皮带轮加工工艺及插键槽专用夹具设计
- 格式:pdf
- 大小:318.60 KB
- 文档页数:15
皮带轮加工工艺及精车皮带轮槽工装夹具设计1.皮带轮加工工艺:皮带轮加工工艺主要包括车削、镗削、切削和磨削等工序。
首先需根据设计要求选择合适的材料,并确定工件的尺寸和形状。
其次,在车床上进行车削操作,将工件的外轮廓加工至精确尺寸。
随后,进行镗削工序,用刀具在工件上加工出精确直径的孔。
接着,通过切削工序,将工件上的齿槽加工出来,确保其与输送带的匹配。
最后,在磨削工序中,使用磨削工具将工件表面磨削至光滑,并进一步提高尺寸的精确度。
2.皮带轮槽工装夹具设计:皮带轮槽工装夹具设计是为了提高工作效率和工件加工质量。
夹具设计应具备以下要点:a.稳定性:夹具应具备足够的稳定性,能够确保工件在加工过程中不会发生位移或变形。
b.刚性:夹具应具备足够的刚性,能够承受加工过程中的切削力和振动,以保持工件的准确度和表面质量。
c.准确度:夹具应具备高度的准确度,能够确保工件与夹具的对位精度,以保证加工出的齿槽尺寸精确。
d.便捷性:夹具设计应尽量简化操作,提高工作效率,并便于夹具的更换和调整。
在设计上,可以考虑以下几个方面:a.夹持方式:可以选择机械夹持、液压夹持或真空吸附等方式,根据工件的特点和加工需求选择合适的夹持方式。
b.夹具结构:夹具结构应根据工件的形状和尺寸来设计,确保工件的稳定性和准确度。
c.对位精度:夹具的对位精度应高于工件加工精度要求,以确保齿槽的尺寸精确度。
d.调整和更换:夹具应便于调整和更换,以适应不同类型、尺寸和形状的工件加工。
在进行夹具设计时,还需要进行必要的工艺分析和试验验证,确保夹具的可行性和稳定性,并不断进行改进和优化。
总结:皮带轮加工工艺及精车皮带轮槽工装夹具设计对于提高加工效率和工件质量至关重要。
设计时要考虑夹具的稳定性、刚性、准确度和便捷性等因素,根据工件形状和加工需求选择合适的夹持方式,设计夹具结构以确保工件稳定性和准确度。
此外,还需要进行必要的工艺分析和试验验证,并不断改进和优化夹具设计。
第一章绪论1.1 现代机床夹具的发展方向机床夹具就是在机床上将工件进行定位、夹紧,将刀具进行导向的一种装置,其主要作用就是使工件相对与机床和刀具有一个正确的位置,并在加工过程中保持这个位置不变现代工业的一个显著特点是:新产品发展快,质量要求高,品种规格多,产品更新换代周期短。
反映在机械工业上,多品种、小批量生产在生产类型比例中,占了很大比重。
为了适应这一要求,必须做好生产技术准备工作,而机床夹具是这一工作的重要组成部分。
现代机床夹具的发展方向主要表现在:1.标准化完善的标准化,不仅指现有夹具零部件的标准化,而且对应各种类型夹具应有标准的结构。
这样可以使夹具的设计、制造和装配工作简化,有利于缩短生产周期和降低成本。
2.可调化、组合化这样做可以扩大专用夹具的使用范围,改变以往工艺条件稍有变化就导致专用工装报废的现象,使夹具能重复利用。
实行组合化的原则设计工装,用少量元件能满足多种要求。
3.精密化随着机械产品加工、装配精度日益提高,高精度机床大量涌现,势必要求机床夹具的精度也相应地越来越高。
4.高效自动化为了既改善劳动条件,实现文明生产,使所设计的工装更符合人机工程学原理,以提高生产效率,又能降低加工成本,对夹具提出高效自动化的要求,以便获得良好的经济效益。
5.模块化通过采用模块化设计,可以提高设计效率,缩短设计周期。
1.2 现代制造业对夹具设计的基本要求1.稳定地保证工件的加工精度2.提高机械制造行业的劳动生产率3.结构简单、有良好的结构工艺性并且操作简便、能改善劳动条件4.应能降低产品的制造成本1.3 项目提出的背景及研究的内容涡轮盘是航空发动机(如图1-1)的重要零件,它与相应的轴、叶片相互连接而组成发动机中的转子组件。
涡扇发动机的外函推力完全来自于它高速旋转所产生的推力。
处于高速、高温的工作环境下,是关键复杂构件,其机械加工特点表现为榫槽形状结构复杂,加工精度要求高、空间角度复杂等。
它的设计、工艺和制造水平决定了航空发动机的经济性、安全可靠性、维修周期、寿命等性能指标。

《机床夹具》课程设计作业班级:姓名:学号:日期:柳州职业技术学院机电工程系《机床夹具》课程设计说明书设计题目:设计者:指导教师:柳州职业技术学院机电工程系目录—、任务书 ................................ ・・・4 二、《机床夹具》课程设计说明书明确设计任务,收集原始资料 ....................... 5 1.1.1明确设计任务 . (5)1.1.2收集原始资料 (5)2. 1确定夹具结构方案 (6)2. 1. 1确定定位方案,设计定位元件 ..................... 6 1) 验证基准选择的合理性 .......................... 7 2) 选择两套定位方案进行比较,最终选出合理的定位方案。
