方法能够实现个性化定制,提高加工精度和效率,但需要大量的数据支持和复杂的算法设计。
调整方法四:在线优化在线优化是在实际加工过程中根据机床工作状态和负载情况实时调整伺服参数,以达到最佳加工效果。
这种方法可以最大限度地提高加工质量和效率,但需要对机床和加工过程有深入的理解,以及高级的控制算法和技术支持。
综上所述,数控机床伺服参数调整方法有多种选择,操作人员可以根据实际需求和技术水平选择合适的调整方法,以实现最佳的加工效果和效率。
数控机床伺服参数调整方法【摘要】数要求等。
是数控加工中至关重要的一环。
本文将从理论基础、参数调整的步骤、调整方法的注意事项、实际案例和效果评估等方面进行探讨。
理论基础部分将介绍数控机床伺服系统的工作原理和相关知识;参数调整的步骤部分将详细介绍调整参数的具体步骤和方法;调整方法的注意事项部分将强调在调整过程中需要注意的细节和技巧;实际案例部分将通过实例分析展示参数调整的具体操作过程和效果;效果评估部分将对调整后的效果进行评估和总结。
结论部分将强调数控机床伺服参数调整方法的重要性和未来发展方向,并对全文进行总结。
通过本文的研究和探讨,有助于提高数控机床的加工精度和效率,推动数控加工技术的发展和应用。
【关键词】关键词:数控机床、伺服参数、调整方法、理论基础、步骤、注意事项、实际案例、效果评估、重要性、发展方向、总结1. 引言1.1 数控机床伺服参数调整方法数统计、格式要求等。
引言:数控机床作为现代制造业中必不可少的关键设备,其伺服系统的性能直接影响了加工质量和生产效率。
而伺服系统的参数调整则是保证机床正常运行和提高加工精度的重要环节。
本文将重点介绍数控机床伺服参数调整方法,以帮助读者更好地了解和掌握这一关键技术。
在伺服系统中,参数的调整是指对伺服控制器中的各项参数进行设置和优化,以使伺服系统能够更好地适应不同加工需求和环境条件。
通过合理调整参数,可以有效地提高机床的定位精度、加工速度和稳定性,从而提升整个加工过程的效率和质量。
在本文的后续内容中,我们将首先介绍数控机床伺服参数调整的理论基础,包括伺服系统的工作原理和参数设置的基本原则。
接着,我们将详细讲解参数调整的具体步骤和注意事项,以及分析实际案例中的调整过程和效果评估。
我们将探讨数控机床伺服参数调整方法的重要性和未来发展方向,并进行总结。
通过本文的学习,读者将能够全面了解数控机床伺服参数调整方法的重要性和实践操作技巧,为提升机床加工性能提供有力支持。
数控机床伺服参数调整方法数控机床在现代工业生产中占据着非常重要的位置,而数控机床的伺服系统则是数控机床的核心部件之一。
伺服系统的参数调整对于数控机床的性能和精度有着非常重要的影响。
掌握伺服系统参数调整的方法对于提高数控机床的加工精度和效率具有非常重要的意义。
伺服系统是一种能够控制机械装置的位置、速度和加速度的系统。
而数控机床的伺服系统又是指能够控制机床轴的位置、速度和加速度的系统。
通过对伺服系统的参数进行调整,可以使数控机床在加工过程中实现更高的精度和效率。
1. 确定调整参数首先需要确定要调整的伺服系统参数,一般涉及的参数包括比例增益、积分时间、微分时间、速度环参数、位置环参数等。
每个参数调整的目的和影响都不同,因此需要根据具体情况来选择调整的参数。
2. 调整比例增益比例增益是伺服系统的一个重要参数,它决定了伺服系统的响应速度和稳定性。
调整比例增益可以改变伺服系统的灵敏度,使机床在加工过程中更加稳定和精确。
调整比例增益的方法一般是先将比例增益设为一个合适的初始值,然后进行试加工,通过观察加工结果和机床的运动情况来逐步调整比例增益的大小,直到达到最佳的加工效果。
3. 调整积分时间和微分时间积分时间和微分时间是影响伺服系统稳定性和抗干扰能力的重要参数。
通过调整积分时间和微分时间可以使伺服系统对扰动和干扰的抵抗能力更强,从而提高加工精度和稳定性。
位置环是伺服系统中最基本的控制环节,通过调整位置环参数可以改变伺服系统的定位精度和稳定性。
调整位置环参数可以使机床在定位和转角控制方面更加精确和稳定。
在进行伺服参数调整的过程中,需要重点考虑机床的加工类型、材料的特性、工件的形状和加工要求等因素,以及连续的试加工过程中不断调整参数,逐步找到最佳的调整方案。
