岩滩水轮机活动导叶创新加工工艺
- 格式:pdf
- 大小:313.98 KB
- 文档页数:2
水轮机主轴的加工难点及工艺分析杭州杭发集团公司徐忠摘要:目前我厂生产有混流式(立式,卧式),轴流定浆式等型号水轮机组,各种型号上的主轴是水轮机中最关键另件,其加工误差及尺寸精度历来是水轮机加工中一个难题,特别是定浆轴流式的主轴加工,难度大,行形公差及粗糙度等要求高。
必需采取一定工艺措效才能满足加工要求,本文针对我们在生产中遇到问题及解决方法进行论述(附图2例)。
关键词:水轮机主轴加工工艺滚压,刀具。
一、前言:水轮机是将水流付出的水能转换转轮机械能,使转轮和主轴克服各种阻力而连续运转起来的机器,再由机械能通过发电机转子变为电能。
大型水轮机为竖轴式,中小型水轮机可以是横轴式。
横轴水轮机主轴的一端由弹性联轴器连接,而另一端则靠法兰与键与转轮连接,大型竖轴的主轴通常在轴身两端制成两法兰,一端法兰与水轮的转轮固定,另一端法兰与发电机轴联接(横向再用圆柱销定牢)。
水轮机主轴要承受水轮机重量,水推力,轴承径向力,拉应力和扭应力,各只把合螺栓应受剪切力等组合作用力,因而主轴在水轮机中起到相当关键另件,它的材料通常采用35#,45#或20SiMn(锻造),其主轴的加工尺寸精度,粗糙度,形位公差等要求较高。
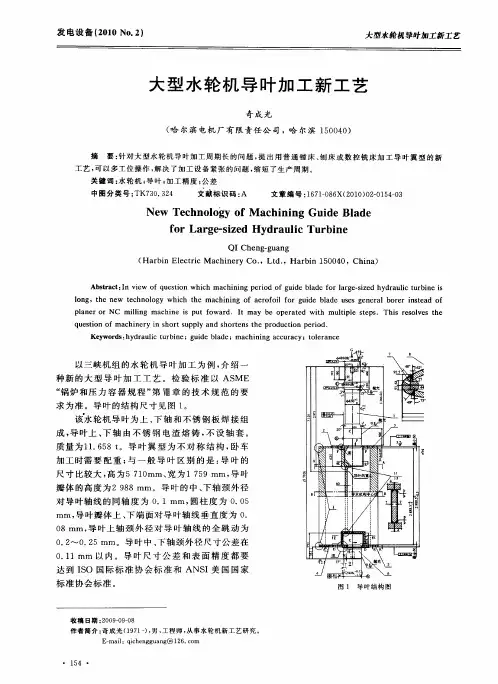
二、正文:1,本文以轴流定式水轮机主轴为例(竖轴,如图1示),浅淡主轴的加工工艺,该主轴材料为锻钢45#(实心轴),主轴一端法兰面与转轮连接,主轴另一端法兰面与发电机轴连接,两端都采用凹凸止口定位,并用连轴螺栓进行联接,然后用横圆柱销将各体定位牢。
主轴与转轮,主轴与发电机轴都靠法兰面连接面产生摩擦力传递扭矩。
主轴的加工,其尺寸精度要求高,与一般主轴的区别为:两端法兰外侧面,内外止口,法兰外圆相对于轴身水导轴承档跳动必须保证在0.02mm以内,且法兰直径公差在0.02mm以内(包括作好主轴的两端中心,其两端中心孔必需做得非常准确,作车削与安装基准用)。
2,加工工艺分析:主轴的加工难度由两方面原因造成,一是由于主轴的形位公差过小,二是由于它本身的结构特殊,从结构上看,主由毛坯由于是45#锻造实心轴,而且水导轴承档内腔要加工成30X180端面槽,难度大,轴承档外园均布8-Ф13导油孔势必造成加工过程中的断续切削力,并影响工件的表面质量,从材料上看,试棒实测力学性能硬度偏高,这些都将对切削加工构成影响。
1.2.国能大渡河瀑布沟水力发电总厂,四川雅安 625304;2.国家能源集团科学技术研究院有限公司成都分公司,四川成都 610000.3.河海大学,江苏南京 211100)摘要:活动导叶是水电机组重要的能量控制设备之一,其工作环境为恶劣、多变流体,由于振动、真空以及大波动调节引起的动应力等均会引起导叶出现缺陷。
尤其是导叶内部和隐藏遮盖部位的内部缺陷,在导叶不取出的调节下很难检测出来。
本文主要结合笔者多年在水电厂运转设备制造及设计及安装、调试以及维护中所获得的经验,对导叶内部缺陷检测技术和位置标定进行了探索,提出了采用超声相控阵技术对导叶内部缺陷进行定位,以及相控阵探头的移动位置进行坐标标定的方法,并对典型技术进行了介绍,能为从事水电站技术人员对导叶健康运维提供一定启发和借鉴。
关键词: 活动导叶; 缺陷;超声相控阵; 定位; 运维0引言水轮机活动导叶是水电机组重要的导水机构,是水流能量的核心控制设备之一,其质量可靠性、运行稳定性对机组安全稳定、调节性能以及电厂安全稳定运行等影响巨大。
国内大型水电站机组活动导叶多为砂型铸造件,外表面多不规则变截面,为异型件,且活动导叶已大型化。
机组在运行和平常检修时,上、中、下轴颈均埋藏在轴套中,无法从轴颈外部检测。
只能在机组大修全部解体方能从活动导叶外部进行无损检测,但一般水电机组大修周期需6-8年,为了及时掌握活动导叶健康状况,本文提出一种在机组运行或平常临时检修,快速准确的对活动导叶健康监测的和定位方法。
1基于相控阵技术的缺陷检测超声相控阵探头是由多个压电晶片按一定规律分布排列组成,然后逐次按预先设定的延迟法则激发各个晶片,所有晶片发射的超声波形成一个整体波阵面,能有效地控制超声波声束(波阵面)的形状和方向,实现超声波波束扫描、偏转和聚焦。
