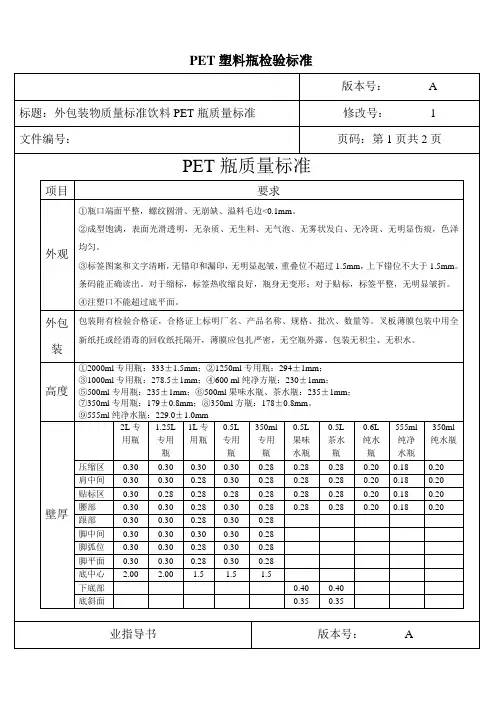
PET瓶检验标准
- 格式:pdf
- 大小:184.58 KB
- 文档页数:3
1、目的确保进厂的PET瓶质量符合生产和质量的要求,保证产品质量。
2、范围容熙公司PET瓶在线验收。
3、职责3.1生产在线质检员执行本程序对PET进行验收。
3.2 质检主管监督本程序的执行。
3.3 技术中心经理负责本程序的制定及执行的有效性。
4、定义4.1 PET:聚对苯二甲酸乙二醇酯。
4.2 AQL:Acceptable Quality Level 的英文缩写,表示可接受的质量标准。
5、程序5.1原料要求:5.1.1以聚对苯二甲酸乙二醇酯为原料,并且必须为全新料,不可以参杂回收料。
5.2PET瓶检验标准5.2.1抽样量:每个模腔抽样两只瓶。
5.2.2气味:无异味。
5.2.3外观:口部:瓶口端面平整、螺纹完整、无崩缺、结晶完全、无溢料、无抽丝、无变形、无破损、无气泡,内外部没油渍、污渍。
瓶身:成型饱满、塑化良好、分布均匀、无气泡、无黑点、无油渍、无污渍、无僵料、无擦伤(长度>20mm)、无雾化、无发白、有色瓶颜色均匀无明显色差;瓶内无异物(包括头发、飞虫、油垢、纸屑、PE膜碎片、烟灰等肉眼可见物);瓶体塑料分布均匀,无偏心,瓶颈不积料。
瓶底:成型良好、无凹陷、无翻出、无中心点偏离、无破裂、无分层。
5.2.4瓶克重:使用百分之一的电子天平进行称量方瓶330ml : 20 g ±0.50g ; 瓶550ml :14.50 g ±0.30 g ;瓶550ml :19g ±0.50g ; 380ml :14.5 g ±0.30 g ;5.2.5尺寸应符合附件1之标准5.2.6空瓶注点充填量(ml ):标称容量(+5/-0)5.2.6.1检验方法:按照下述检验方法进行检测装填点容量: • 根据指定的液面高度调整吸球的长度. • 将空瓶置天平上,去除皮重。
• 将要求温度的水注入至近瓶颈处,将吸球垂直放入瓶内吸取水至不能再吸取为止。
注:对常温灌注瓶:装填用水为常温处理水; • 将瓶身水份拭干,读出天平的读数W(g)。
PET瓶检验方法标准规范1、PET瓶外观检查项目及标准⑴瓶口外观瓶口端面应平整,无损伤缺口,螺纹完整,结晶完整,无溢料,无抽丝,无变形,内外部不应有油污。
⑵瓶身成型良好,透明度高,无气泡、黑点、油污、僵料、擦伤、硬环、雾化、发白,有色瓶应颜色均匀,无明显色差。
⑶瓶底成型良好,无凹陷,无凸出,无中心店偏离,瓶底部无破裂,无分层。
⑷卫生瓶子外表清洁,干燥,无油污及无尘埃,无异味,瓶子内无任何杂质。
⑸灌装后外观瓶口及瓶身无收缩变形,无扁瓶,无侧壁变形,无凸底,无凹陷。
2、PET瓶物理性能检测项目及标准⑴瓶高度将瓶子放在平台上,先将高度尺划线测试块置于最低点(即放置高度尺的水平台上),按“zero”键归零,再将测试块移至瓶子所需的大致高度,将固定块固定好,将瓶子置于测试块的下方,在测试块与瓶口端面能接触到的范围内,水平移动瓶身,并根据高低用微调调节测试块高度,测试块与瓶口端面轻轻接触为宜,记录最高点的值即为高度值。
⑵塑料分布(瓶壁厚度)用测厚仪测量标准中所要求的部位,将小钢珠放入空瓶内,一手托住瓶底,一手握住瓶口,使小钢珠与磁探头保持在同一垂直线上,瓶身轻轻接触磁探头,不得用力向下压瓶子,转动瓶身,测量一圈厚度,记录最小值。