3) 选择定位元件 .............................. 8 4) 确定定位元件的尺寸及偏差 .......................8 5) 分析定位误差 ...................................9 6) 减少定位误差的措施 (9)2.1.2确定夹紧方式,设计夹紧机构 (11)1)计算切削力和所需夹紧力 (11)3)设计对刀见.连接元件13 五、总结机床夹具课程设计任务书2) 设计夹紧机构并验算夹紧力12 1213 13绘制夹具总机床夹具课程设计任务书班级姓名学号设计题目铳槽专用夹具导老师设计条件零件简图(含材料.质量及毛坯种类)、中批量生产51序号尺寸74尺寸75尺寸30;°如尺寸27:°二尺寸30畀29/02?27存28 ;01 1757628;°02728 J *28 ;01 2767727 J0 02728:°229:°」3777826严729:。
」30:°」47879?气+0.02729:。
」30:°」5798030严727存30:°」674751夹具总装图一张(A1图入指定零件图一张(A4图);设计要求2设计说明书一份(包括零件图分析.定位方案确定、定位误差计算等内容);3设计时间:6天。

机械制造工艺学课程设计阐明书设计题目“传动轴上键槽专用夹具设计”班级:机制131学生:徐仕阳指引教师:梁春光绵阳职业技术学院年月零件图一、专用夹具作用分析专用夹具是为零件某一道工序加工而设计制造,在产品相对稳定、批量较大生产中使用;在生产过程中它能有效地减少工作时劳动强度、提高劳动生产率、并获得较高加工精度。
夹具设计质量高低,应以能否稳定地保证工件加工质量,生产效率高,成本低,排屑以便,操作安全、省力和制造、维护容易等为其衡量指标。
对的地设计并合理使用夹具,是保证加工质量和提高生产率,从而减少生产成本重要技术环节之一。
二、任务分析1.设计任务(1)设计轴键槽铣削夹具(2)加工工件两件如图1所示(3)生产类型:单件生产(4)毛坯:模锻件(5)工艺内容;本工序在mm和48mm两处分别铣削键槽,工序图如图2所示。
在进行本工序前,定位基准和外圆一加工,达到图纸技术规定。
该工序所用设备为X53T型立式升降台铣床,刀具选取原则键槽铣刀,本工序选用14e8和18e8键槽铣刀。
(6)工序加工规定:键槽宽为18mm键槽深度为7mm以及键槽宽14mm,槽深为5.5mm。
键槽中心平面与轴颈中心线平行度误差为原则误差,对称度误差为0.040mm。
图一、轴零件图图二、键槽铣削工序图2.设计环节1)夹具类型选取由于该工件生产为单件生产,且工件体积小,构造部复杂,从经济耐用规定考虑,本工序加工夹具不适当太复杂,自动化限度不适当太高。
故拟定选用简朴V形块定位螺旋压板加快机构。
2)定位装置设计(1)定位装置拟定。
方案一:以60外圆表面自定心三爪卡盘与活动顶尖定位,限制X,Y,Z,Z`,四个自由度。
这种定位无法保证轴尺寸精度,再由于加快力方向与切削力方向不一致,切削力远离定位支撑面,加快不稳定,如图3所示。
图样三、方案二:工件以外圆和端面在V形块上和止动定位销定位,限制X,Y,Y`,Z,Z`五个自由度。
由于V形块定位精度高,工件轴向位置用止动定位销定位,能保证加工精度。

皮带轮工艺分析及工艺卡皮带轮是一种用于传动机械能的旋转组件,广泛应用于各种机械设备上。
在皮带轮的制造过程中,需要经历多道工序才能完成。
以下将对皮带轮的工艺进行分析,并列举相关的工艺卡。
首先是原材料的准备。
通常情况下,皮带轮采用铸铁、镀金属等材料制造。
首先需要对原材料进行筛选、分类和质量检验,确保符合生产要求。
然后进行加热处理,提高材料的可塑性和强度。
接下来是模具制造。
为了保证皮带轮的准确尺寸和外形,需要制造专用的模具。
首先进行模具设计,确定模具的结构和尺寸。
然后使用合适的材料制造模具,在制造过程中还需要进行抛光和磨削等加工工序,确保模具表面的光滑度和平整度。
然后是铸造工艺。
将加热处理后的材料倒入模具中,经过冷却和固化形成皮带轮的毛坯。
在铸造过程中需要控制好浇注温度、浇注速度和砂芯的质量等参数,确保铸件内部结构的均匀性和致密性。
接下来是去毛刺和修整。
在皮带轮的铸造过程中,难免会产生毛刺和杂质。
为了保证表面的光滑度和精度,需要对铸件进行去毛刺和修整处理。
可以使用割刀、砂轮和刷子等工具进行加工,去除铸件表面的毛刺和粗糙度。
然后是加工工艺。
经过去毛刺和修整后,皮带轮的毛坯已经基本达到设计的要求。
接下来需要进行加工工艺,包括车削、铣削、钻孔和切割等工序。
通过这些加工工艺,可以使皮带轮达到精度和尺寸要求,并完成孔径和键槽等特殊结构的加工。
最后是表面处理。
为了保护皮带轮表面不受氧化和腐蚀,可以进行镀层处理。
