高线集卷站双臂芯棒液压系统设计
- 格式:doc
- 大小:464.50 KB
- 文档页数:30
浅谈出钢机液压系统的设计摘要:本文通过对推钢式出钢机实例的分析,介绍了其液压系统的的原理、优点以及在实际使用维护过程中应注意的事项、常见故障和解决办法。
关键词:出钢机液压系统;设计引言:在许多轧钢厂的推钢式j加热炉设计中,较多采用了出钢机出料的方式。
相对于其他轧钢设备,出钢机并不复杂,笔者以马钢高线厂出钢机为例,介绍出钢机液压系统的设计。
1.出钢机的主要性能马钢高线厂出钢机包括横移机构和出钢机构。
横移机构由两只并列的液压缸驱动,由于被牵引移动的出钢推杆装置底座装有滚轮,驱动时只需克服较小的摩擦力,所以两个横移油缸所需工作压力较低,但工作行程大,动作频繁。
出钢机构是由电机通过减速箱带动一只辊轮,辊轮则以一定压力压在出钢推杆上并利用摩擦力带动推杆前进,完成出钢动作。
其中辊轮压下夹紧就是由液压缸完成,相对于弹簧压下,更易于控制,抬起方便等优点显而易见。
夹紧缸在出钢机正常工作时没有动作要求,只需少量油液满足液压阀及油缸的需要,但其工作压力相对于横移缸则高出很多。
2.系统流量调节方式的确定这是所有液压系统设计中必须首先考虑的,除了执行机构所需流量基本都相差无几的情况下,笔者认为应尽量少用定量泵加溢流阀的方式调节流量,因为如果需要降低流量时必须通过溢流阀,而溢流阀的调定压力又一定要高于系统正常工作压力,这样工作时不仅流量富裕,且系统压力过高,无用功率较大,效率低下。
一般比较常用的是采用变量泵或是定量泵加蓄能器。
变量泵方式的优点是体积小,控制简单,压力波动小,但相对于定量泵加蓄能器的方式来说泵的成本较高,更重要的是变量泵组的泵排量和电机功率一般情况下要大很多,因为变量泵要满足系统中的最大流量,而定量泵加蓄能器的方式则只需要满足系统的平均流量。
对于出钢机液压系统,平均流量于系统最大流量相差很大,因此综合考虑在设计中选用了定量泵加蓄能器作为系统的动力源。
3.系统压力回路的确定出钢机液压系统的设计,笔者认为重要的是泵站对两种工作压力的控制问题。
宣钢二高线集卷双芯棒控制方式浅析摘要:本文重点阐述宣钢二高线集卷收集系统区域核心重点设备双芯棒,对设备控制方式进行说明,并重点对比分析其采用压频比变频控制方式和矢量变频控制方式的特点和参数性能。
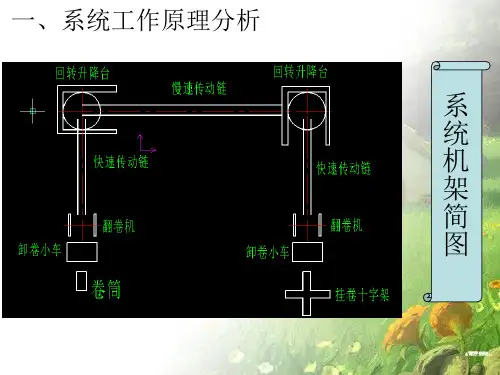
关键词:集卷双芯棒控制1 前言宣钢公司第二高速线材生产线的集卷区域设备由太原翊晔矿山机器设备有限公司设计制造,采用双芯棒旋转形式,由集卷小车将线卷挂在C型勾上。
集卷系统主要由集卷筒、分离指、托盘、双芯棒、集卷小车等组成,托盘、双芯棒、集卷小车为交流异步电机驱动,其他设备均采用液压、气动驱动方式。
其中,双芯棒为集卷区域的重点设备,在电控系统设计中,芯棒自动化控制系统采用SIEMENS公司的S7-400 PLC,控制程序编程软件为STEP 7 V5.4,电控部分为交流传动,采用西门子6SE70变频器整箱产品。
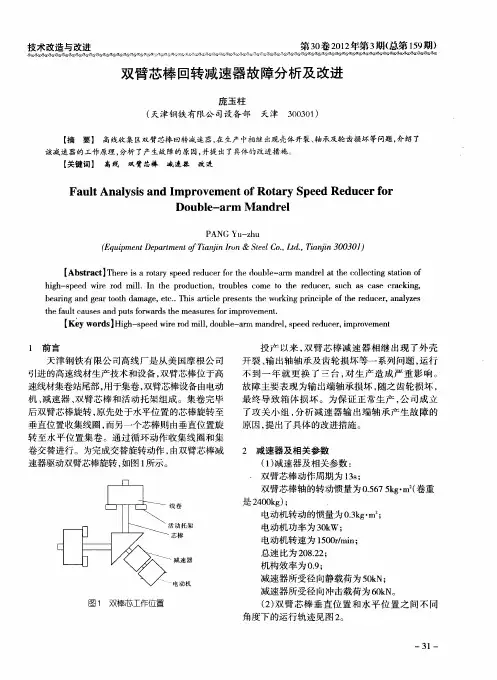
2设备参数介绍双芯棒设备由30KW的交流异步电机驱动,电机带动减速机上的一个小齿轮,小齿轮再驱动球轴承的外齿轮来实现旋转。
两个芯轴互相成90°角度,旋转方向为正转和逆转两方向,即垂直棒完成线卷的收集工作后,从垂直方向转到水平方向,然后集卷小车将线卷从水平棒上运走之后,再从水平方向转到垂直方向,继续收集线卷[1]。