它为确定工件不连续的形状、大小和方向,比单个或多个探头系统具有更强大的能力。
1.1 纵波和横波探头超声相控阵探头是由多个压电晶片按一定规律分布排列组成,然后逐次按预先设定的延迟法则激发各个晶片,所有晶片发射的超声波形成一个整体波阵面,能有效地控制超声波声束(波阵面)的形状和方向,实现超声波波束扫描、偏转和聚焦。
三峡右岸巨型全空冷水轮发电机组研制创新(一)案例内容摘要:哈尔滨电机厂有限责任公司制造的三峡右岸全空冷756兆瓦水轮发电机的研究成功是我国技术自主创新成功的典型,解决了700兆瓦级水轮发电机的冷却方式、高部分负荷压力脉动以及稳定性等一系列世界性难题,实现了核心技术的自主知识产权。
在自主创新的过程中,哈电公司引进技术、消化吸收、自主创新的三步走战略是企业成功的开始;鼓励个人创新与团队精神相结合所形成的企业文化,是哈电公司成功的保障;注重科技队伍的建设和人才培养,是哈电公司续写辉煌的基础。
2007年7月8日,哈尔滨电机厂有限责任公司(以下简称哈电公司)制造的世界最大的国产首台三峡右岸全空冷756兆瓦水轮发电机组成功发电,标志着我国大型水电设备制造水平通过自主创新,实现了完全自主知识产权,达到了世界领先水平,开创了世界上单机容量最大的全空冷水轮发电机组运行的新时代。
确立建设创新型企业的战略发展目标1997年8月,中国长江三峡开发总公司分别与两大国际联合体签订了三峡左岸14台机组的制造承包合同。
哈电公司作为ALSTOM-ABB—KEN联合体的分承包方承担了三峡左岸水轮发电机组技术的引进和消化吸收任务,并签订了技术转让合同。
哈电公司从三峡机组研制之初,就确定了引进技术、消化吸收、自主创新的三步走战略。
从1998年开始,哈电陆续组织了科研、设计、工艺等专门人员到国外接受ALSTOM—ABB—KEN集团的技术转让培训。
其间共接收设计分析软件42个,涉及水力设计与试验、电磁通风计算、推力轴承、结构刚强度、绝缘、关键工艺等。
在引进先进技术的同时,哈电公司要求将自有技术与引进技术有机地融合,最终形成具有哈电特色的技术。
经过分包制造和技术引进及消化吸收,哈电已完全掌握了三峡水轮机组的关键技术,在三峡左岸机组的制造中除了完成6台转轮、5台份调速系统外,还包括8台份的发电机基础埋件、定子机座、发电机轴,并独立制造了14#机组,哈电引进消化吸收的成果已经体现在了三峡左岸机组中。
水利水电技术(中英文)第52卷2021年第S 1期万君,王清宇,左建,等.水轮机活动导叶材料与制造工艺[J ].水利水电技术(中英文),2021,52(S1):55-61.WAN Jun ,WANG Qingyu ,ZUO Jian ,et al.Material and manufacturing technology of movable guide vane of hydraulic turbine [J ].Water Resources and Hydropower Engineering ,2021,52(S1):55-61.水轮机活动导叶材料与制造工艺万君1,王清宇2,左建1,王长营1(1.松花江水力发电有限公司丰满大坝重建工程建设局,吉林吉林130012;2.哈尔滨大电机研究所,黑龙江哈尔滨150040)摘要:为进一步探究水轮机导叶部件材料的选择和制造工艺的发展,一方面从导叶在水轮机组中的作用、使用工况、技术要求着手,另一方面从导叶材料的开发、研究和制造工艺技术的进步两个大的方面进行了阐述。
导叶材料从最初的碳素钢、低合金钢逐步发展为普通马氏体不锈钢、低碳不锈钢直到现在的超低碳不锈钢;制造工艺也从最初的铸造一种方式发展出了锻造、焊接和电渣熔铸(ERS );不同的水力条件和项目用途决定了不同的机组形式,也决定了导叶部件不同的形状和尺寸结构;不同材料适合不同的使用工况,不同的制造工艺适合不同导叶结构和形状。
用户和产品设计人员可以根据探究的结果进行导叶部件材料的选择和制造工艺的设定,研究结果可为水轮机设计和使用提供有益的参考。
关键词:导叶;材料;制造工艺;水轮机doi :10.13928/ki.wrahe.2021.S1.011中图分类号:TK730.6文献标志码:B文章编号:1000-0860(2021)S1-0055-07收稿日期:2020-11-05作者简介:万君(1978—),男,高级工程师,学士,主要从事水电工程建设管理、继电保护整定计算及运行分析工作。