常用的表面处理方法包括镀铬、喷涂和阳极氧化等。
通过表面处理,不仅可以提高皮带轮的耐腐蚀性和耐磨性,还可以改善外观效果。
综上所述,皮带轮的制造过程包括原材料准备、模具制造、铸造、去毛刺修整、加工和表面处理等工艺。
每一道工序都需要严格控制参数和质量要求,以确保最终产品的质量和性能。
以下是皮带轮的工艺卡:工艺名称:皮带轮铸造工艺工艺编号:001工艺内容:材料加热处理,模具设计与制造,铸造(包括浇注、冷却和固化),去毛刺修整,加工(车削、铣削、钻孔和切割),表面处理(镀铬、喷涂和阳极氧化)等。
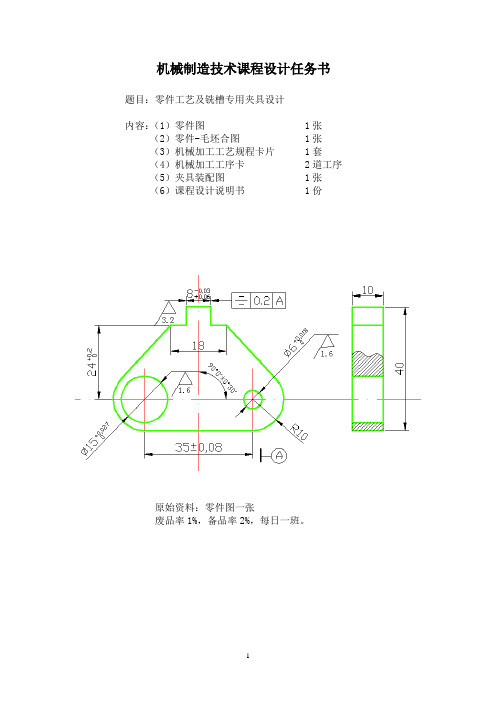
机械制造技术课程设计任务书题目:零件工艺及铣槽专用夹具设计内容:(1)零件图 1张(2)零件-毛坯合图 1张(3)机械加工工艺规程卡片 1套(4)机械加工工序卡 2道工序(5)夹具装配图 1张(6)课程设计说明书 1份原始资料:零件图一张废品率1%,备品率2%,每日一班。
目录前言 (4)一计算生产纲领确定生产类型 (5)二零件的分析 (5)三选择毛坯及毛坯制造方法 (5)四工艺规程设计 (6)(一)定位基面的选择 (6)(二)拟定工艺路线 (6)(三)选择机床及夹具、刀具、量具 (7)(四)加工工序设计、工序尺寸及切削用量的计算 (8)(五)时间定额计算 (10)五零件的夹具设计(铣槽夹具的设计) (12)(一)夹具设计的基本要求和一般步骤 (12)1、夹具设计的基本要求 (12)2、专用夹具的设计步骤 (12)(二)零件的夹具设计 (13)1、确定夹具类型 (13)2、拟订定位方案和选择定位元件 (14)3、工件的夹紧 (15)4、对刀装置选择 (15)5、夹具体选择 (15)6、绘制总装配图 (15)附录 (16)附图1 零件图2毛坯图3铣床夹具总装配图附表零件机械加工工序卡零件机械加工工艺过程卡总结 (20)参考文献 (21)前言机械制造工艺学课程设计是在学完了工艺学课程、进行了工艺实习之后进行的一个重要的教学环节。
通过课程设计,要获得综合应用所学知识,独立解决机械制造工艺问题的能力。
学生应通过工艺学课程设计得到下面几个方面的锻炼:1.能运用机械制造工艺学课程的基本理论及在实习中得到的实践知识,正确的解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
2.能设计简单的夹具。
3.学会使用手册及图表资料。
机械加工工艺规程,是规定零件机械加工工艺过程和操作方法的重要工艺文件。
它不仅是企业生产中重要的技术文件,也是机械制造过程中用于指导生产、组织加工和管理工作的基本依据,还是新建和改建工厂或车间的基本资料。
常州机电职业技术学院毕业设计(论文)作者:学号:系部:专业:题目:带轮零件的加工工艺及夹具设计校内指导教师:企业指导教师评阅者:年月I摘要本设计是基于带轮零件的加工工艺规程及一些工序的专用夹具设计。
带轮零件的主要加工表面是外圆及孔系。
一般来说,保证平面的加工精度要比保证孔系的加工精度容易。
因此,本设计遵循先面后孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
夹具选用专用夹具,夹紧方式多选用手动夹紧,夹紧可靠,机构可以不必自锁。
因此生产效率较高。
适用于大批量、流水线上加工。
能够满足设计要求。
关键词:带轮类零件;工艺;夹具;IABSTRACTThe design is based on the body parts of the processing order of the processes and some special fixture design. Body parts of the main plane of the surface and pore system. In general, the plane guarantee processing precision than that of holes machining precision easy. Therefore, this design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of holes to ensure machining accuracy. Datum selection box input shaft and the output shaft of the supporting hole as a rough benchmark, with top with two holes as a precision technology reference. Main processes arrangements to support holes