双芯棒主体结构为钢结构件,技术参数如下:·内芯轴提升液压缸规格:Ф63×495·芯轴旋电机:30 kW1500rpm·减速机速比:29:1·绝对值编码器:AE100m,电压11-27V,1024(max4096),·线卷数据:外径1,250/1,200 mm,内径900/850 mm,2180kg·最大集卷高度:约3,100 mm3控制系统介绍双芯棒的旋转采用自动化和传动相结合的控制方案,即自动化闭环、传动开环,传动接收从自动化传过来的给定速度,如图1所示[2]。
自动化PLC控制系统采用SIEMENS公司的S7-400系列,包括分布式远程站及通讯网络。
摩根高线生产线双臂芯棒制动系统改造作者:姚鹏来源:《中国科技博览》2014年第05期中图分类号:TG335 文章识别码:文章编号:[摘要]摩根高线生产线双臂芯棒制动系统由美国Stearns公司生产,执行机构动力由电磁线圈提供,由于制动系统加工精度高,因此执行机构轻微的磨损都会造成电磁线圈电流的升高,导致电磁线圈烧毁,影响车间生产。
为确保车间的稳定生产,这就需要考虑对制动系统进行改造,使用气动元件-气缸来代替电磁线圈带动执行机构运行,彻底解决电磁线圈易烧毁的问题。
[关键词]执行机构电磁线圈烧毁气缸一、双臂芯棒系统简介摩根公司高线生产线双臂芯棒位于集卷站尾部,主要作用是将成品线材由集卷筒转送到运卷小车上,其主要由电机、制动系统、减速机、芯棒等组成。
当处于垂直位置的芯棒集卷完毕后双臂芯棒通过驱动装置带动带齿轴承旋转,将芯棒由垂直位置旋转到水平位置,然后再通过运卷小车将成品线材由芯棒移送到P/F线上;原先处于水平位置的芯棒旋转至垂直位置收集成品线材,进行周期性运动。
二、双臂芯棒制动系统简介双臂芯棒为周期性运动,其运行过程为:启动-加速运行-匀速运行-减速运行-制动停止运行,其制动系统不仅在芯棒减速运行及制动停止运行时起作用,而且在双臂芯棒整个运行过程中都有作用,特别是当芯棒在运行过程中出现突然停电的情况时,可以及时对芯棒进行制动,确保双臂芯棒设备运行的安全及现场人员的安全,因此制动系统稳定运行对于双臂芯棒系统的稳定运行有着积极重要的作用。
三、问题的提出摩根公司高线生产线双臂芯棒制动系统为美国Stearns公司生产的,其在运行的过程中主要存在以下问题:1、执行机构棘轮装置磨损较快,造成电磁线圈寿命缩短。
此电机制动系统的执行机构运行是通过电磁线圈来实现的,而执行机构棘轮装置轻微的磨损都会造成线圈制动电流增加,电磁线圈烧损频繁。
2、执行机构磨损后无法修复。
因执行机构安装精度高所以在机构磨损后通过修复很难达到原来的精度。
唐山学院毕业设计I毕业设计棒材轧机液压系统设计说明书唐山学院毕业设计II 目录1.前言 (1)2.绪论 (2)2.1液压技术概况 (2)2.2本课题主要研究内容 (2)2.3设计步骤 (3)3.液压系统的工作要求 (5)3.1液压系统的组成 (5)3.2棒材轧机液压系统工作原理 (5)3.3液压系统参数计算 (5)3.3.1确定液压缸负载 (5)3.3.2液压缸主要尺寸的确定 (6)3.3.3确定液压泵的流量、压力和选择泵的规格 (7)3.3.4与液压泵匹配的电动机的选定 (8)4.确定液压系统方案、绘制液压系统原理图 (9)4.1确定液压系统方案 (9)4.1.1液压基本回路 (9)4.1.2选择液压回路 (9)4.2绘制液压系统图 (10)4.2.1将基本回路组成系统原理图 (10)4.2.2液压元件选择 (11)4.3液压系统的验算 (11)4.3.1系统压力损失计算 (12)4.3.2系统效率计算 (13)5.液压站的设计 (15)5.1液压站简介 (15)5.2油箱设计 (15)5.2.1油箱有效容积的确定 (16)5.2.2油箱的结构设计 (17)5.3油箱结构 (20)5.4液压站的结构设计 (21)5.4.1液压泵的安装方式 (21)5.4.2液压泵与电动机的连接 (22)5.5辅助元件 (24)唐山学院毕业设计III5.5.1滤油器 (24)5.5.2空气滤清器 (24)5.5.3液压油 (24)5.5.4液压控制装置的集成 (24)5.6绘制装配图 (25)5.7液压系统清洗、使用与维护 (26)5.7.1清洗液压系统 (26)5.7.2系统的使用和维护 (27)6.