将钢珠从一只瓶倒入另一只瓶中时,先将两只瓶瓶口对瓶口水平放置,在竖起,这样可避免钢珠掉落。
测厚仪每个班次校正一次。
⑶净容量用天平称取空瓶重量(去皮)后,用水灌至瓶口或注点位置,称取瓶内水的重量,用温度计测得该瓶内的水温,查表得该水的密度后(如热灌后已冷至室温,可按20℃水密度换算成容量),计算出瓶内水的净容量。
经验值方法:350ml瓶:净容量(ml)=净重(g)+1.0500ml瓶:净容量(ml)=净重(g)+1.51000ml瓶:净容量(ml)=净重(g)+5.3⑷耐热性能①连线吹瓶现场耐热性能测试用中心温度为90±1℃的水,容量1.0L以下(包括1.0L),以2.5L/min的速度灌至注点位置上方;用标准吸球吸到注点后,迅速旋好盖子,横倒55秒,直立5分15秒,然后喷淋冷却到室温,做标准中规定的项目测试。
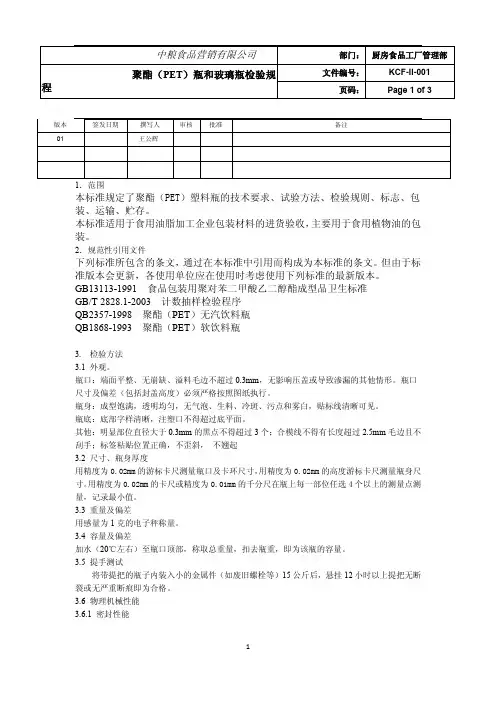
聚酯类(PET)塑料包装瓶质量检验标准聚酯类〔PET〕塑料包装瓶质量检验标准1.适用范围规定了塑料包装瓶〔聚酯类〕质量检验标准的质量要求、检验工程、抽样与检验方法、检验判定规那么和标志、包装、运输、贮存。
适合于公司的采购的塑料包装瓶〔聚酯类〕。
2.引用标准以下标准所包含的条文,通过在本标准引用而构本钱标准的条文。
但凡注日期引用文件,其随后的修改单〔不包括勘误内容〕或修订版本不适合于本标准,然而鼓励使用本标准的各方研究是否能使用这些文件的最新版本。
但凡不注日期的的引用文件,其最新版本适用于本标准。
YBB00102002口服液体药用聚酯瓶〔试行〕3.术语、定义塑料包装瓶〔聚酯类〕:**朗索医用消毒剂的碘制剂类消毒液所使用的包装瓶为聚酯类〔PET〕塑料包装瓶,包括各种规格的复合碘、皮肤粘膜消毒液、碘伏消毒液、0.05%妇科抗菌洗液以及消毒棉签。
4.技术要求4.1尺寸要求:尺寸以签样为标准;500ml规格的聚酯类〔PET〕塑料包装瓶高度偏差不超过1mm;其他规格的聚酯类〔PET〕塑料包装瓶高度偏差不超过0.5mm;垂直度合格,并且边角无异形。
4.2外观指标:外观应符合下表中的规定:项目指标瓶口瓶口端面应平整,螺纹应圆润无崩缺,溢料毛边不超过0.3mm瓶身质量饱满,色泽均匀,无气泡、生料、冷斑、污点及雾状发白瓶底注塑口不超过瓶底平面4.3物理机械性能4.3.1密封性能:无渗漏;4.3.2跌落性能:无破损注:复合碘棉签〔Ⅰ型和Ⅱ型〕不作物理机械性能要求。
4.4瓶重塑料瓶的重量必须符合双方协商好的重量。
见附录《塑料包装瓶〔聚酯类〕重量》。
4.5装量实际装量必须到达标识装量。
装量允许误差如下表:容量〔ml〕501002505001000偏差〔ml〕±5±8±10±15注:复合碘棉签〔Ⅰ型和Ⅱ型〕不作装量要求。
5.检验方法5.1外观检验以QB2357-1998中4.2项的方法进行检测。
1.范围本标准规定了聚酯(PET)塑料瓶的技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于食用油脂加工企业包装材料的进货验收,主要用于食用植物油的包装。
2.规范性引用文件下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
但由于标准版本会更新,各使用单位应在使用时考虑使用下列标准的最新版本。