for positioning and processing the top plane, and then the top plane and the supporting hole location hole processing technology. In addition to the follow-up processes individual processes are made of the top plane and technological hole location hole and plane processing. Supported hole processing using the method of coordinate boring. The whole process of processing machine combinations were selected. Selection of special fixture fixture, clamping means more choice of pneumatic clamping, clamping reliable, institutions can not be locked, so the production efficiency is high, suitable for large batch, line processing, can meet the design requirements.Key words: Angle gear seat parts; fixture;II目录摘要 (I)ABSTRACT (II)第1章加工工艺规程设计 (1)1.1 零件的分析 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)1.2 带轮加工的主要问题和工艺过程设计所应采取的相应措施 (2)1.2.1 孔和平面的加工顺序 (2)1.2.2加工方案选择 (2)1.3 带轮加工定位基准的选择 (3)1.3.1粗基准的选择 (3)1.3.2 精基准的选择 (3)1.4 带轮加工主要工序安排 (4)1.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (6)1.6选择加工设备及刀、量具 (6)1.7确定切削用量及基本工时(机动时间) (7)第2章斜砌滑块式定心夹紧三爪卡盘 (18)2.1 车床夹具设计要求说明 (18)2.2车床夹具的设计要点 (18)2.3 定位机构 (20)2.4夹紧机构 (20)2.5零件的车床夹具的加工误差分析 (21)2.6 确定夹具体结构尺寸和总体结构 (22)2.7 零件的车床专用夹具简单使用说明 (24)结论 (25)参考文献 (26)致谢 (28)III第1章加工工艺规程设计1.1 零件的分析1.1.1 零件的作用题目给出的零件是带轮。
+独创性声明本人声明所呈交的学位论文是我个人在导师指导下进行的研究工作及取得的研究成果。
尽我所知,除文中已经标明引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写过的研究成果。
对本文的研究做出贡献的个人和集体,均已在文中以明确方式标明。
本人完全意识到,本声明的法律结果由本人承担。
学位论文作者签名:日期: 年 月 日学位论文版权使用授权书本学位论文作者完全了解学校有关保留、使用学位论文的规定,即:学校有权保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。
本人授权学校可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
保密□ ,在____年解密后适用本授权书。
不保密□。
(请在以上方框内打“√”)学位论文作者签名: 指导教师签名:日期: 年 月 日 日期: 年 月 日本论文属于 √摘要本毕业设计的课题是康明斯发动机飞轮壳的加工工艺及其夹具设计,关键的工作任务有两个:一是飞轮壳零件加工工艺规程的设计;二是飞轮壳零件的工装夹具的设计。
对于发动机飞轮壳工艺设计时,首先要做的是对零件进行结构和加工工艺的分析,做了第一步分析以后,根据飞轮壳的生产纲领,材料及其加工要求等来确定毛坯到底应该以什么样的方式来制造,另外就是基准选择和工艺路线的制定,最后进行机床和刀具的选择,加工余量、工序尺寸及切削用量等计算与确定。
第二篇夹具设计中,设计了一套车端面、内孔的夹具,首先是定位基准的选择,根据各自工序的不同特点来进行定位基准的选择,其次进行切削力及夹紧力的计算,最后进行误差分析。
