方坯技术参数表
- 格式:doc
- 大小:427.50 KB
- 文档页数:72
管理体系文件编号: ZY/ZL —7/JZ —10(LG )方坯连铸工艺规程1. 目的本流程是为了控制公司炼钢区方坯连铸的基本生产过程,及了解工艺参数。
2. 适用范围本流程适用于方坯连铸工序的生产过程。
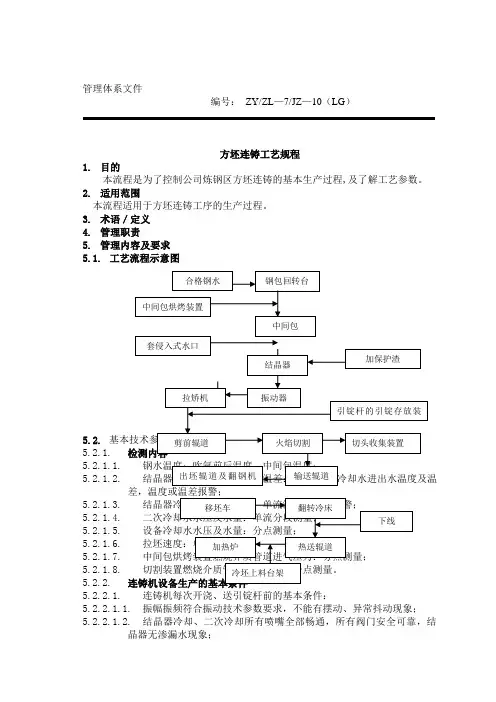
3. 术语/定义4. 管理职责5. 管理内容及要求5.1. 工艺流程示意图5.2.5.2.1. 5.2.1.1. 5.2.1.2. 5.2.1.3. 5.2.1.4. 5.2.1.5. 5.2.1.6. 5.2.1.7. 5.2.1.8. 5.2.2. 5.2.2.1. 连铸机每次开浇、送引锭杆前的基本条件:5.2.2.1.1. 振幅振频符合振动技术参数要求,不能有摆动、异常抖动现象;5.2.2.1.2. 结晶器冷却、二次冷却所有喷嘴全部畅通,所有阀门安全可靠,结晶器无渗漏水现象;5.2.2.1.3.二次冷却及辊道区应无任何障碍物及粘钢;5.2.2.1.4.其他所有机械、电气、仪表仪器等运转正常。
5.2.2.2.铸机弧度误差应符合技术参数要求。
5.2.2.3.结晶器的尺寸、表面光洁度等应符合技术、生产要求。
5.2.2.4.连铸机试车及检修后的条件:5.2.2.4.1.连铸机试车前所有设备应符合设计要求,所有机械、电气、仪器仪表运转正常,连动试车正常;5.2.2.4.2.连铸机设备检修后,应保证所有机械、电气、仪表仪器等设备运转正常;生产前连动试车正常5.2.3.连铸对所浇钢水的基本技术要求5.2.3.1.钢水、钢包要求5.2.3.1.1.钢水成分符合所炼钢种要求5.2.3.1.2.坚持红包出钢,出钢前钢包包衬表面温度应≥800℃,若遇凉包、新包、中小修包必须事先烘烤到包衬表面暗红,气孔不再排气,方可出钢供连铸使用;5.2.3.2.温度控制5.2.3.2.1.HRB400钢液相线温度:1506℃,温度控制见下表:5.2.3.2.2.HRB335钢液相线温度1506℃,温度控制见下表:5.2.3.2.3..Q215、Q235钢液相线温度为1518-1520℃,温度控制见下表:②遇小修包、黑包、新包、带包底的包工序温度按上限控制。
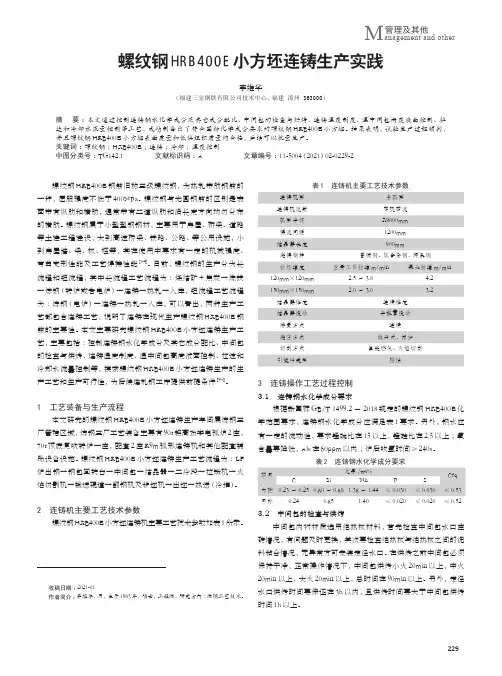
229管理及其他M anagement and other螺纹钢HRB400E 小方坯连铸生产实践李维华(福建三宝钢铁有限公司技术中心,福建 漳州 363000)摘 要:本文通过控制连铸钢水化学成分及其它成分配比、中间包的检查与烘烤、连铸温度制度、温中间包高度液面控制、拉速和冷却水流量控制等工艺,成功制备出了符合国标化学成分要求的螺纹钢HRB400E 小方坯。
结果表明,试验生产过程顺利,并且螺纹钢HRB400E 小方坯表面质量和低倍组织质量均合格,后续可以批量生产。
关键词:螺纹钢;HRB400E ;连铸;冷却;温度控制中图分类号:TG142.1 文献标识码:A 文章编号:11-5004(2021)02-0229-2 收稿日期:2021-01作者简介:李维华,男,生于1983年,硕士,工程师,研究方向:炼钢工艺技术。
螺纹钢HRB400E 钢筋旧称三级螺纹钢,为热轧带肋钢筋的一种,屈服强度不低于400MPa。
螺纹钢与光圆钢筋的区别是表面带有纵肋和横肋,通常带有二道纵肋和沿长度方向均匀分布的横肋。
