船舶建造的现代工程分解结构
- 格式:pdf
- 大小:184.64 KB
- 文档页数:5

第四章船体分道建造工程目录Contents1船体建造工程分解2船体钢料加工3船体装配4.3.1 船体装配常用工艺装备4.3.2 船体部件装焊工艺4.3.3 船体组件装焊工艺4.3.4 船体分段制造4.3.5 分段的临时加强及吊运翻身4.3.6 船舶总装船体装配的主要内容一.部件装焊内容主要是指通过装配、焊接形成特殊的小型组合型材。
部件的种类很多,最常见的有:“T”型部件,船体板拼接,肋骨框架,主辅机基座、舵叶、烟囱、尾柱和首柱等。
二.装焊工艺1.“T”型部件2.船体板拼接(拼板)3.肋骨框架装焊4.主辅机基座装焊4.3.2 船体部件装焊工艺●由面板和腹板组成,装焊在钢板平台上进行,有倒装法和侧装法。
●倒装法:用于直T形,铺面板—面板画线—腹板安装—焊接—检验—矫形。
●侧装法:用于弯T形,准备胎架—铺腹板—面板画线—面板安装—焊接—检验—矫形。
较复杂,多在直T形基础上进行弯曲成形加工。
●普遍采用自动焊或半自动焊,可先将面板预先轧出反变形角度,消除焊接变形(a) (b) (c)“T ”型部件倒装法“T ”型部件侧装法 “T ”型部件曲型检验线 1.“T”型部件●船体结构中的大面积平板,各层甲板、纵横舱壁、围壁、内底板、平直外板等,都需预先进行拼板。
●通常在型钢平台上进行,广泛采用埋弧自动焊(单面焊双面成型):随焊机移动的滑块固定的衬垫(压力架焊接)2.船体板拼接●当建造分段时,有时为了减少胎架,将肋骨、横梁、肋板、肘板等预先装焊成框架,作为分段的“内模”,以保证分段的型线: 普通肋骨框架:肋板、普通肋骨、普通横梁、梁肘板、舭肘板 强肋骨框架:肋板、强肋骨、强横梁、梁肘板、舭肘板●均采用侧装法,先在钢板平台上画出左右对称的全宽肋骨型线图3.肋骨框架装焊①普通肋骨框架的装焊:●步骤为:肋板、肋骨、横梁定位—安装横梁肘板和舭肘板—轮廓线画线—临时加强—焊接—检验●框架平整无扭曲。
为防止吊运时产生变形,舱口区域的间断横梁及被中内龙骨断开的肘板均应临时加强。
船舶建造的现代工程分解结构作者:范留清来源:《中国科技博览》2018年第05期[摘要]近年来,船舶建造的现代工程分解结构得到了业内的广泛关注,研究其相关课题有着重要意义。
本文首先对相关内容做了概述,分析了船舶建造过程以及船舶工程分解需求,并结合相关实践经验,分别从船舶工程分解结构以及造船工程计划体系等多个角度与方面,就该课题展开了研究,阐述了个人对此的几点看法与认识,望有助于相关工作的实践。
[关键词]船舶建造;现代工程;分解结构中图分类号:U671 文献标识码:A 文章编号:1009-914X(2018)05-0167-011 现代造船模式概述现代造船模式以成组技术理论和系统优化理论为指导,以实现均衡、连续地总装造船为目标。
系统工程是把系统作为研究对象,它的目的在于运用系统的理论和方法,研究、设计新系统或改造现有系统,使系统达到最优化目标。
系统工程技术的基本原理是运用统筹优化理论。
统筹优化理论就是把要研究的对象,用概率、统计、运筹和模拟等方法,经过分析、判断和推理等程序,建立某种系统模型,进而采用最优化方法,求得系统的最优化结果。
成组技术是将具有相似特征、相似信息的多种事物,按照一定的准则分类成组,使若干种事物能够采用相同的处理方法,已达到节省时间、人力和费用目的的技术。
现代造船模式以上述两种理论为指导,在船舶建造过程中,首先按船体首尾、中部和上层建筑等相对完整的“中间产品”划分大的区域。
然后,按作业类型和建造阶段划分各级“中间产品”——总段、分段、组件、部件、零件等。
将具有相同工艺过程的“中间产品”组织定场地、定设备、定人员、定流量、定流程的专业化生产。
2 船舶建造过程分析2.1 生产准备生产准备工作可分为三个阶段:合同签订阶段,合同签订至开工阶段,开工至交船阶段。
2.1.1 合同签订阶段合同签订阶段是生产准备工作的前期管理范畴,该阶段的目的是签订船舶建造合同。
从接受船东的订货要求开始,根据船厂建造能力以及现有工程负荷(企业工程线表)情况进行负荷计算,以确定能否接受订货,若根据船东交货期要求企业生产能力能够满足,则开始进行谈判。
船舶建造的现代工程分解结构
金朝光;林焰;纪卓尚
【期刊名称】《中国造船》
【年(卷),期】2002(043)004
【摘要】针对船舶建造项目,通过分析传统的工程分解结构,提出一种现代的船舶工程分解结构(Modern ShipWork Breakdown Structure,MSWBS),解决传统工程分解结构方法不能动态地反映船舶建造过程的不足,并探讨MSWBS的代码设计及以MSWBS为基础建立一种公共的数据结构模型,以实现船舶建造企业各部门信息的共享.这种工程分解的思想对于类似船舶建造的复杂大型项目也适用.