GB13113-1991 食品包装用聚对苯二甲酸乙二醇酯成型品卫生标准GB/T 2828.1-2003 计数抽样检验程序QB2357-1998 聚酯(PET)无汽饮料瓶QB1868-1993 聚酯(PET)软饮料瓶3.检验方法3.1 外观。
瓶口:端面平整、无崩缺、溢料毛边不超过0.3mm,无影响压盖或导致渗漏的其他情形。
瓶口尺寸及偏差(包括封盖高度)必须严格按照图纸执行。
瓶身:成型饱满,透明均匀,无气泡、生料、冷斑、污点和雾白,贴标线清晰可见。
瓶底:底部字样清晰,注塑口不得超过底平面。
其他:明显部位直径大于0.3mm的黑点不得超过3个;合模线不得有长度超过2.5mm毛边且不刮手;标签粘贴位置正确,不歪斜,不翘起3.2 尺寸、瓶身厚度用精度为0.02mm的游标卡尺测量瓶口及卡环尺寸,用精度为0.02mm的高度游标卡尺测量瓶身尺寸。
用精度为0.02mm的卡尺或精度为0.01mm的千分尺在瓶上每一部位任选4个以上的测量点测量,记录最小值。
3.3 重量及偏差用感量为1克的电子秤称量。
3.4 容量及偏差加水(20℃左右)至瓶口顶部,称取总重量,扣去瓶重,即为该瓶的容量。
3.5 提手测试将带提把的瓶子内装入小的金属件(如废旧螺栓等)15公斤后,悬挂12小时以上提把无断裂或无严重断痕即为合格。
3.6 物理机械性能3.6.1 密封性能1利用容量测试的瓶,加入相应重量的水,盖紧合格的瓶盖,侧放平躺20分钟瓶口和螺纹内无渗漏(型式检验要经过跌落试验、极冷零下20℃、极热55℃等条件后测试)。
3.6.2 跌落性能利用密封测试的瓶和水,在距离地面1.2米高度,瓶底向下垂直跌落于水泥地面三次。
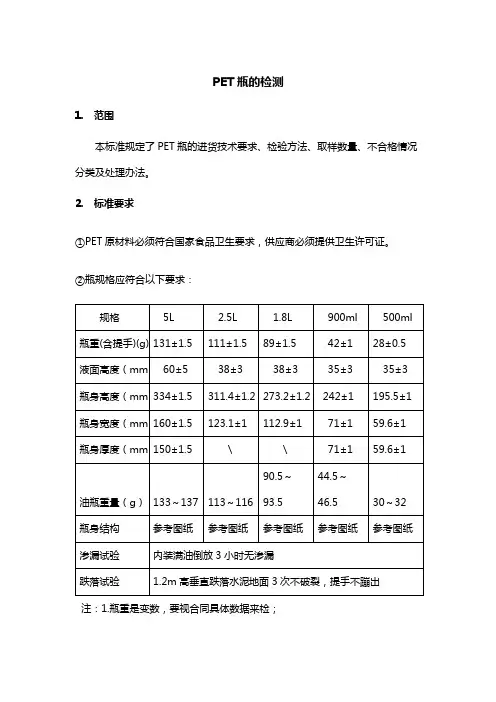
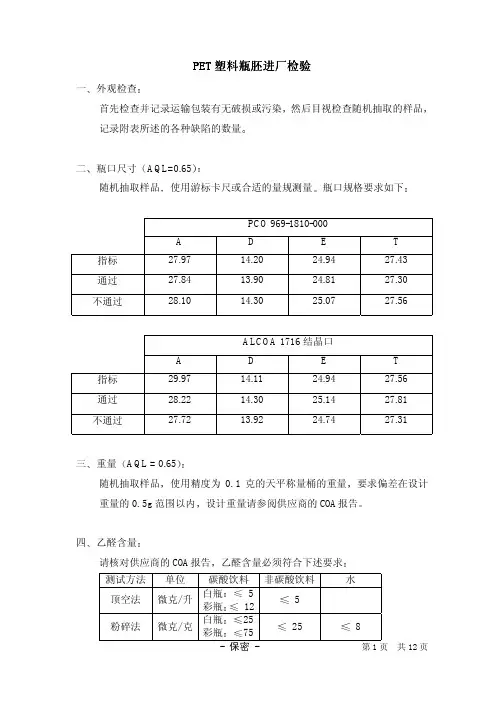
PET瓶的检测1. 范围本标准规定了PET瓶的进货技术要求、检验方法、取样数量、不合格情况分类及处理办法。
2. 标准要求①PET原材料必须符合国家食品卫生要求,供应商必须提供卫生许可证。
②瓶规格应符合以下要求:注:1.瓶重是变数,要视合同具体数据来检;2.液面高度为对应注入5000g、2500g、1800g、900g和500g20℃的水后液面距瓶口的距离。
3. 检验方法①瓶运输存放条件:外包装为纸箱,纸箱内有塑料衬袋,瓶口有防尘盖。
②瓶外观:(1)感观:瓶身透明、光洁平滑。
(2)瓶口:瓶口端正平整、螺纹成型饱满圆滑、无崩缺、溢料及毛边。
(3)瓶颈:瓶颈外不允许起泡,积瘤生成。
(4)瓶内:无灰尘、杂质、异物及异味。
(5)瓶身:不允许雾状发白及变形;合膜缝处平滑无毛刺、积瘤及裂纹;壁厚均匀,无明显薄弱部分;标签覆盖处允许最多3个≤0.3mm黑点杂质。
(6)提手:无积瘤及毛刺。
③渗漏测试:压好瓶盖(内装满油),倒放3小时,无渗漏为合格。
④跌落测试:将水(≤30℃)装满瓶内(至瓶颈处)压紧瓶盖,1.2m高度垂直跌落水泥地面3次,无破裂,不蹦盖,提手不脱落为合格。
4. 取样数量表7.7注:加严取样是针对在以前的5次取样检测中出现2次不合格时所采取的取样原则,初次检查采取加严取样;5. 不合格情况分类及处理办法备注:对于有几个不符合项,则按照严重程度的高低进行判别。
纸箱的检测1. 用具不锈钢直尺:长80厘米左右、快速水分测定仪;2. 取样数量3. 标准要求纸箱规格要视当批合同中的数据来检验。
瓶贴的检测1. 用具直尺:长30厘米左右、1000ml烧杯;2. 取样数量11.3 检验方法①外观:无滑丝现象,无溢料、飞边毛刺等缺陷;颜色及图案的位置与样板一致,清晰完整。