关键字:飞轮壳康明斯工艺规程定位工装夹具AbstractThe graduate design issue is the process of Cummins Engine flywheel housing and fixture design, two key tasks: First, the flywheel housing parts process planning design; flywheel housing parts fixture design. For the process design of the engine flywheel housing, the first thing to do is structure and process analysis of the parts, the first step, according to the flywheel housing production program, materials and their processing requirements to determine the rough in the end should be what kind of approach to manufacturing, the other is the calculation of the reference selection and formulation of the process route, the final choice of machines and tools, allowance, step size and cutting OK. The second fixture design, the design of a car face the inner hole of the jig, the first is the choice of the positioning reference, according to the different characteristics of the respective step to the choice of positioning reference, followed by the calculation of the cutting force and the clamping force, Finally, error analysis.Keywords: Flywheel housing Cummins Positioning Locate Fixture目录摘要 (1)Abstract.................................................................... .. (2)1.绪论1.1 本课题的来源、目的及意义 (5)1.2国内外概况、预测 (6)2.零件分析2.1飞轮壳的结构工艺性分析 (8)2.2 飞轮壳加工方案设计 (8)2.3 飞轮壳的加工特点 (9)2.4 飞轮壳的技术要求分析 (9)3.工艺规程设计3.1确定生产纲领和生产类型 (11)3.2确定毛坯制造形式 (11)3.3制定工艺路线 (11)4.机械加工余量、工序尺寸、及毛坯尺寸的确定4.1确定加工余量 (17)4.2确定工序尺寸 (17)5.切削用量及工时的计算工序一粗车端面、内孔 (21)工序二粗铣顶面 (22)工序三钻、扩、铰定位孔 (27)工序四半精车内孔、端面 (30)工序五精车内孔、止口、端面 (35)工序六粗铣悬挂面 (39)工序七精铣顶面 (43)工序八精铣悬挂面 (44)工序九粗镗油封孔、油封孔下台、马达孔 (47)工序十半精镗油封孔、油封孔下台、马达孔 (50)工序十一精镗Φ160mm油封孔下台、精镗马达孔 (53)工序十二扩、铰Φ29.6孔 (55)工序十三钻6-Φ13.5孔 (57)工序十四钻、攻3-M10螺纹和钻、攻2-M8螺纹 (58)工序十六钻Φ23.3孔、攻管螺纹 (64)工序十七钻、攻M18螺纹孔 (65)工序十八钻、攻12-M10螺纹底孔 (68)6.夹具设计6.1 夹具的设计 (70)6.2 零件的定位分析和基准选择 (70)6.3 零件的夹紧分析 (71)6.4 零件的夹紧力和夹紧力计算 (71)6.5 定位误差分析 (73)总结 (74)致谢 (75)参考文献 (76)1 绪论1.1课题来源、目的、意义1.1.1课题的来源本课题将针对东风汽车有限公司商用车发动厂制造车间实际的发动机飞轮壳加工工艺及其夹具设计。
摘要机械制造工艺装备设计是一个非常重要的学习环节,它一方面要求我们通过设计能获得综合应用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,这也是以后做好毕业设计进行一次综合训练和准备。
为了提高劳动生产率,保证加工质量,降低劳动法强度,需做一种专用夹具,省去加工中繁琐的工序。