结论 (29)谢辞 (30)参考文献 (31)外文资料 (32)唐山学院毕业设计1.前言毕业设计是我们在学完大学全部课程及进行完生产实习之后进行的,它是对我们大学三年学习的一次深入的综合性考察,也是我们步入社会所要从事工作的提前预测,同时还是我们将在校期间所学到的理论基础知识运用到实践中去解决问题的一次很好的锻炼。
147管理及其他M anagement and other高线集卷站立式辊床输送机构的自动化控制原理张 波(河钢唐钢信息自动化部不锈钢站,河北 唐山 063000)摘 要:很多钢厂的高线生产线一直以来采用双芯棒的集卷方式,近年来,一些新建项目开始使用立式辊床输送机构进行集卷,本文对这种集卷方式的自动化控制原理做了详细的阐述。
关键词:辊床;举升机构;翻转机构中图分类号:U468.2 文献标识码:B 文章编号:11-5004(2019)07-0147-2收稿日期:2019-07作者简介:张波,男,生于1982年,河北唐山人,中级工程师,研究方向:唐钢热轧生产线自动化维检。
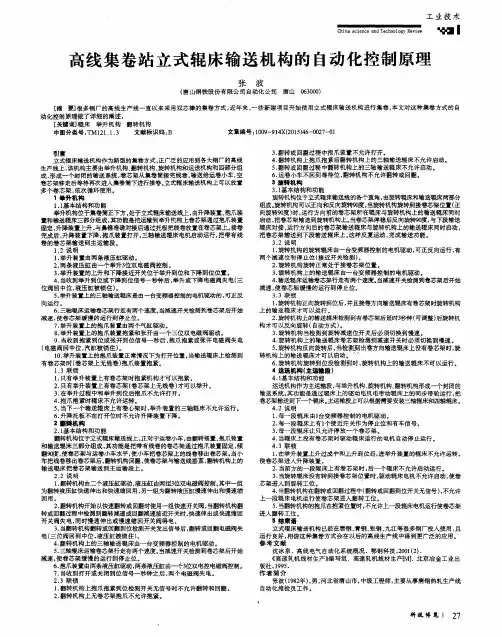
立式辊床输送机构作为新型的集卷方式,正广泛的应用到各大钢厂的高线生产线上,该机构主要由举升机构、旋转机构、翻转机构和输送机构和四部分组成,形成一个封闭的输送系统,卷芯架从集卷筒接完线卷,输送给运卷小车,空卷芯架移走后等待再次进入集卷筒下进行接卷。
立式辊床输送机构上可以放置多个卷芯架,依次循环使用。
图1 高线立式辊床输送机构流程图1 举升机构(1)基本功能。
举升机构的功能是把固定在输送辊床上的卷芯架托举上升,达到上限位后正好顶住集卷筒内的鼻锥,当线卷从散冷辊道输送到集卷筒处,通过鼻锥落在闭合的托盘上,托盘逐渐下降将线卷放于卷芯架上,等到线卷接收完成后,举升装置下降到下限位,抱爪也随之打开,卷芯架下的输送辊床将接满线卷的卷芯架输送到下一辊床。
(2)基本机构。
①举升机构由两条液压缸驱动,并由一个三位双电磁阀控制上升和下降,上升和下降极限位置分别由一个接近开关控制。
举升机构到达极限位一秒钟以后,举升或下降电磁阀失电,三位阀回中位,液压缸被锁住,举升机构停止。
②举升机构上有一个由变频器控制的电机驱动的三轴输送辊床,可双向运行。
卷芯架经过辊床运输时有两个速度,一个正常运行速度,一个是减速位信号检测到时的低速,当低速运行到停止位时,速度置为零,辊床停止运行。
(10)申请公布号(43)申请公布日 (21)申请号 201610090227.9(22)申请日 2016.02.18B21B 41/00(2006.01)B21B 37/00(2006.01)(71)申请人内蒙古包钢钢联股份有限公司地址014000 内蒙古自治区包头市昆区河西工业区(72)发明人吕晓峰 彭冲(74)专利代理机构北京爱普纳杰专利代理事务所(特殊普通合伙) 11419代理人何自刚(54)发明名称一种高速线材集卷区域双芯棒干扰误差控制方法(57)摘要本发明公开了一种高速线材集卷区域双芯棒干扰误差控制方法,属于PLC 自动控制方法技术领域。
目的是提供一种可以及时纠正双芯棒运行的干扰误差,有效避免生产事故的高速线材集卷区域双芯棒干扰误差控制方法,所述方法包括以下步骤:步骤一芯棒正向旋转;步骤二延时并采样;步骤三计算修正值;步骤四芯棒逆向旋转。