兰州工业高等专科学校毕业设计(论文)题目水轮机导水控制装置结构设计及加工工艺系别机械工程系专业机械制造及自动化班级机制09-2班姓名寇文辉学号 200903103105指导教师(职称)马淑霞水轮机是当今社会水力发电必不可少的发电设备,然而它的控制系统对于不同的水轮机有着不同的控制类型,水轮机导水机构的控制的研究也是一大研究课题。
在本次设计中,主要研究水轮机导水系统的控制,此次用的事机械控制系统,有调速轴的转动,将力量传递给摇臂和连杆来控制水轮机的转动,来控制导叶的打开和关闭来实现水轮机的导水控制。
在本次设计中,不仅设计了水轮机导水控制系统,而且画了大量的零件图和装配图,以及几种零件的加工工艺过程。
通过这次的毕业设计为以后工作打下了结实基础。
关键词:水轮机;控制系统:导水控制Essential in today's society hydroelectric turbine power generation equipment, but its control system for different turbine types have different control, control of turbine guide apparatus of the research is a major research topic.In this design, the main research turbine guide water system control, the control system with mechanical things, there is the shaft rotation speed, the power delivered to the rocker arm and the connecting rod to control the rotation of the turbine, guide vane control the opening and closing to achieve control of the turbine's hydraulic conductivity.In this design, not only designed the turbine control system, hydraulic conductivity, and drew a large number of parts and assembly drawings, and several parts of the machining process. Through this work after graduation designed to lay a solid foundation.Key words:hydroelectric;control system;turbine's hydraulic conductivity目录1 水轮机的基础知识 (5)1.1水轮机的简介 (5)1.2水轮机导水机构作用及几何参数 (5)1.3水轮机的工作原理 (8)1.3.1发电机原理 (8)1.3.2水轮发电机基本工作原理 (8)1.4水轮机的分类 (10)1.5水轮机的主要参数 (12)2 水轮机导水机构方案设计及核算 (13)2.1水轮机导水控制部分的主要参数 (13)3 机械装配图的设计和绘制 (25)3.1机械装配图的设计概念 (25)3.2画正式装配图注意的事项 (25)3.3装配草图的设计和绘制 (28)3.4装配工作图的设计和总成设计 (31)3.5装配图的分析和说明 (32)4零件工作图的设计和绘制 (35)4.1零件工作图设计概述 (35)4.2 零件工作图设计概述 (36)4.3轴类零件工作图的设计和绘制 (37)4.4箱体(铸造)工作图的设计和绘制 (38)4.5 零件工作图设计概述 (40)4.6零件图的作用和分析 (41)5 零件的工艺规程 (47)5.1 工艺规程 (47)5.2机械加工工艺规程 (49)5.3 零件的机械加工工艺分析 (50)5.3.1机械加工工艺规程的制订原则 (50)5.3.2 制订机械加工工艺规程的内容和步骤 (50)5.4 轴类零件的加工工艺制订 (51)5.5 箱体类零件的加工工艺 (54)5.6拨动杆零件机械加工工艺规程 (57)5.7零件的加工工艺过程 (58)结论 (62)致谢 (63)参考文献 (64)1 水轮机的基础知识1.1 水轮机的简介:水轮机:水轮机是把水流的能量转换为旋转机械能的动力机械,它属于流体机械中的透平机械。