我们已经学习了机械制造工艺和夹具,对夹具设计有了初步的了解。
对于一种批量较大的产品可设计制造一种专业夹具,操作迅速方便,减少了工人的劳动量,可获得较高的加工精度和生产率,对工人的技术水平要求也相对较低。
但专用夹具设计制造周期长、夹具制造费用较高。
专用夹具的针对性极强、没有通用性,很明显只能适用于产品相对稳定的大批量生产中。
关键词:设计,专用夹具,V形块目录1专用夹具介绍 (1)2夹具设计任务 (2)2.1产品零件图 (2)2.2零件的重点技术要求 (2)2.3键槽的位置精度 (3)3夹具设计方案确定 (3)3.1定位方式及元件选择 (4)3.2加紧装置设计 (5)4 定位误差的分析与计算 (7)5 夹具的装配 (8)毕业总结 (8)致谢 (11)参考文献 (12)附录 (13)1专用夹具介绍专用夹具是为了适应某一工件的某一工序加工的要求而专门设计制造的,其功能主要有下列几个方面:1.保证工件被加工表面的位置精度,例如与其他表面间的距离,精度,平行度,同轴度等。
对于外形比较复杂,位置精度要求比较高的工件,使用通用夹具进行加工往往难以达到精度要求。
2.缩短了工序时间,从而提高了劳动生产率。
进行某一工序所需要的时间,其中主要包括加工工件所需要的机动时间和装卸工件等所需要的辅助时间两部分。
采用专用夹具后,安装工件和转换工位的工作都可以大为简化,不再需要画线和找正,缩短了工序的辅助时间并且节省了画线这个工序,从而提高了劳动生产率.在生产中由于采用了多工件平行加工的夹具,使同时加工的几个工件的机动时间将与加工一个工件的机动时间相同。
第一章概述1.1皮带轮的用途生活中,皮带轮对我们来说很常见,它的应用很广泛,机械传动常见的类型有摩擦轮传动、带传动、链传动、齿轮传动、蜗轮蜗杆传动、螺旋传动等类型。
带传动根据横截面形状不同可分为平带传动、V带传动、多楔带、圆形带、齿形带等类型的带传动。
带传动中用于安装传动带的轮子就叫做带轮。
俗称皮带轮。
带轮是成对安装和使用的,一个是主动轮,另一个是从动轮。
机械传动按传动的工作原理分类可分为啮合传动和摩擦传动两类。
啮合传动的优点是工作可靠、寿命长,传动比准确、传递功率大,效率高(蜗杆传动除外),速度范围广。
缺点是对加工制造安装的精度要求较高。
摩擦传动工作平稳、噪声低、结构简单、造价低,具有过载保护能力,缺点是外廓尺寸较大、传动比不准确、传动效率较低、元件寿命较短。
带传动就是摩擦传动中的一个种类。
由于这里不能上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一带传动的工作原理是带紧套在主动轮和从动轮上,因而带与轮的接触表面存在着正压力,当原动机驱动主动轮回转时,在带与主动轮接触表面间便产生摩擦力,使主动轮牵动带,继而带又牵动从动轮,将主动轴上的转矩和运动传给从动轴。
从带传动的原理可知道带轮的作用是通过传动带传递转矩和运动。
1.2零件的图样及说明皮带轮的外形图车削是加工中用得最多的加工方法之一。
由于车床具有加工精度高、能作直线和圆弧插补以及在加工过程中能自动变速的特点,因此,其工艺范围较普通机床宽得多。
凡是能在车床上装夹的回转体零件都能在车床上加工。
针对车床的特点,下列几种零件最适合车削加工:1 精度要求较高的回转体零件;2 表面粗糙度要求高的回转体零件;3 表面形状复杂的回转体零件;4 带特殊螺纹的回转体零件;铣削是机械加工中最常用和最主要的加工方法之一,它除了能铣削普通铣床所能铣削的各种零件表面外,还能铣削普通铣床不能铣削的需2~5坐标联动的各种平面轮廓和立体轮廓。
设 计 说 明 书题目:皮带轮加工工艺及插键槽 (10正负0.018)专用夹具设计班 级:姓 名:指导教师:前 言机械制造工艺学毕业设计是在我们学完了大学的全部基础课、技术基础课以 及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次 深入的综合性的链接,也是一次理论联系实际的训练。
因此,它在我们的大学生 活中占有十分重要的地位。
就我个人而言,我希望能通过设计对自己未来从事的工作进行一次适应性训 练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打 下一个良好的基础。
一、零件的分析(一)零件的作用皮带轮是回转类零件,主要用于和别的零件进行装配。
所以皮带轮要有一 定的配合精度以及表面接触强度,还有要有足够的刚度和耐磨性,以满足使用要 求。
(二)零件的工艺分析该零件是轴类零件,形状不太复杂,尺寸精度要求比较高。
零件的主要技术 要求分析如下:(1)Φ157 的外圆和Φ45 的内孔,都有很高的尺寸精度要求,主要是为了和其 装配件很好的装配。
(2)在Φ45的内孔插键槽有一定的对称度要求。