PET瓶检测标准有哪些PET瓶需要检测哪些项目现在市场上的饮料包装采用的是PET材质,也属于一种塑料,但是是环保型可回收利用的,质量轻巧,透明度好,关键是可以防止碳酸饮料中二氧化碳气体泄露,因为是用于食品包装,所以必须经过合格质检,我们对PET瓶检测是有具体检测范围和检测项目的,而且也有严格的标准,下面我们一起来看看。
检测橡塑材料检测实验室可PET瓶检测服务。
作为第三方检测中心,机构拥有CMA、CNAS检测资质,检测、瓶胚号)。
同时,扩大取样,抽取相同批号及模号的瓶子,如有相同的发现,应即向品控经理汇报,幷通知供应商处理。
三、尺寸检查直径:利用游标卡尺测量,但卡尺量度部分的长度必须大於瓶子半径,将卡尺分别调整在待测直径的上公差(通过)及下公差(不通过)位置,在测量的直径部分旋转180o,上公差位置必须自由通过,下公差位置则不能通过。
分别测量肩部(瓶子最大直径),瓶壁。
肩部最大直径:68.50±1.0mm,瓶壁最大直径:68.50±1.0mm高度:利用高度尺测量,使用通过/不通过的方法,以瓶子高度的上公差(通过)及下公差(不通过)量度瓶子高度。
瓶高度:205.6±1.0mm。
瓶口尺寸:28mm结晶尺寸,利用合适的量规测量。
分别测量A,D,T及E 尺寸。
四、注点容量和满口容量注点容量:利用容量测定法。
测试装置:电子天平。
配合橡皮球的可调抽吸管。
温度计。
步骤:先根据特定的液面高度调整抽吸管的长度(注意应将特定的高度减去1.27毫米,补偿因水的表面张力产生的误差,但1.27毫米只是参考数值,不同的抽吸管设计会影响数值,须用深度尺测量液面是否正确)。
先记录空瓶重量,然後分别注满水,将抽吸管放进瓶内,将液面以上的水吸去,用干布将瓶身水份拭干,再称包含水的瓶重量,同时测量水温。
利用以下的方程式计算出实际容量(测试热灌装瓶时,使用90℃±1℃的热水,以20℃时的水密度计算成转换容量。
pet塑料瓶检验标准PET塑料瓶检验标准。
PET塑料瓶是一种常见的包装容器,广泛应用于饮料、化妆品、清洁用品等行业。
为了确保PET塑料瓶的质量和安全性,需要对其进行严格的检验。
本文将介绍PET塑料瓶的检验标准,以便生产厂家和相关部门能够对PET塑料瓶进行有效的检验和监管。
一、外观检验。
PET塑料瓶的外观质量是其质量的重要指标之一。
在外观检验中,应检查PET 塑料瓶的表面是否光滑,有无气泡、裂纹和变形等缺陷。
另外,还需检查瓶口和瓶底的平整度和尺寸是否符合标准要求。
二、尺寸检验。
PET塑料瓶的尺寸准确性直接影响其密封性能和装液量。
在尺寸检验中,应测量PET塑料瓶的高度、直径、瓶口直径等尺寸参数,确保其符合相关标准要求。
三、物理性能检验。
PET塑料瓶的物理性能包括抗压性能、耐热性能和耐冲击性能等。
在物理性能检验中,需要对PET塑料瓶进行抗压测试、耐热测试和耐冲击测试,以确保其能够承受运输和使用过程中的各种力量。
四、化学性能检验。
PET塑料瓶在接触食品、饮料等产品时,其化学性能的安全性至关重要。
在化学性能检验中,需要对PET塑料瓶进行溶剂残留测试、酸碱性测试、热稳定性测试等,以确保其不会对产品造成污染和变质。
五、卫生安全检验。
PET塑料瓶的卫生安全性是其质量的重要指标之一。
在卫生安全检验中,需要对PET塑料瓶进行微生物检测、重金属含量检测、有害物质迁移检测等,以确保其不会对人体健康造成危害。