本发明的控制方法适合于高速线材的集卷区域的PLC 控制系统使用。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书1页 说明书3页 附图1页CN 105562439 A 2016.05.11C N 105562439A1.一种高速线材集卷区域双芯棒干扰误差控制方法,其特征在于,所述方法包括以下步骤:步骤一 芯棒正向旋转;步骤二 延时并采样芯棒正向从0度旋转到180度停止后,延时一定时间,采样芯棒电机码盘当前稳定读数;步骤三 计算修正值将步骤二获得的读数换算成角度值并不间断地与当前值角度值进行比较,得到变化的修正值,双芯棒首次行程时当前角度值为180度,以后每次行程时当前角度值为上一行程的当前角度值与修正值的差值;步骤四 芯棒逆向旋转卸卷小车将水平芯棒上的钢接走,并离开芯棒位置,芯棒开始逆向旋转的时刻,将步骤三获得的最终差值发送给PLC,PLC通过芯棒电机码盘读数带入最终差值控制旋转角度由180度到0度,到达0度后芯棒逆向旋转结束。
重卷卷边机液压系统设计摘要在带钢冷轧生产线上,废边的卷取不仅影响带钢的质量和产量,其大量堆积还会损坏到设备,给机组的稳定运行带来严重影响。
另外,废边是冷轧生产后的废料,以节约资源的角度来看,废边重卷是资源回收的第一步。
因此对重卷卷边机液压系统进行研究和分析具有很重要的现实意义和经济意义。
参照鞍钢冷轧2#生产线重卷机组的实际情况,本文对卷边机液压系统进行设计。
系统由阀控制液压缸运动,从而使重卷机组运行时,卷边机同时进行工作。
本文分析了阀控缸各环节的工作情况,和一些重要参数对系统稳定性和精度的影响,列出相应计算式,计算各需求参数。
通过度析,液压系统能够同时知足稳定性、快速性和准确性的要求。
本文就液压系统进行了设计,肯定了液压系统原理图,对液压动力元件、阀件和辅件进行计算和选用,对阀台等液压元件进行设计,并通过计算液压系统的压力损失、散热能力来对液压系统进行验算。
结果证明,所设计的液压系统知足了设计要求。
关键词:冷轧;卷边机;液压系统The Design of Hydraulic Systemof Re-roll machineAbstractIn the production line of the cold rolling, re-rolling not only seriously affects the quality and yield of the strip, but also seriously damages equipments, even have a serious impact on the stable operation of generating units, so study and control the system have a very important practical and economic to the actual situation of cold-rolled production line of Anshan Steel Company, this paper designed the hydraulic control system of rerolling. In the system,we use servo valve to make the cylinder move. Contents includes analyzing every part’s work and stress status in cylinder controlled by value units as well as influences that some key parameters made to system stability and precision. Through the analysis, we