【总页数】5页(P85-89)
【作者】金朝光;林焰;纪卓尚
【作者单位】大连理工大学船舶CAD工程中心,辽宁,大连,116024;大连理工大学船舶CAD工程中心,辽宁,大连,116024;大连理工大学船舶CAD工程中心,辽宁,大连,116024
【正文语种】中文
【中图分类】U673.2
【相关文献】
1.工作分解结构在船舶建造项目中的应用研究 [J], 谢春晓
2.相似性原理和工程分解原理在船舶建造中的应用 [J], 李名来
3.《钢质内河船舶建造规范》(2009)船体部分解读 [J], 汪晓兵;谭广信
4.浅析“内河单舷长大舱口船舶体结构补充规定”对内河船舶建造的影响 [J], 骆军;包国兴
5.广东办理外商独资船厂建造中船舶抵押权登记要注意什么广东海事局船舶监督处就新发布实施的《广东外商独资船厂建造中船舶融资抵押登记管理办法(试行)》答记者问 [J], 杨兴洲;郭秀娜
因版权原因,仅展示原文概要,查看原文内容请购买。
基于现代船舶工程分解结构的造船工程计划体系研究作者:游源来源:《科技创新导报》2017年第05期摘要:随着现代化船舶工程技术的不断发展,基于船舶工程项目分解结构的造船工程计划体系研究也越来越深入,该文将进一步针对造船工程计划体系展开探讨,进而分析基于MSWBS工程项目管理的层次网络计划构建,将单代号的里程碑网络计划扩展成为双代号的执行性网络计划,完善我国造船工程项目的层次网络计划建设体系。
关键词:现代船舶工程分解结构造船工程计划从我国现阶段船舶工程项目造船计划的实施情况来看,很多计划设计内容的安排都是根据过去经验来制定的,没有相应对造船工程结构进行科学的层次分解,实际上每层执行作业之间并不具备映射关系,层与层计划之间的沟通路径不完备,因而创建基于现代船舶分解结构的造船工程计划可以说是势在必行。
1 现代船舶工程分解结构现代化的造船模式,主要指的是通过统筹性的优化理论作为指导,再运用现代化成组技术原理进行生产,把中间产品当作导线,然后再按照区域划分的形式进行生产,从而完成壳舾涂一体化作业项目,让壳舾涂作业可以在造船空间上进行分道,对造船作业时间进行有序化管理,进而完成船舶工程项目设计、施工生产以及施工管理的综合发展,在现有的船舶造船项目中,需要根据SWBS思想来相应地设计船舶建造的分解结构。
关于WBS工作分解结构的研究,可以从美国的国防安全系统开发中获得最初的解释,所谓的工程结构指的就是以一个产品为中心的层次模型,这个模型主要是由硬件材料、软件材料以及服务组成。
在20世纪70年代时,美国海军战队又创造性地提出了现代船舶分解结构工程,也就是SWBS工程,这种SWBS项目按照当时的船舶模型进行了功能分级,最上面一层即为整套船舶产品,再下一层则是把整套船舶系统又分成了7个系统,这7个系统分别是船体结构系统、船体推进系统、电气系统、辅助系统以及附属设施系统、船体武器系统和船台上的辅助系统组成,在现代船舶工程分解结构中,还会进一步将每一个系统部分进行分解,然后分解内化和细化,在现代化船舶工程发展中,又逐渐地推出了中间产品和壳舾涂作业等新概念,将船舶工程分解结构进行更加深入性的细化研究[1]。
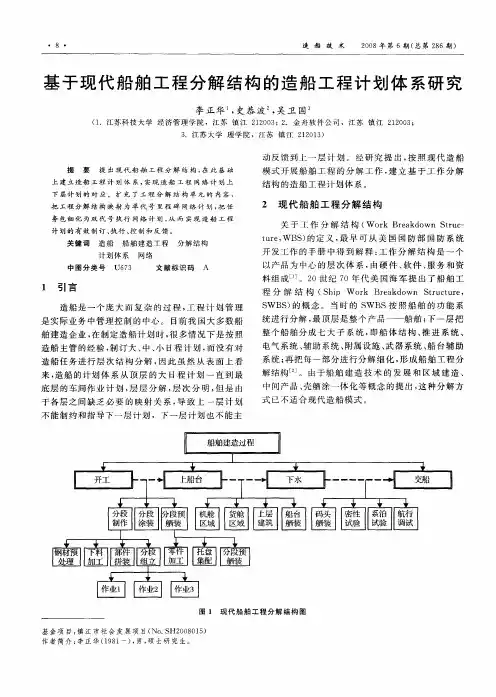
现代船舶建造工艺流程根据现代造船“壳舾涂一体化总装造船”模式,船舶生产经历了传统造船到现代造船的过渡,因为技术的发展和日新月异的创造力与技术革新突破,才达到了目前的造船情况。
传统造船分为两个阶段:1是常规船体建造和舾装阶段,先装龙骨系统,再装肋骨系统,最后装外板系统;2是分段建造,舾装分为2个阶段,分段舾装和船上舾装。
现代造船则由于成组技术的引入,船体实行分道建造,舾装分为3个阶段,单元舾装、分段舾装、船上舾装。
由船体建造、舾装、涂装结合工作组成了所谓的“壳舾涂一体化总装造船”。
当前造船行业正向着数字造船和绿色造船的方向努力。