六、环境适应性检验。
PET塑料瓶在不同的环境条件下需要具备一定的适应性。
在环境适应性检验中,需要对PET塑料瓶进行低温冲击测试、高温老化测试、紫外线照射测试等,以确保其能够在各种环境条件下稳定使用。
综上所述,PET塑料瓶的检验标准涉及外观、尺寸、物理性能、化学性能、卫生安全性和环境适应性等多个方面。
只有严格按照相关标准进行检验,才能确保PET塑料瓶的质量和安全性,为消费者提供优质的产品。
希望生产厂家和相关部门能够重视PET塑料瓶的检验工作,确保PET塑料瓶的质量和安全性,促进行业的健康发展。
PET吹瓶执行标准本标准规定了PET吹瓶(以下简称“吹瓶”)的质量要求、检测方法及判定准则。
本标准适用于以PET材料为原料,通过吹塑工艺制成的瓶子的质量控制。
1.瓶口密封性能瓶口密封性能是PET吹瓶的关键指标之一,直接影响产品的储存和使用。
根据标准要求,瓶口应具有良好的气密性和水密性,确保内容物在储存期间不会泄漏或变质。
检测方法:采用压力测试法,将吹瓶置于压力测试机中,向瓶内充入一定量的气体(或液体),使其达到预设压力,并保持一定时间,观察瓶口是否有漏气(或漏水)现象。
2.垂直载压垂直载压是评估PET吹瓶承重能力的重要指标。
标准要求,在一定高度下,瓶身应能承受相应的重力而不变形或破裂。
检测方法:将吹瓶置于载压测试机中,设定合适的载重高度,以恒定速度加载重力,观察瓶身是否出现变形或破裂。
3.瓶壁厚度检测瓶壁厚度是PET吹瓶结构的重要参数,直接影响瓶子的抗压性和耐久性。
标准规定,瓶壁厚度应符合生产厂家提供的技术规格书要求。
检测方法:采用超声波测厚仪测量瓶壁厚度,取不同位置的测量值进行分析,判断瓶壁厚度是否符合要求。
4.抗压性检测抗压性是PET吹瓶的重要性能指标,反映了瓶子在承受一定压力下的稳定性。
标准要求,在一定压力下,瓶子应保持稳定,不破裂或变形。
检测方法:将吹瓶置于抗压测试机中,以一定速度加载重力,观察瓶子的变形情况,记录下压力值和时间。
根据测试结果评估瓶子的抗压性能。
5.瓶盖开启疲劳检测瓶盖开启疲劳是评估PET吹瓶耐用性的重要指标。
标准要求,瓶盖应能顺利开启,无卡涩、脱落等现象。
检测方法:采用疲劳测试机模拟实际使用过程中可能出现的各种情况,对瓶盖进行多次开启、关闭操作,观察瓶盖是否有损坏、脱落等情况。
根据测试结果评估瓶盖的耐用性。
PET瓶的鉴定试验:一个PET瓶,我们可以把它分成三部分。
[Figure] 1瓶体:PET(聚对苯二甲酸乙二醇酯):常见的塑料水瓶材料标签:PVC(聚氯乙烯)瓶盖:?——>PE(聚乙烯)&PP(聚丙烯)——>PP燃烧试验:1.标签:难软化,燃烧表面呈黑色,无熔融滴落现象,上黄下绿,黑烟,离火熄灭,刺激性酸味。
典型的PVC料燃烧特征。
[Figure] 22.瓶盖:易燃,燃烧时无烟,离火继续燃烧,熔融滴下[Figure] 3熔融物冷却后易碎[Figure] 4石蜡味道。
判断为PP或PE。
因为二者燃烧试验的现象非常相似。
根据“接触手感”和“在沸水中软化不显著”[Tip] 1初步判断为PP材料。
建议:一般而言,PET瓶回收后进行再加工前要进行分选。
我们也可以看到机器分选设备的庞大和耗能[Figure] 5其实,我们平时就可以稍花一点时间就把它分选好,是不是就可以用我们的手工减少一定量的碳排放呢?此处只建议我们做好自己的分类工作,目前严重缺失的分类回收环节的另作讨论。