浅谈水轮机导叶加工工艺作者:郭晓明来源:《科技创新与应用》2016年第31期摘要:随着经济社会的不断发展,我国工业的机械化程度有了显著提升,各项工艺都有了不小的进步,水轮机导叶加工工艺就是其中的一例。
但仅就现阶段的发现来看,其还有深入研究的必要。
基于此,文章对于水轮机导叶加工工艺从流程、准备、具体操作、质量控制等方面做了较为深入的剖析,希望通过文章的分析,能够为水轮机导叶加工工艺的相关研究提供参考,使其得到更好的发展和应用。
关键词:导叶;加工;工艺1 导叶加工工艺流程(1)成型处理,材料受到高温的作用会形成塑性,完成初步生产加工任务,但这个时候的导叶离能够使用的标准还有一定的距离,并且在尺寸规格上也有一定的误差,后期的处理就显得十分重要。
(2)从设计规格出发去除导叶中多余的材料,保证最终的零件尺寸和设计方案协调统一。
(3)精细加工,清理掉多余的碎屑,进行导叶的防腐处理工作,使其在使用时能够保证较高的稳定性。
加工中一旦出现原料损坏的问题,要及时的给予更换,这样可以在很大程度上降低不安全零件混入使用中,影响使用。
2 加工之前的工艺准备2.1 毛坯质量控制以不锈钢为主的原材料在初次加工中要想达到很高的准确度几乎是不可能的,主要是需要在尺寸上有所预留,以防在后续加工中由于尺寸留的过小而导致无法精细化的问题。
从我国现阶段的发展来看,自动化加工处理是完全可以实现的。
至于生产的管理任务可以通过数控来完成。
为了能够在规定的时间内完成生产加工任务,往往会采用批量生产。
需要特别注意的是这个时候要控制好质量,考虑的方面是原料和加工工艺,做到了以上才能保证质量达到标准。
2.2 刀具选择不可忽视的一个方面还有刀具的选择,从前的工作经验是很好的借鉴,这样能够极大地节约生产时间。
刀片的硬度,设计加工方案是就要计算好导叶的硬度,也能够方便日后刀具的选择。
刀具的原料一般都是合金,耐性较好。
但刀具的选择并不是一劳永逸的,也要在及时地在规定时间里进行更换,如若不然,出现安全隐患的可能性也比较大。
大型水轮机座环现场加工工艺随着科技水平的逐步提升,我国大型水轮发电机组的开发与制造技术也有所提高。
作为水轮机重要部件之一,水轮机座环在加工与安装的过程中,其质量的好坏将对整个大型水轮机制造及安装质量产生重要影响。
目前,工地现场加工座环的方式较为普遍。
这种方式不仅能够为大型水轮机座环提供高质量的安装尺寸和表面质量,并且能够有效消除水轮机座环浇筑和安装焊接变形,从而为大型水轮机的正常运行提供保障。
文章简要叙述了大型水轮机座环现场加工的相关经验,以供参考。
标签:水轮机座环;现场加工;加工方法引言近年来,座环现场加工作为大型水轮机所特有的工序,其加工工艺随着科学技术的进步也在逐渐的推陈出新。
大型水轮机座环的现场加工方式,其实质是制造企业在工地现场进行一系列的相关加工工作。
目前,我国现有的一些大型混流式水轮机座环,主要是由六瓣组成的焊接结构形式。
通常情况下,这种结构的水轮机座环在外型尺寸以及重量等方面都比较大。
因此,现场安装是一种比较合理的方式,有助于提高大型水轮机座环的安装效率与安装质量。
1 大型水轮机座环现场加工概述1.1 现场加工所需的设备首先,在加工大型水轮机座环上下环板内环面时,所需的设备包括:切割中心柱、半自动火焰切割机、角磨机。
其次,在大型水轮机座环下法兰面锪平面及钻孔的过程中,所需的设备包括摇臂钻床和液压磁座钻。
与此同时,大型水轮机座环上法兰面锪平面及钻床时,还需要采用液压磁力钻。
1.2 现场加工的主要内容在工地现场加工大型水轮机座环主要涉及到以下几个方面的内容。
第一,对水轮机座环的上、下环板内环面进行加工。
第二,对水轮机座环下法兰与底环联接面的平面进行加工。
第三,对水轮机座环下法兰底环立面进行相应的加工与调整。
这一环节主要涉及到调节孔钻孔、沉孔锪平面等内容。
第四,对水轮机座环上法兰与顶盖连接的平面和立面进行相应的加工。
在此期间,主要的加工内容包括:(1)螺栓孔钻孔、攻丝;(2)沉孔锪平面;(3)定位锥销孔钻孔、铰孔。