一、船舶建造工艺流程层次上的划分为:1、生产大节点:开工——入坞(上船台搭载)——下水(出坞)——试航——交船生产大节点在工艺流程中是某工艺阶段的开工期(或上一个节点的完工期),工艺阶段一般说是两个节点间的施工期。
生产大节点的期限是编制和执行生产计划的基点,框定了船舶建造各工艺阶段的节拍和生产周期;节点的完成日也是船东向船厂分期付款的交割日。
2、工艺阶段:钢材预处理——号料加工——零、部件装配——分段装焊——坞内装焊(合拢)——拉线镗孔——船舶下水——发电机动车——主机动车——系泊试验——试航试验——交船3、以上工艺阶段还可以进一步进行分解。
4、是以上工艺阶段是按船舶建造形象进度划分的,造船工艺流程是并行工程,即船体建造与舾装作业是并行分道组织,涂装作业安排在分道生产线的两个小阶段之间,船体与舾装分道生产线在各阶段接续地汇入壳舾涂一体化生产流程。
二、船舶建造的前期策划船舶设计建造是一项复杂的系统工程,在开工前船厂必须组织前期策划,一是要扫清技术障碍;二是要解决施工难点。
1、参透“技术说明书”(设计规格书)。
技术说明书是船东提出并经双方技术谈判,以相应国际规范及公约为约束的船舶设计建造的技术要求。
船厂在新船型特别是高附加值船舶的承接中必须慎重对待:必须搞清重要设备运行的采用标准情况、关键技术的工艺条件要求,特别是要排查出技术说明书中暗藏的技术障碍(不排除某些船东存有恶意意图);2、对设计工作的组织。
现代船舶建造工艺流程根据现代造船“壳舾涂一体化总装造船”模式,船舶生产经历了传统造船到现代造船的过渡,因为技术的发展和日新月异的创造力与技术革新突破,才达到了目前的造船情况。
传统造船分为两个阶段:1是常规船体建造和舾装阶段,先装龙骨系统,再装肋骨系统,最后装外板系统;2是分段建造,舾装分为2个阶段,分段舾装和船上舾装。
现代造船则由于成组技术的引入,船体实行分道建造,舾装分为3个阶段,单元舾装、分段舾装、船上舾装。
由船体建造、舾装、涂装结合工作组成了所谓的“壳舾涂一体化总装造船”。
当前造船行业正向着数字造船和绿色造船的方向努力。
一、船舶建造工艺流程层次上的划分为:1、生产大节点:开工——入坞(上船台搭载)——下水(出坞)——试航——交船生产大节点在工艺流程中是某工艺阶段的开工期(或上一个节点的完工期),工艺阶段一般说是两个节点间的施工期。
生产大节点的期限是编制和执行生产计划的基点,框定了船舶建造各工艺阶段的节拍和生产周期;节点的完成日也是船东向船厂分期付款的交割日。
2、工艺阶段:钢材预处理——号料加工——零、部件装配——分段装焊——坞内装焊(合拢)——拉线镗孔——船舶下水——发电机动车——主机动车——系泊试验——试航试验——交船3、以上工艺阶段还可以进一步进行分解。
4、是以上工艺阶段是按船舶建造形象进度划分的,造船工艺流程是并行工程,即船体建造与舾装作业是并行分道组织,涂装作业安排在分道生产线的两个小阶段之间,船体与舾装分道生产线在各阶段接续地汇入壳舾涂一体化生产流程。
二、船舶建造的前期策划船舶设计建造是一项复杂的系统工程,在开工前船厂必须组织前期策划,一是要扫清技术障碍;二是要解决施工难点。
1、参透“技术说明书”(设计规格书)。
技术说明书是船东提出并经双方技术谈判,以相应国际规范及公约为约束的船舶设计建造的技术要求。
船厂在新船型特别是高附加值船舶的承接中必须慎重对待:必须搞清重要设备运行的采用标准情况、关键技术的工艺条件要求,特别是要排查出技术说明书中暗藏的技术障碍(不排除某些船东存有恶意意图);2、对设计工作的组织。
船舶工程分解结构表达研究摘要:进入21世纪以来,船舶建造的现代工程分解结构成为各国造船界较为关注的一个重要课题,对此课题的研究亦逐渐的深入化。
本文首先对相关内容进行了概述,分析了船舶建造过程以及船舶工程分解缺点及实际的需求,并结合相关工作的所得所悟,从船舶工程分解结构多个角度出发,就船舶工程分解结构展开了研究,阐述了个人对此的几点看法与认识,希望这样的研究能够有助于相关工作的实践开展。