found the control system can simultaneously meets the requirements of stability, speed and accuracy. This paper has also carried on the design of hydraulic system, established the hydraulic system schematic diagram, calculated and selected the hydraulic power parts, the valves and auxiliary parts, designed hydraulic elements such as valve block, checked the hydraulic system by calculating its loss of hydraulic pressure and the cooling capacity. Checking results show that the design of the hydraulic system meet the design requirements.keywords:Cold rolling;Re-roll machine;Hydraulic system目录摘要 (I)Abstract (II)目录 ..................................................................................................................... I V 1绪论. (1)国内外冷轧生产简介 (1)重卷卷边机的作用和工作目的 (2)冷轧重卷卷边机结构简介 (2)1.3.1结构简介: (2)1.3.2卷边机的工作进程 (3)1.3.3运行件的动作范围 (4)本次设计研究的内容 (5)2 重卷卷边机液压系统设计 (6)毕业设计主要参数要求 (6)2.1.1控制对象的有关参数 (6)2.1.2其他要求 (6)重卷机液压系统的组成 (6)3 液压系统的设计 (8)液压系统的组成及工作原理 (8)3.1.1拟定系统方案 (8)肯定液压缸有关参数及型号 (8)3.2.1供油压力的肯定 (8)3.2.2液压油的选择 (8)3.2.3负载分析 (9)3.2.4液压缸有关参数的肯定 (9)3.2.5液压缸流量计算 (11)4 液压能源的选择 (13)液压元件的选择 (13)4.1.1液压泵的选择 (13)4.1.2液压泵有关参数计算 (13)4.1.3液压泵规格的选择 (14)4.1.4电动机的选择 (15)5 液压辅助装置的选择 (17)管道尺寸的肯定 (17)5.1.1管道类型的选择 (17)5.1.2管子内径的计算 (17)5.1.3管子壁厚的计算 (18)蓄能器的选择 (18)5.2.1蓄能器类型的选择 (18)5.2.2蓄能器大体参数的计算 (20)5.2.3蓄能器辅件的选择 (21)油箱的设计 (21)5.3.1油箱类型的选择 (21)5.3.2油箱容积的计算 (22)5.3.3空气滤清器的选择 (22)滤油器的选用 (23)压力表的选用 (23)6 阀的选择和阀块设计 (24)液压阀的选择 (24)6.1.1电磁换向阀的选择 (24)6.1.2截止阀的选择 (25)6.1.3其它阀的选用 (25)阀块设计 (26)6.2.1块体结构的选择 (26)6.6.2阀块结构尺寸的肯定 (26)7 液压系统性能验算 (27)液压系统的压力损失 (27)7.1.1管路的沿程压力损失计算 (27)7.1.2管路的局部压力损失计算 (29)7.1.3阀类元件的局部压力损失计算 (29)7.1.4系统校核 (29)液压系统的发烧温升计算 (29)7.2.1液压系统的发烧功率计算 (29)7.2.2散热功率的计算 (30)7.2.3冷却器所需冷却面积的计算 (31)8 经济性分析 (32)设备的经济性评价 (32)8.2.1投资回收期的计算 (32)8.2.2设备合理更新期的计算 (34)结论 (35)致谢 (36)参考文献 (37)1绪论国内外冷轧生产简介随着现代化工业的发展,各行各业对钢铁产品特别是冷轧带钢的需求量不断增加,同时对其质量要求也愈来愈高,随着我国汽车制造业和高级家电业等行业的蓬勃发展,这一要求将显着加倍迫切,而产量和产品质量被以为是钢铁行业未来发展的重要方向之一。
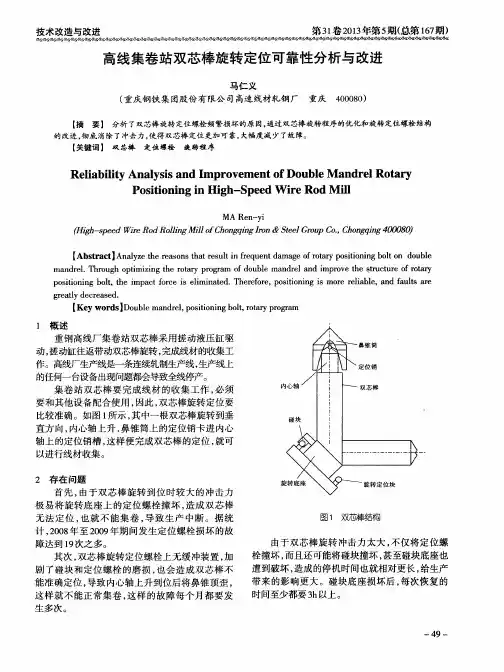
摘要高速线材轧制冷风线上的散卷是源源不断的向后输送的,必须通过集卷站双臂芯棒的作用不断将盘卷收集并输送至运卷车上,才能使生产得以维持,不致中断。
散卷在芯棒顶部鼻锥的引导下,落于坚直的芯棒上。
双臂芯棒的到位准确性要求很高,稍有偏差即会导致鼻锥的倾倒,从而引起卡钢。
其中,双臂芯棒的旋转以及到位情况是依靠一套单独的液压系统来保证的。
双臂芯棒的控制系统为一个比例液压系统,双臂芯棒本身加上盘卷的重量有几吨,而且旋转力臂较长,并需要两个方向旋转180°,形成了大惯量的比例液压控制系统,同时需要很好的控制精度。
设计过程中全面地分析了系统的工作情况,以及在该工况下系统所需要达到的工作要求。
设计中针对系统的液压泵、驱动电机、比例阀、液压缸等主要的液压元件的选型进行了详细的计算与校核。
在这个液压系统的设计中,液压泵、驱动电机、油箱、冷却器的设计计算与选型,这几者的关系是相互影响的,同时,液压系统也受外在因素的诸如工作环境和工作温度的影响,这些外在因素对液压系统的影响是非常大的,要着重考虑这部分的影响。
设计中大部分的元件是通过相关参数的计算,根据产品的样本选型,最终达到系统的要求。
关键词:双臂芯棒;摆动缸;比例液压控制;AbstractDesign introduces set volume stood arms mandrel hydraulic system, system by oscillation cylinders output torques. The design process of system analysis and the working condition of the system in the working condition and under what you are trying to achieve work system requirements. Design in view of system of hydraulic pump and hydraulic cylinder, servo valve as the line of the selection of the main components of detailed calculation and checking.In the design of the pump, the core part is the pump, oil tank, and the design of hydraulic cylinder is calculated and selection, the relationship between is mutual influence, meanwhile, hydraulic system also affected by external factors such as work