[Figure] 1[Figure] 2[Figure] 3[Figure] 4[Figure] 5[Tip] 1聚乙烯和聚丙烯塑料的鉴别依据:聚乙烯和聚丙烯塑料均为乳白色半透明体,质轻能浮于水面,燃烧现象也基本相同。
但是,二者也有明显的不同之处:聚乙烯手摸有石蜡滑腻感,质地柔软能弯曲,而聚丙烯手摸光滑细腻,但无蜡状滑腻感,质地挺硬有韧性;聚乙烯塑料在沸水中显著变软,聚丙烯塑料在沸水中软化不显著;聚乙烯塑料条样拉伸时有“细颈”产生,而聚丙烯则无。
作者:王志荣。
PET塑料包装瓶是目前广泛应用于食品、饮料、医药和日化等行业的一种常见包装材料。
为了保证PET塑料包装瓶的质量和安全性,需要制定相应的质量检验标准。
本文将介绍2024年PET聚酯类塑料包装瓶质量检验标准,内容包括外观质量、物理性能、化学性能、生物性能和标识与包装要求等方面。
一、外观质量1.外观要求:PET塑料包装瓶的表面应光滑,无明显的凹凸、气泡、流痕、霜化、划痕和裂纹等缺陷。
2.色泽要求:包装瓶的颜色应均匀,无明显的色差或色斑。
3.尺寸要求:包装瓶的尺寸应符合产品的设计要求,无明显的变形或尺寸偏差。
4.标识要求:包装瓶上的标识应清晰可辨,文字和图案的色泽应与包装瓶表面的颜色相协调。
二、物理性能1.抗拉强度:PET塑料包装瓶的抗拉强度应符合国家标准,常见的测试方法包括拉伸试验和冲击试验。
2.耐热性:包装瓶应具有良好的耐热性能,能够在一定的温度范围内保持结构稳定,常见的测试方法包括热变形试验和热氧老化试验。
3.耐磨性:包装瓶的表面应具有一定的耐磨性,能够在正常使用条件下不易产生划痕和磨损。
4.密封性:包装瓶的密封性能应良好,能够有效防止产品变质和泄漏,常见的测试方法包括密封性试验和泄漏测试。
三、化学性能1.耐腐蚀性:包装瓶应具有一定的耐腐蚀性,能够在与食品、饮料、药品和化妆品等接触时不产生异常的化学反应,常见的测试方法包括浸泡试验和释放试验。
2.不溶性:包装瓶应不溶于液体产品,以保证产品的品质和安全性。
3.食品接触安全性:包装瓶应符合食品接触材料的相关法规和标准,常见的测试方法包括食品模拟液浸泡试验和挥发物测定试验。
四、生物性能1.抗菌性:包装瓶应具有一定的抗菌性,能够有效预防细菌和霉菌的生长,常见的测试方法包括菌落总数试验和抑菌圈试验。
2.生物相容性:包装瓶应符合生物医用材料的相关要求,能够在与人体接触时不产生过敏或毒副作用,常见的测试方法包括皮肤刺激试验和体内植入试验。
五、标识与包装要求1.标识要求:包装瓶上的标识应符合国家相关法规和标准,包括产品名称、规格、生产日期和质量检验合格证明等信息。
pet瓶检验标准
PET塑料瓶的检验标准包括外观、尺寸和物理性能等几个方面。
以下是一些具体的标准:
1. 外观检测:应无明显的划痕、毛刺、气泡、变形、开裂等现象,色泽均匀,无明显色差。
瓶口应平整,无破损,螺纹接口应严密,无渗漏。
2. 尺寸检测:长度、宽度、高度、厚度等尺寸应在规定的公差范围内。
3. 物理性能检测:包括抗拉强度、弯曲强度、冲击强度、热变形温度等,应符合相关标准要求。
4. 瓶壁厚度检测:应符合设计要求,瓶壁厚度应均匀。
5. 抗压性检测:PET塑料瓶应具有一定的抗压性能,以确保在存储和运输过程中不会变形或破裂。
6. 瓶盖开启疲劳检测:应能正常开启和关闭,无卡顿现象。