(3)在Φ157的外圆上车V形带,要注意他们的相互位置。
二、工艺规程设计(一)确定毛坯的制造形式零件的材料为 HT200.考虑到皮带轮在工作过程中会受到一定的载荷,因此 选择铸件,以使金属纤维不被切断,保证零件工作可靠.由于零件年产量为 5000 件,已达到大批生产的水平.而且零件的轮廓尺寸不大,故可采用铸造成型,这对 于提高生产率,保证加工质量也是有利的。
(二)基面的选择基面的选择是工艺规程设计中的重要工作之一。
基面选择的正确、合理,可 以保证加工质量,提高生产效率。
否则,就会使加工工艺过程问题百出,严重的 还会造成零件大批报废,使生产无法进行。
1.粗基准的选择对于一般的轴类零件而言,以外圆作为基准是完全合理的。
按照有关粗基准 的选择原则(即当零件又不加工表面时,应以这些不加工的表面作为粗基准;若 零件有若干个不加工表面时, 则应以与加工要求相对位置精度较高的不加工表面 作为粗基准),现在应为都要加工就要结合加工工艺来确定粗基准,现取Φ157 的外圆作为粗基准,利用三爪卡盘装夹。
利用不完全定位来加工工件。
2.精基准的选择精基准的选择主要考虑基准重合的问题。
当设计基准与工序基准不重合时, 应该进行尺寸换算。
(三)工艺路线的制定制定工艺路线的相互发点,应当是使零件的几何形状、尺寸精度及位置精度 要求等技术能得到合理的保证.在生产纲领已确定为大批生产的条件下,可以采 用万能机床配以专用夹具,并尽量使工序集中来提高生产率.除此以外,还应考虑 经济效益,以便降低生产成本。
1.工艺路线方案一:工序1: 车端面,打中心孔, 车Φ157的外圆表面,倒角。
工序2: 调头车另一端面,打中心孔,工序3: 修研两端中心孔。
工序4: 钻中心孔。
工序5: 扩中心孔。
工序6:铰中心孔工序7: 插键槽。
工序8: 粗精车V形带。
工序9:终检。
工序10:入库。
2.工艺路线方案二:工序1:铣端面,打中心孔。
工序2:掉头铣另一端面,打中心孔。
工序3:车Φ157 的外圆,掉头车Φ157的外圆。
工序5:钻中心孔、中心孔、铰中心孔。
工序6: 插键槽。
工序8: 粗精车V形带。
工序9:终检。
工序10:入库.3.工艺方案的比较与分析上述两个工艺方案的特点在于:方案一是在车床上用三爪卡盘装夹,车一端 面在打中细孔,然后用顶尖顶住来车外圆再掉头加工另一端,以此为基准来完成 后面的工序。
方案二则与之不同,是先铣削好两个端面,打中心孔,以此为基准 来加工余下的工序。
经比较可见,先加工好一端面和它所在端的外圆,以此为基 准来加工后面的工序,这是的位置和尺寸精度较易保证,并且定位也较方便。
在 加工螺纹和铣凹槽的时候,方案一中的工序6、7、8,虽然只是在加工的先后顺 序不同,这样的话可能会造成钻孔时的让刀。
故决定将方案二中的工序5、6、7 移入方案一。
具体工艺过程如下:工序1: 车端面,打中心孔, 车Φ157的外圆表面,倒角。
工序2: 调头车另一端面,打中心孔,工序3: 修研两端中心孔。
工序4: 钻中心孔。
工序5: 扩中心孔。
工序6:铰中心孔工序7: 插键槽。
工序8: 粗精车V形带。
工序9:终检。
工序10:入库。
以上方案大致看来还是合理的。
但通过仔细考虑零件的技术要求以及可能 的加工手段之后,发现仍有问题,因此,最后的加工路线确定如下:工序1: 车端面,打中心孔, 车Φ157的外圆表面,倒角。
工序2: 调头车另一端面,打中心孔,工序3: 修研两端中心孔。
工序4: 钻中心孔。
工序5: 扩中心孔。
工序6:铰中心孔工序7: 插键槽。
工序8: 粗精车V形带。
工序9:终检。
工序10:入库。
以上工艺过程详见附表机械加工工艺过程卡片和附表机械加工工序卡片。
(四)机械加工余量、工序尺寸及毛坯尺寸的确定“皮带轮”零件材料为 HT200,生产类型为大批生产,可采用在锻锤上合模 铸造毛坯。
根据上述原始资料及加工工艺,分别确定个加工表面的机械加工余量工序尺寸 及毛坯尺寸如下:1.外圆表面(Φ157)查《机械制造工艺设计简明手册》(以下简称《工艺手册》)表2.2-14,其 中铸件重量为4kg,铸件复杂形状系数为S1,铸件材质系数取M1,铸件轮廓尺 寸(直径方向)>180~315mm,其余量值规定为1.7~2.2mm,现取2.0mm。
2.外圆表面沿轴线长度方向的加工余量及公差查《工艺手册》表2.2-25,其中铸件重量为4kg,铸件复杂形状系数为S1,铸 件材质系数取M1,铸件轮廓尺寸(直径方向)>120~180mm,故长度方向偏差 为(+1.2;-0.6)mm.长度方向的余量查《工艺手册》表 2.2-25,其余量值规定为 1.7~2.2mm, 现取2.0mm。
(五)确定切削用量及基本工时工序 1:车端面, 打中心孔,车Φ157 的外圆表面,倒角。
本工序采用计算 法确定切削用量。
1. 加工条件工件材料:HT200,正火,铸造。