同时还需要注意遵守相关的安全规范和操作规程,确保在调整伺服参数的过程中不影响机床的正常运行和操作人员的安全。
伺服系统参数调整是数控机床加工精度和效率提高的关键。
数控机床伺服参数调整方法【摘要】数控机床伺服参数调整方法对于数控加工的精度和效率起着至关重要的作用。
目前现有的调整方法存在一些问题,需要不断优化和完善。
本文从数控机床伺服参数的基本调整方法出发,探讨了依据机床类型选择合适的参数调整方案的重要性,以及根据加工要求进行参数调整的实用性。
通过实验和验证优化参数设置,以及尝试新的参数调整技术,为数控机床的性能提升提供了新的思路和方法。
结合数控机床伺服参数调整方法的优化,展望了未来发展方向,指出了进一步提升数控机床加工能力和精度的可能途径。
通过本文的研究和总结,可以为数控机床的参数调整提供一些有益的参考和建议。
【关键词】数控机床、伺服参数、调整方法、重要性、问题、基本调整方法、机床类型、加工要求、实验验证、优化、新技术、优化、发展方向。
1. 引言1.1 数控机床伺服参数调整方法的重要性数控机床伺服参数调整方法的重要性在于其直接影响到机床的加工精度、效率和稳定性。
通过合理调整伺服参数,可以提高机床的动态响应性能,降低加工误差,增加加工精度。
适当调整参数还可以优化加工过程中的速度、加速度和减速度,提高加工效率和生产率。
合适的伺服参数调整可以降低机床的能耗,延长设备的使用寿命,降低维护成本。
随着科技的不断进步和市场的竞争日益激烈,客户对产品的质量和交货期要求也越来越高。
而数控机床伺服系统作为现代制造业中的关键装备,其性能和稳定性对整个生产过程至关重要。
对数控机床伺服参数的精确调整和优化不仅是提高产品质量和生产效率的关键,更是企业提升竞争优势、实现可持续发展的重要保障。
数控机床伺服参数调整方法的重要性不可忽视,只有深入研究和不断优化调整方法,才能更好地满足市场需求,提高生产效率,提升企业竞争力。
1.2 现有数控机床伺服参数调整方法存在的问题目前,数控机床伺服参数调整方法存在一些问题需要解决。
传统的参数调整方法通常基于经验和试错,缺乏科学性和系统性,容易导致调整效果不佳。
数控机床伺服参数调整方法【摘要】数控机床伺服参数调整方法在数控机床运行中起着重要作用。
本文首先介绍了数控机床伺服系统的基本原理,随后详细描述了数控机床伺服参数的调整步骤和调整工具,以及关键注意事项。
接着通过实例分析和优化方向探讨了数控机床伺服参数调整方法的具体操作技巧。
结论部分总结了数控机床伺服参数调整方法的重要性,并展望了未来的发展趋势和应用前景,强调了其在数控加工领域的重要性和潜力。
通过本文的阐述,读者可以深入了解数控机床伺服参数调整的方法和意义,为相关行业的从业人员提供了实用的参考资料。
【关键词】数控机床、伺服参数、调整方法、重要性、基本原理、步骤、工具、注意事项、实例分析、优化方向、总结、未来发展趋势、应用前景展望。
1. 引言1.1 数控机床伺服参数调整方法的重要性数控机床伺服参数调整方法的重要性不言而喻,它直接关系到数控机床的性能和精度。
在数控机床的运行过程中,伺服参数的调整对于提高加工质量、提高生产效率、延长设备寿命都具有至关重要的意义。
通过科学合理地调整伺服参数,可以确保数控机床在加工过程中保持稳定的运行状态,避免出现因参数设置不当而导致的加工误差或设备运行故障。
这不仅可以确保加工零件的精度和质量,还能有效减少维修和调整设备的时间,提高生产效率。
数控机床伺服系统的性能很大程度上取决于参数的调整情况,通过合理地调整伺服参数,可以优化数控机床的性能,提高加工精度和稳定性。
通过对参数的调整,可以减小系统的响应时间,提高控制精度,实现更加准确的加工。
1.2 数控机床伺服系统的基本原理数控机床伺服系统是数控机床中的关键组成部分,其基本原理是通过伺服电机驱动负载,实现精确的运动控制。
伺服系统包括伺服电机、伺服控制器、编码器等组件。
伺服电机通过反馈信号与控制器进行实时通讯,实现动态闭环控制。
编码器用于实时监测负载位置,将实际位置与期望位置进行对比,调整电机输出使负载精确到达目标位置。
在数控机床中,伺服系统承担着快速高精度的定位和运动控制任务。