environment and working temperature, the influence of the influence of system's influence is very big, the factors considered not comprehensive directly affect system performance.In the system of each parameter calculation, according to the design of the given conditions, contents of stress at work, select system, and the power to determine needs to choose the appropriate motor, according to the calculated results determine the working conditions of the whole system.System of calculating the power of pump driven, in accordance with the system vibration process in different conditions of the mostpower needed to approximate calculation system to the drive power. According to the system's fever power to choose the tank and select cooling cooling area circulatory system and heater etc. According to the system's traffic to determine the diameter of pipe. According to the system's pressure and flow to choose servo valve and relief valve, etc.Most of the components are designed by related parameters calculation according to product samples, the line selection, in order to achieve system requirements.Keywords:; Arms mandrel; Hydraulic servo system; Swinging; Cooling cycle system;目录前言 (1)1 系统设计方案确定 (2)1.1 系统设计要求 (2)1.2 主要设计参数 (2)1.3 系统工作情况分析 (2)2 设计计算 (3)2.1 液压缸设计计算 (3)2.1.1 油缸的设计原则 (3)2.1.2 油缸的选型 (3)2.1.3 油缸参数计算 (4)2.2 泵的选择计算 (4)2.2.1 泵的选择计算原则 (4)2.2.2 系统流量计算 (4)2.2.3 流量计算 (5)2.2.4 泵的参数计算 (5)2.3 液压泵的驱动功率及电机的选择 (5)2.3.1 驱动功率计算 (5)2.3.2 电动机的选择 (6)2.4 阀的选择计算 (6)2.4.1 比例方向控制的选取 (6)2.4.2 平衡阀的选取 (7)3 辅助元件的选择计算 (8)3.1 管路 (8)3.1.1 壁厚的计算 (8)3.1.2 内径计算 (9)3.1.3 软管 (10)3.1.4 管接头 (10)3.2 油箱的设计计算 (10)3.2.1 油箱设计原则 (10)3.2.2 油箱参数设计计算 (11)3.2.3 油箱容量的计算 (12)3.3 系统发热功率计算 (12)4 溢流阀的选取 (13)4.1 溢流阀的作用 (13)5 过滤器的选择 (14)5.1 过滤器的配置 (14)5.2 压油过滤器 (14)5.3 回油过滤器 (14)6 循环冷却系统的设计计算 (16)6.1 各个参数计算 (16)6.2 动力源螺杆泵的选取 (16)6.3 驱动电机的选择 (17)6.4 循环过滤器的选择 (17)6.5 热交换器的选择 (17)6.5.1 计算散热面积 (17)6.5.2 冷却水量的计算 (18)6.6 加热器 (19)6.7 压力表的选择 (19)7 液压工作介质的选取 (20)8 控制阀阀块的设计 (21)结束语 (22)参考文献 (23)致谢 (24)前言随着中国加入世界贸易组织,进口钢材关税的下调和进口限额或配额的逐步取消,钢铁企业的国际、国内竞争会更加激烈,世界经济全球化趋势使钢铁工业未来的发展日益成为各国钢铁企业的关注的对象。
加入WTO后,我国钢铁企业将会受到国外一流企业的优质低价进口产品的挑战。
要在这场竞争中立于不败之地,我国钢铁企业必须不断的发展进步,提高产品质量,增加产品的高附加值。
在这种大环境下,我国钢铁企业结构近几年来不断优化,已取得了可喜的成绩,其重要原因之一就是近十年来钢铁企业贯彻了大力进行企业技术改造的方针,增强了企业自身的竞争能力。
经济的发展历史表明:任何一个国家的现代化进程,都是不断进行技术发行的过程。
许多实践证明,对现存的老设备积极的进行革新和改造是提高生产现代化水平的重要途径,特别是设备更新受资金来源和供应条件等限制的情况下,对现有的设备进行技术改造有更大的现实意义。
高速线材轧制线上的散卷必须通过集卷站双臂芯棒的作用不断将盘卷收集至运卷车上,才能使生产得以维持。
双臂芯棒的控制系统为比例液压系统,双臂芯棒本身加上盘卷的重量有几吨,而且旋转力臂较长,并需要两个方向旋转180°,这就形成了大惯量的比例液压控制系统,同时需要很好的控制精度。
1 系统设计方案确定1.1 系统设计要求双臂芯棒主要是由齿轮齿条摆动液压缸的输出扭矩来带动芯棒的旋转。
系统主要由电液比例方向控制阀,液压缸,液压泵站等几部分组成。
双齿轮齿条摆动缸同步运动从而带动内部齿轮旋转,输出扭矩,液压缸油电液比例方向控制阀的电信号精准控制,系统比例方向控制阀都有一个备用阀,两个备用阀经液控单向阀连接到系统,可以随时进行在线切换。
1.2主要设计参数(1)液压系统最大工作压力:P=10 Mpa;(2)使芯棒机架旋转所需要的转矩:T=70000 N·M,盘卷重量约为1.5吨,芯棒长度为800mm,摆动角度为180°;(3)芯棒机架最大摆角速度为18°/s,整个工作行程时间为12s;1.3 系统工作情况分析双臂芯棒的动作过程:集卷双臂芯棒用于盘卷的收集,线材经吐丝成型后,由斯太尔摩线运送至集卷筒内,由芯棒收集成卷。
双臂芯棒位于集卷筒处,一个芯棒呈垂直状,处于集卷筒正下方;另一个芯棒呈水平状。
垂直的芯棒接完盘卷后旋转,与水平芯棒易位,再由小车卸卷,同时另一只芯棒转到垂直位,继续接卷,接完卷后在反向旋转易位。
如此反复。
每次旋转可转动180º。
2 设计计算2.1 液压缸设计计算2.1.1 油缸的设计原则根据系统运动性质分析和给定的参数,确定液压缸的主要性能参数和尺寸。
液压缸的型号,伸出回缩的速度,作用时间,内径,行程等。
根据选定的工作压力和材料进行液压缸的结构设计,如液压缸的壁厚,缸盖的结构,密封形式,排气与缓冲等。
2.1.2 油缸的选型油缸的选型中,应通过所给定的技术参数来计算油缸的基本参数,进而选型。