加工要求:粗车Φ157 端面及Φ157 的外圆,Φ157 的端面和外圆表面的粗糙度 值为R12.5。
机床:CA6140卧式车床。
刀具:刀片材料为 YT15,刀杆尺寸为 16mmX25mm,kr=90°,γo =15°,αo=8°,rε=0.5mm2.切削用量计算(1)车Φ157端面。
1)确定端面最大加工余量:已知毛坯长度方向的加工余量为2 +1.2 考虑7° 的铸造拔模斜度,则毛坯长度方向的最大加工余量Zmax=7mm,故实际端面余量可=3mm计。
按Zmax=7mm考虑,分三次加工,ap2)确定进给量f:根据《机械制造工艺与机床夹具课程设计指导》表2-19,≦3mm,以及工件直径为Φ81mm时当刀杆尺寸为16mmX25mm,apF=0.5~0.7mm/r按CA6140车床说明书取f=0.51mm/r(参见表 3-9)3)计算切削速度:按《切削用量简明手册》(第三版)(以下简称《切削手 册》)表1.27,切削速度的计算公式为(寿命选T=60min)。
v c=(Cv*k v)/(Tm*a p xv *f yv )式中, Cv=242,xv=0.15,yv=0.35,m=0.2。
k v 见 《切削手册》 表 1. 28,即k Mv=1.44,k sv=0.8,k kv=1.04,k krv=0.81,k Bv=0.97所以 v c=(242X1.44X0.8X1.04X0.81X0.97)/(60 0.2 X3 0.15 X0.51 0.35 )m/min =108.8m/min4)确定机床主轴转速:n s=1000v c/πdw=1000X108.6/πX81=427r/min按机床说明书,与 427r/min 相近的机床转速为 400r/min 及 450r/min。
现选取 450r/min。
所以实际切削速度v=114.45r/min。
5)计算切削工时:按《工艺手册》表6.2-1,取l=40.5mm,l1=2mm,l2=0,l3=0t m=(l+l1+l2+l3)*i/nf=3X(40.5+2)/450X0.51=0.556min(2)车Φ157外圆,同时应校验机床功率及进给机构强度。
1)被吃刀量:单边余量Z=2mm,可一次切除。
2)进给量:根据《切削手册》表1.4,选用f=0.5mm/r。
3)计算切削速度:见《切削手册》表1.27v c=(Cv*k v)/(Tm*a p xv *f yv )=(242X1.44X0.8X0.81X0.97)/(60 0.2 X2 0.15 X 0.51 0.35 )=110.17m/min4)确定主轴转速:n s=1000 v c/πdw=1000X110.17/πX81=433.16r/min按机床选取n=450r/min。
所以实际切削速度为V=πdn/1000=πX81X450/1000m/min=114.45m/min5)检验机床功率:主切削力Fc按《切削手册》表1.29所示工时计算Fc=C a p f v k式中,C =2795,x =1.0, y =0.75, n=-0.15k =(σb/650) =(600/650) 0.75 =0.94, k =0.89所以Fc=2795X2X0.5 0.75 X114.45 -0.15 X0.94X0.89N= 1318.9N切削是消耗功率Pc为Pc= Fc*v c/6X10 4=1318.9X114.45/6X10 4 kW=3.175kW由 CA6140 机床说明书可知,CA6140 主电动机功率为 7.8 kW,当主轴转速为 450r/min时, 主轴传递的最大功率为4.5kW, 所以机床功率足够, 可以正常加工。
6)校验机床进给系统强度:已知主切削力 Fc=1318.9N,径向切削力 Fp 按,《切削手册》表1.29所示公式计算Fp=C a p f v k式中,C =1940,x =0.9, y =0.6 n=-0.3k =(σb/650) =(600/650) 1.35 =0.897, k =0.5所以,Fp=1940X2 0.9 X0.5 0.6 X114.45 -0.3 X0.897X0.5N=258.4N而轴向切削力 F f =C a p f v k式中,C =2880,x =1.0, y =0.5, n =-0.4k =(σb/650)= (600/650) 1 =0.923,k =1.17于是轴向切削力F f=2880X2X0.5 0.5 X114.45 -0.4 X0.923X1.17N=601.7N取机床导轨与床鞍之间的摩擦系数μ=0.1,则切削力在纵向进给方向对进给 机构的作用力为F= F f+μ(Fc+ Fp)=601.7+0.1X(1318.9+258.4)N=759.43N而机床纵向进给机构可承受的最大纵向力为3530N (见 《切削手册》 表1.30), 故机床进给系统可正常工作。