关键词:船舶工程,分解结构,缺点与需求,探讨研究1前言船舶制造业具备较为鲜明的特征,比如单件大型化等不同的特点。
而对于造船工程管理来言,不仅内容所涉甚广,过程也比较繁杂,该项工作做得好不好,直接关系到整个的成本,影响船舶制造的工期。
虽然中国造船产业这些年有了很大的发展,但是和韩国、日本等国家比较的话,不论是经济效能方面,还是生产质效方面,都存在一定的差距,主要体现在推行精细化造船中的数据管理方面。
总装造船模式下船舶企业的管理需求是始终变化的,应当依循船舶建造精细化管理之要求,推促船舶制造向着计划可控型的方向转变,将船舶工程项目分解成既互相独立、又互相影响、互相联系、同时易于操作和管理的任务包。
2船舶建造工程分解的缺点和需求虽然我们国内目前关于船舶建造工程分解方面的进步比较大,但是还是因为一些客观因素,导致一些问题经常发生。
所以这是我们亟需去改变的,需要在明晰船舶建造工程分解的缺点和需求的基础上进行改变。
2.1船舶建造工程分解结构存在的缺点(1)如果在船舶制造的过程中,出现单船建造的情况,这种情况就会造成分解结构比较不稳定,而且这种情况也会造成船舶建造知识积累的有效性降低,而且再利用率也不是非常高。
(2)如果一家船舶制造企业在船舶建造方面存在一些比较明显的技术问题,就会形成过度重视船舶建造各个结构的质量以及完成度,但是对于总体的组装质量却是考虑不周。
这种情况的存在,就不能使相关部门和人员很好地明确船舶建造工程分解结构的定义,不能严格遵循相关规定,从而产生很多的质量问题,船舶的各个结构没有实现标准序列。
船舶建造的现代工程分解结构摘要:文章主要是分析了传统船舶建造的工程分解机构,在此基础上讲解了现代船舶建造的模式,最后探讨了船舶建造工程分解中存在的缺点和需求,望能为有关人员提供到一定的帮助和参考。
关键字:船舶建造;现代;工程分解结构1、前言船舶建造是一个较为复杂的过程,其涉及的范围较广,为此在建造的过程中还存在了许多的因素。
当前我国科技在不断的发展中,使得船舶建造的技术也在不断地更新和完善中,较以往传统的船舶建造相比现代的船舶建造技术是一个创新,其能够有效的满足到当前的需求。
2、传统船舶建造的工程分解结构1962年,美国首次提出了以造船为中心的传统造船工程的详细结构规范,以保证造船结构的每一个结构都与造船工程相一致,从而完成整个造船工程项目。
这样,整个造船项目就被分割了分为几个项目,每个项目的施工指导非常重要,这样我们就可以为项目选择合理的设计和制造方法,获得项目的最佳性能和成本,并进行最后的检查和维护,美国海军在20世纪70年代根据规范提出了造船工程分解结构(SWBS)的概念,根据每个结构的功能,对SWBS进行分解趴下。
那么整个系统是一个船。
船以下是各部门的结构功能船。
基于分解结构模型,它可分为七种结构:船体结构、推进结构、电气结构、辅助结构、附属结构、武器结构和泊位辅助结构。
3、现代船舶建造模式3.1、中国向现代船舶建造模式转变1995年,原中国船舶重工集团公司在广州造船厂召开第二次缩短造船周期会议,标志着中国从传统造船方式向现代造船方式的转变,会议阐明了现代造船方法:总体规划和现代造船模型。
分组技术保证了每个结构的质量,并可根据生产空间和建造时间将船舶作业分组。
在这种情况下,实现现代造船、运营、管理一体化和设计平衡。
3.2、现代船舶建造过程为保证船舶工业的稳定发展,必须重视生产前和生产中的诸多问题,充分发挥其作用,生产准备前最重要的工作是签订造船合同,这就要求造船厂了解订单的详细信息,如在建造数量、工艺、交货期等方面,公司是否负担得起建造数量,技术是否符合要求,是否能满足船舶的建造质量和使用用途,能否满足交货期,能否在资金方面协商后签订合同等。