7. 耐热性检测:PET塑料瓶应具有一定的耐热性能,以确保在高温环境下不会变形或释放有害物质。
8. 透明度检测:应具有一定的透明度,使消费者能够清楚地看到瓶内的内容物。
9. 密封性能检测:应具有良好的密封性能,确保内容物不会泄漏。
10. 无毒性能检测:应符合相关国家和地区的法律法规要求,确保在使用过
程中不会对人体造成危害。
以上是PET塑料瓶检验标准的一些常见项目,具体标准可能会因地区和行业而有所不同。
PET瓶坯检验标准1 范围本标准用于进厂聚酯(PET)瓶坯(以下简称“瓶坯”)及工厂自制瓶坯检验。
瓶坯生产过程的质量检测按《制程监控手册》要求进行。
瓶坯生产工厂每批次产品必须附有检验报告单,提供该产品有资质的检测机构出具的全项检验报告。
PET瓶坯在使用前必须作出品质检查,并认真记录;工厂自用时不需要再次检验。
本标准自实施日起PET瓶坯17108、17109、22114号品质规格单同时废止。
2 引用标准GB/T 2828.1-2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划3 取样及检验3.1 抽取样品在抽取样品前,必须检查任何因运输过程而造成损坏及污染并作好记录。
记录及保留所抽取样本资料,包括:供应商、生产日期、批号、瓶坯号等。
产品以批为单位进行验收,同一规格同一生产线连续生产为一批。
每一批按表1的抽样方案随机抽取瓶坯样本。
(Ac是接收数,Re是拒收数)表1 正常检验一次抽样方案(检验水平Ⅱ)AQL=0.40 AQL=0.65 AQL=1.0 批量样本量Ac Re Ac Re Ac Re 10001∼50000 80 1 2 1 2 2 3 50001∼150000 125 1 2 2 3 3 4 150001∼300000 200 2 3 3 4 5 6 300001∼500000 315 3 4 5 6 7 8 500001及其以上500 5 6 7 8 10 11 3.2 外观检查首先检查并记录运输包装有无破损或污染,然后目视检查随机抽取的样品,记录表2所述的各种缺陷的数量。
表2 瓶坯外观缺陷接收质量限序号项目严重缺点AQL=0.40 主要缺点AQL=0.65次要缺点AQL=1.01 内部污染,外壁油污任何程度2 底部裂痕、破洞任何程度3 瓶口呈椭圆形任何程度4 受热损害/受热变色任何程度5 支撑环损坏任何程度6 瓶口欠注,瓶口外侧撞伤,缺口、积料任何程度7 螺纹缺口任何程度8 气泡>Ф0.2mm ≤Ф0.2mm9 未溶物>Ф0.2mm ≤Ф0.2mm10 黑点>Ф0.2mm ≤Ф0.2mm11 底部白化>Ф13.0mm≤Ф13.0mm12 瓶口毛刺>0.13mm ≤0.13mm13 螺纹合模不对称,毛刺>0.13mm ≤0.13mm14 瓶坯弯曲>2.0mm ≤2.0mm15 注点过长,拖尾>1.5mm ≤1.5mm16 折痕、拉丝>5.0mm ≤5.0mm17 色泽不良明显可见不明显18 水纹明显可见不明显19 色斑明显可见不明显20 长白线明显可见不明显21 白雾明显可见不明显22 刮伤痕迹明显可见不明显23 表面粗糙明显可见不明显24 针孔明显可见不明显3.3 重量检查(AQL=0.65)从样本中随机抽取20样品,使用精度为0.1克的天平称量瓶坯重量,要求偏差在标准范围内(见瓶坯图)。
PET瓶检验标准
1 范围
本标准用作聚酯(PET)饮料瓶(以下简称“瓶”)检验。