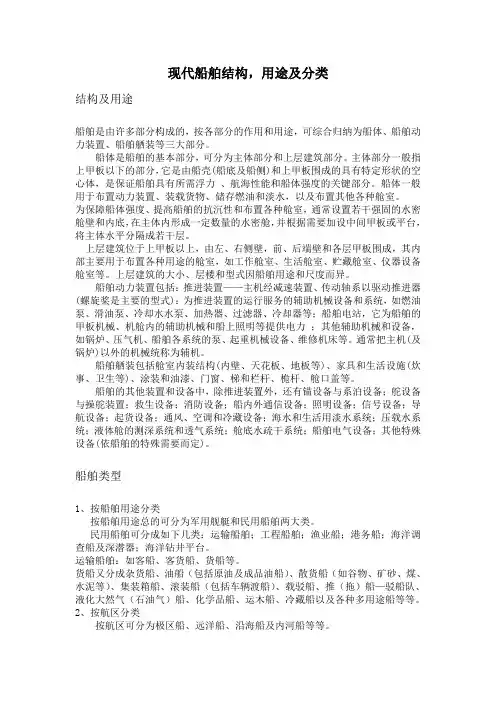
现代船舶结构,用途及分类结构及用途船舶是由许多部分构成的,按各部分的作用和用途,可综合归纳为船体、船舶动力装置、船舶舾装等三大部分。
船体是船舶的基本部分,可分为主体部分和上层建筑部分。
主体部分一般指上甲板以下的部分,它是由船壳(船底及船侧)和上甲板围成的具有特定形状的空心体,是保证船舶具有所需浮力、航海性能和船体强度的关键部分。
船体一般用于布置动力装置、装载货物、储存燃油和淡水,以及布置其他各种舱室。
为保障船体强度、提高船舶的抗沉性和布置各种舱室,通常设置若干强固的水密舱壁和内底,在主体内形成一定数量的水密舱,并根据需要加设中间甲板或平台,将主体水平分隔成若干层。
上层建筑位于上甲板以上,由左、右侧壁,前、后端壁和各层甲板围成,其内部主要用于布置各种用途的舱室,如工作舱室、生活舱室、贮藏舱室、仪器设备舱室等。
上层建筑的大小、层楼和型式因船舶用途和尺度而异。
船舶动力装置包括:推进装置——主机经减速装置、传动轴系以驱动推进器(螺旋桨是主要的型式);为推进装置的运行服务的辅助机械设备和系统,如燃油泵、滑油泵、冷却水水泵、加热器、过滤器、冷却器等;船舶电站,它为船舶的甲板机械、机舱内的辅助机械和船上照明等提供电力;其他辅助机械和设备,如锅炉、压气机、船舶各系统的泵、起重机械设备、维修机床等。
通常把主机(及锅炉)以外的机械统称为辅机。
船舶舾装包括舱室内装结构(内壁、天花板、地板等)、家具和生活设施(炊事、卫生等)、涂装和油漆、门窗、梯和栏杆、桅杆、舱口盖等。
船舶的其他装置和设备中,除推进装置外,还有锚设备与系泊设备;舵设备与操舵装置;救生设备;消防设备;船内外通信设备;照明设备;信号设备;导航设备;起货设备;通风、空调和冷藏设备;海水和生活用淡水系统;压载水系统;液体舱的测深系统和透气系统;舱底水疏干系统;船舶电气设备;其他特殊设备(依船舶的特殊需要而定)。
船舶类型1、按船舶用途分类按船舶用途总的可分为军用舰艇和民用船舶两大类。
船舶建造的现代工程分解结构研究摘要:伴随船舶建造技术的快速发展,船舶建造工艺与流程同样需不断改善,在此环节,船舶建造过程运用现代工程分解结构便成为了目前亟待探究的话题,其对于促进船舶建造水平的加强有着非常重要的价值。
本文就船舶建造的现代工程分解结构进行深入地研究。
关键词:船舶建造;现代工程;分解结构1 引言针对船舶建造如此繁杂的大型工程,其管理与调控对于船舶建造的社会与经济收益有着直接性的影响。
由控制论角度来看,此种工程是一种由多个不同目标互相关联所组成的目标系统,其主要包含了质量、费用以及工期等目标。
对于船舶建造的目标将项目划分成便于管理与操纵的单元,对达到整体目标是非常关键的。
2 现代船舶工程分解结构概述对于工程分解结构的概念,最初能够追溯至美国国防部所编写的国防系统开发手册中,其明确指出工程分解结构是一种以产品为核心的层次机制,主要是由软件、硬件、资料以及服务等构成。
在二十世纪七十年代,美国海军提出了船舶工程分解结构,当时的SWBS根据船舶全然不同的功能体系实施划分,处于最高层的便是产品整体——船舶;接着便是将船舶整体划分为七个不同的子系统,也就是船体架构、电气系统、推进体系、辅助体系、船台辅助系统、武器系统以及附属装置等等;再針对所有的子系统实施更加细致的划分,以产生相应的船舶工程分解结构。
因为船舶建造技术的不断发展以及中间产品、区域建造与舾涂一体化等技术的问世,此类分解形式已经无法满足现代化船舶建造的需求。
现代造船形式便是以统筹优化理论为基础,合理运用成组技术,以中间产品为引导,根据不同的额区域进行建造,壳舾涂工作在空间层面有效划分,达到了设计、管理以及建造的一体化目标。
为了能够满足当前的船舶建造方式,根据最初的SWBS模式,创建起以船舶建造环节为主导以任务包划分为辅助的船舶工程分解形式。
MSWBS将所有生产工作的加工对象划分成区域、分段以及系统三种不同的类型。
从开工至上船台时全部工作的作业对象均是分段的,涵盖了事先处理、加工、切割、分段涂装以及分段舾装等其它流程。
文案大全3 船体结构(Construction of Ship Hull )船体是由骨材和钢板组合而成的复杂结构体。
由于骨材布置的方式不同,形成了不同的船体结构形式。
船体结构各部位的作用不同,各个结构的细节也不相同。
现将船体进行分解,按各个部位给出结构细节的名称。
3.1 船体结构形式船体横向布置的骨材间距较小,纵向布置的骨材间距较大,这种船体结构称为横骨架式结构;船体横向布置的骨材间距较大,纵向布置的骨材间距较小,这种船体结构称为纵骨架式结构。
船体的强力甲板和船底采用纵骨架式结构,而舷侧和下甲板采用横骨架式结构,这种船体结构称为混合骨架式结构。
图3.1.1 单甲板横骨架式船体结构 transverse framing system○12 ○13 ○15 ○16 ○1 ○2 ○9 ○10 ○11○3○4 ○8 ○14 ○7 ○6 ○5 图3.1.1 单甲板横骨架式船体结构of single-deck hull○1甲板板 decked plate○2舷顶列板 top side plate, sheer strake ○3舷侧外板 side plate○4舭列板 bilge strake○5船底板 bottom plate○6龙骨 centerline vertical keel○7平板龙骨 flat keel,plate keel○8旁内龙骨 side keelson○9梁肘板 beam bracket○10甲板纵骨 deck longitudinal○11肋骨 frame○12强肋骨 web frame○13舷侧纵骨 side longitudinal○14肋板 floor○15横梁 beam○16横舱壁板 transverse bulkhead plate○1○2○3○4○5○6○7○9○10○8○11○12○13○14○15○16○17○18○19图3.1.2有二层甲板横骨架式船体结构文案大全图 3.1.2 有二层甲板横骨架式船体结构 transverse framingsystem of two-decked hull ○1 上甲板 upper deck ○2 上甲板舱口围板 hatch coaming on upper deck ○3 甲板间肋骨 tweendeck frame ○4 二甲板 second deck ○5 甲板横梁 deck beam ○6 二甲板舱口围板 hatch coaming on second deck ○7 船侧外板 side plate ○8 舱内肋骨 hold frame ○9 肘板 bracket ○10 横梁 beam ○11 舭肘板 bilge bracket ○12 主肋板 main floor ○13 内底板 inner bottom plate ○14 舭部外板 bilge strake ○15 舭龙骨 bilge keel○16 扶强材 stiffener ○17 旁底桁 bottom side girder ○18 船底板 bottom plate ○1 ○2 ○3○4○5○6 ○7 ○8 ○9 ○10 ○11 ○12○13 ○14 ○15○16 ○17 ○18 ○19 图3.1.3纵骨架式船体结构○19中底桁 bottom central girder图 3.1.3 纵骨架式船体结构 longitudinal framing system of hull○1上甲板 upper deck○2甲板纵桁 deck girder○3甲板纵骨 deck longitudinal○4舷侧外板 top side plating○5强横梁 web beam○6水平扶强材 horizontal