本标准仅适用于聚对苯二甲酸乙二醇酯为原料,采用注塑、拉伸、吹塑一步法或二步法工艺生产的饮料瓶。
PET瓶在使用前必须作出品质检查,所有检查结果必须认真记录。
每年由有资质的检验机构进行二次全项检验。
本标准自实施日起有关PET瓶编号为20107、20108、20109、20110、20111、20112、20113、20114、20115的品质规格单同时废止。
2 引用标准
QB2357-1998 聚酯(PET)无汽饮料瓶
GB13508-92 聚乙烯吹塑桶
GB13113-1991 食品容器及包装材料用聚对苯二甲酸乙二醇酯成型品卫生标准
3 技术要求
3.1 外观及规格
更换模具或正常生产每半个月进行一次全模腔瓶子的外观、尺寸、壁厚的检测;
生产过程中,按《制程监控手册》要求对瓶子外观、尺寸、壁厚、容量进行检测;
外观不允许有:瓶口尖刺、螺纹飞边、瓶口欠注、螺纹错位;尖锐棘手的合模线;明显的条纹、黑点等杂质、未熔颗粒、油斑;瓶子明显的白化、色黄、积料、瓶口变形、严重偏心;直径为0.2mm以下能目测的气泡不多于3个。
瓶子尺寸及克重见PET瓶图。
瓶子壁厚见表1。
3.2 物理机械性能
3.2.1跌落实验
跌落实验在新瓶型试机或更换模具时进行全模腔检测,取样瓶按公称容量注入(20±5)℃的水,上好盖,在混凝土地面进行跌落实验。
水瓶、1.25L以上饮料瓶跌落高度 1.2m;1L以下饮料瓶跌落高度1.8m瓶口向上,自由下落。
不爆裂、不渗漏。
3.2.2垂直载压(外检/型式检验)
空瓶垂直载压,在新瓶型试机时取全模腔空瓶在(23±2)℃下放置2h以上在试验机上以350mm/min 的恒速对样瓶垂直施压,记录每个试样第一次的最大载荷,取算术平均值。
达到表1的要求。
3.2.3容量
在新瓶型试机或更换模具时进行全模腔容量检测,满口容量、灌装点容量,要符合表1中的要求。
3.2.4扭力、气密性
每次开机生产时检测,取与旋盖头等同瓶数,按《制程监控手册》规定进行。
气密性(PET产品):高酸产品、水≥36psi,低酸产品≥100psi,(保压1分钟)
扭矩(PET产品的开启扭矩) Ⅰ:(果汁、茶)11-16 lbf•in Ⅱ:(水)8-14 lbf•in
3.3理化指标
每年送检两次,理化指标应符合下表要求
项目指标
蒸发残渣,mg/L
4%乙酸,60℃,0.5h ≤ 30
水,60℃,0.5h ≤ 30
60%乙醇,室温,1h ≤ 30 正已烷,室温,1h ≤ 30
高锰酸钾消耗量,mg/L
水,60℃,0.5h ≤ 10
重金属(以Pb计),mg/L
4%乙酸,60℃,0.5h ≤ 1.0 锑(以Sb计),mg/L 4%乙酸,60℃,0.5h ≤ 0.05
脱色试验
乙醇阴性
冷餐油或无色油脂阴性
浸泡液阴性
3.4微生物指标
取样数量:每2个周期随机抽取20个瓶子;10个测细菌总数,10个测霉酵;
检测方法:每个瓶子注入该瓶子容量1/l0的无菌水,充分振荡后,将洗液一次性进行0.45µm膜过滤;
检测标准:细菌总数:<5CFU/瓶;
霉酵:<1CFU/瓶 。
4判定
外观规格按规定的项目进行检验,检验结果全部合格,则判定样本单位合格。
物理机械性能\理化指标,若其中一项不合格,应在原批中抽取双倍样品对不合格项进行复检,复检结果全部合格,该批为合格。
出现不合格要及时进行设备调整,直至全部合格。
微生物指标不合格,要加强瓶子输送通道的清洁卫生,适当提高杀菌液浓度,加强产品的监控力度。