stiffener○7强横梁 web beam○8肘板 bracket○9舷侧纵骨 deck longitudinal○10纵舱壁 longitudinal bulkhead○11强肋骨 web frame○12撑材 strut○13肋板 floor○14面板 face plate○15肋板 bottom transverse○16舭龙骨bilge keel○17船底纵骨 bottom longitudinal○18船底纵桁 bottom girder○19船底板 bottom plate图3.1.4 混合骨架式船体结构 combined framing system of hull ○1船底板 bottom plate○2中纵桁 center girder○3旁纵桁 side girder○4内底边板 margin plate○5船底纵骨 bottom longitudinal○6内底板 inner bottom plating○7内底纵骨 inner bottom longitudinal○8肘板 bracket○9主肋板 main floor○10舭龙骨 bilge keel○11舱内肋骨 hold frame○12甲板纵桁 deck girder○13舷侧外板 side plating○14上甲板 upper deck○15甲板纵桁 deck girder○16甲板纵骨 deck longitudinal○17甲板横梁 deck beam○18二层甲板 second deck○19三层甲板 third deck○14○15○16○17○18○13○19○11○12○7○6○4○10○8○9○5○3○2○1图3.1.4混合骨架式船体结构文案大全3.2 船首结构船的首部是指上甲板以下,防撞舱壁以前的船体,这部分船体处于船的最前端。
船舶建造的现代工程分解结构1现代造船模式概述现代造船模式以成组技术理论和系统优化理论为指导,以实现均衡、连续地总装造船为目标。
系统工程是把系统作为研究对象,它的目的在于运用系统的理论和方法,研究、设计新系统或改造现有系统,使系统达到最优化目标。
系统工程技术的基本原理是运用统筹优化理论。
统筹优化理论就是把要研究的对象,用概率、统计、运筹和模拟等方法,经过分析、判断和推理等程序,建立某种系统模型,进而采用最优化方法,求得系统的最优化结果。
成组技术是将具有相似特征、相似信息的多种事物,按照一定的准则分类成组,使若干种事物能够采用相同的处理方法,已达到节省时间、人力和费用目的的技术。
现代造船模式以上述两种理论为指导,在船舶建造过程中,首先按船体首尾、中部和上层建筑等相对完整的“中间产品”划分大的区域。
然后,按作业类型和建造阶段划分各级“中间产品”一一总段、分段、组件、部件、零件等。
将具有相同工艺过程的“中间产品”组织定场地、定设备、定人员、定流量、定流程的专业化生产。
2船舶建造过程分析2.1 生产准备生产准备工作可分为三个阶段:合同签订阶段,合同签订至开工阶段,开工至交船阶段。
2.1.1 合同签订阶段合同签订阶段是生产准备工作的前期管理范畴,该阶段的目的是签订船舶建造合同。
从接受船东的订货要求开始,根据船厂建造能力以及现有工程负荷(企业工程线表)情况进行负荷计算,以确定能否接受订货,若根据船东交货期要求企业生产能力能够满足,则开始进行谈判。
设计部门按照船东的意见,制作说明书、基本设计图及合同文件,然后正式商谈,双方签订合同。
本阶段主要成果合同文件、制作说明书、合同设计文件等。
2.1.2 合同签订至开工阶段合同签订至开工阶段是生产准备工作的重要环节,是进行设计、物资订货、工程准备的主要阶段,该阶段是及时开工及开工后连续生产的基础。
它可分为三个阶段:初步?0计与工程准备阶段、详细设计与工程准备阶段、生产设计与工程准备阶段。
船舶主要构件结构图船舶各部位名称如图所示。
船的前端叫船首(stem);后端叫船尾(stern);船首两侧船壳板弯曲处叫首舷(bow);船尾两侧船壳板弯曲处叫尾舷(quarter);船两边叫船舷(ships side);船舷与船底交接的弯曲部叫舭部(bilge)。
连接船首和船尾的直线叫首尾线(fore and aft line center line,centre line)。
首尾线把船体分为左右两半,从船尾向前看,在首尾线右边的叫右舷(starboard side);在首尾线左边的叫左舷(port side)。
与首尾线中点相垂直的方向叫正横(abeam),在左舷的叫左正横;在右舷的叫右正横。
船体水平方向布置的钢板称为甲板,船体被甲板分为上下若干层。
最上一层船首尾的统长甲板称上甲板(upper deck)。
这层甲板如果所有开口都能封密并保证水密,则这层甲板又可称主甲板(main deck),在丈量时又称为量吨甲板少数远洋船舶在主甲板上还有一层贯通船首尾的上甲板,由于其开口不能保证水密,所以只能叫遮蔽甲板(shelter deck)。
主甲板把船分为上下两部分,在主甲板以上的部分统称为上层建筑;主甲板以下部分叫主船体。
在主甲板以下的各层统长甲板,从上到下依次叫二层甲板、三层甲板等等。
在主甲板以上均为短段甲板,习惯上是按照该层甲板的舱室名称或用途来命名的。
如驾驶台甲板(bridge deck)、救生艇甲板(life-boat deck)、等等。
在主船体内,根据需要用横向舱壁分隔成很多大小不同的舱室,这些舱室都按照各自的用途或所在部位而命名,如图1-18所示,从首到尾分别叫首尖舱、锚链舱、货舱、机舱、尾尖舱和压载舱等。
在货舱中两层甲板之间所形成的舱间称甲板间舱(tween deck),也叫二层舱或二层柜。
上层建筑分船楼和甲板室两大类型。
所谓船楼是指两侧都延伸至船舷或很接近船舷的上层建筑;甲板室是指两侧不接近舷边的上层建筑。
2.2 船舶建造工程分解1造船作业分类2系统导向型任务分解3以中间产品为导向的任务分解1造船作业分类2系统导向型任务分解3以中间产品为导向的任务分解船舶建造工程分解工程分解:●将工程项目细分成子项目的工作方法,也称工作分解或任务分解。
●是一种分类系统,藉以标识主要的设计和生产信息●不同的分类方法,将构成不同的生产与管理系统,对设计内容的要求也不相同造船作业任务分解的目的●便于设计部门按生产部门的要求划分出各级、各类部件和零件;●对设计选用的材料进行标识;●使工人能按规定的生产阶段,在指定的工位,完成一定量的工作。
要求设计与生产密切配合。
根据成组技术的相似性原理及船舶产品的生产特点,相似性分类成组有如下四个原则:●按生产作业性质分类成组●按生产作业对象所处的产品空间部位分类成组●按生产作业在生产过程中的相似内容分类成组●按生产作业在生产过程中的作业时序分类成组船舶建造工程分解成组原则船舶的建造过程比较复杂。
按现代造船工艺学的观点,船舶建造可分为三种类型的生产作业和管件族制造。
1.船体建造2.船舶舾装3.船舶涂装4.管件族制造造船作业分类船体建造是将船用钢材制成船舶壳体的生产过程。
从生产的顺序来划分,船体建造包括三个主要步骤:1.将原材料制成船体零件;2.将零件组装成部件、分段和总段;3.将零件、部件、分段和总段总装成船体。
1.船体建造将各种船用设备、仪器、装置和设施等安装到船上的生产过程:●按作业空间部位和专业分类成组:包括甲板舾装、住舱舾装、机舱舾装和电气舾装等工作内容。
●按工作地点和阶段划分:包括内场预制预装、外场分段舾装、船台舾装和码头舾装。
(后两者统称为船上舾装)。
2.船舶舾装船舶涂装是对全船进行除锈、涂漆的生产过程。
按作业顺序来分,船舶涂装可分为钢材表面预处理、分段涂装、下水前船体外部面漆涂装、交船前船舶进坞完工涂装等几个阶段。
(后两者称为船上涂装)3.船舶涂装●把具有相似工艺过程的管子集为族,按“族”组织流水线生产。