螺纹钢属于小型型钢钢材,主要用于房屋、桥梁、道路等土建工程建设,大到高速桥梁、铁路、公路、等公用设施,小到房屋墙、梁、板、枉等,其在使用中要求有一定的机械强度、弯曲变形性能及工艺焊接性能[1-4]。
目前,螺纹钢的生产分为长流程和短流程,其中长流程工艺流程为:烧结矿+焦炭→炼铁→炼钢(转炉或者电炉)→连铸→热轧→入库,短流程工艺流程为:炼钢(电炉)→连铸→热轧→入库,可以看出,两种生产工艺都包含连铸工艺,说明了连铸在现代生产螺纹钢HRB400E 钢筋的主要性。
本文主要研究螺纹钢HRB400E 小方坯连铸生产工艺,主要包括:控制连铸钢水化学成分及其它成分配比、中间包的检查与烘烤、连铸温度制度、温中间包高度液面控制、拉速和冷却水流量控制等,摸索螺纹钢HRB400E 小方坯连铸生产的生产工艺和生产可行性,为后续连轧钢工序提供前提条件[5-8]。
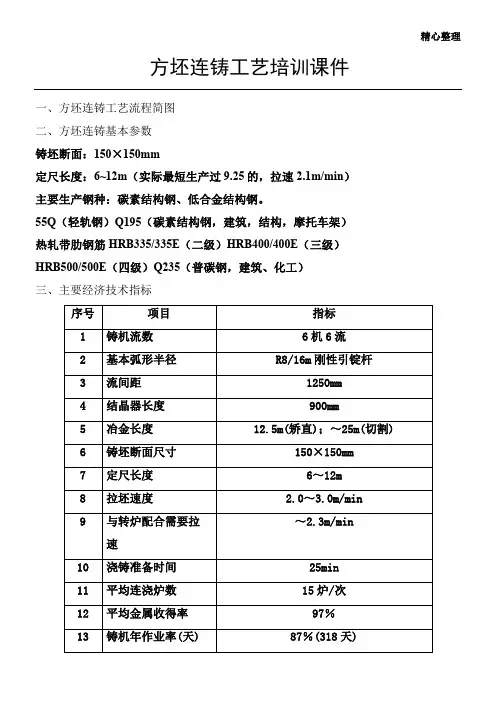
精心整理方坯连铸工艺培训课件一、方坯连铸工艺流程简图二、方坯连铸基本参数铸坯断面:150×150mm定尺长度:6~12m(实际最短生产过9.25的,拉速2.1m/min)55Q4.1钢包汇总台4.1钢包回转台功能支承钢包并将满包从受包位旋转到中间罐上方的浇4.2中间罐功能保证连浇;均匀分配钢流到结晶器;促使夹杂物上浮。
结构型式中间罐为梯形带盖式,主要技术参数中间罐最大容量20t钢水液面高度工作液面:800mm主要技术参数烘烤时间180min烘烤温度~1000℃4.5结晶器功能将钢水凝结成型,使浇入其中的钢水快速冷却。
在引锭头拉出结晶器铜管后,凝结的钢水坯壳能承受内部还未凝固的钢水静压力。
结构型式结晶器为套管式,主要由内壁镀铬的三维立体锥度铜管、精密加工成型的整体铜水套、钢结构外壳、上下法兰、卡板及密封件等部分组成。
铜管材质为磷脱氧铜。
主要技术参数铜管长度900mm托架等组成,喷淋管沿弧线纵向布置。
主要技术参数冷却段数3(含喷淋环)喷淋管长度~4.5m喷嘴型号3/8PZ17080QZ5*12PZ8065QZ5*28PZ8047QZ5*284.8导向段功能开浇时引导引锭杆进入结晶器并在浇铸时支承铸坯。
结构型式导向段位于喷淋集管组与拉矫机之间,主要由导向辊、支座、侧导辊、压辊及侧导板等组成。
功能开浇时引锭头堵住结晶器下口,把初步凝固的铸坯拉出结晶器,引入拉矫机。
结构型式主要由自适应型引锭头、刚性杆身、链条及联接件、传动系统、导向轮及安全装置所组成。
铸机开浇前,启动存放装置电动机使引锭杆下降至拉矫机内。
引锭结束后,引锭杆运行至存放位置。
主要技术参数引锭杆外弧半径R8m引锭杆长度(弧度)~87°送引锭杆速度1~4.0m/min4.11切前/输送/出坯辊道坯。
主要技术参数行程~20000mm(工作行程)轨距~13000mm轮距/轮径~2100mm/D300mm4.13翻转冷床功能翻转冷却铸坯,防止铸坯变形结构型式冷床为液压传动、步进翻转式。
HRB335连铸方坯生产英标460钢筋质量控制及改进一、连续方坯化学成分(表1)牌号 C Si Mn P S Ceq HRB335 0.21-0.24 0.50-0.60 1.35-1.45 ﹤0.045 ﹤0.045 0.46-0.51 二、主要技术参数①连续铸钢方坯加热要均匀,均热段温度要控制在1030-10700C。
②穿水压力控制在0.55-0.65Mpa,保证钢筋在冷床上的回火温度在550-6500C。
③终轧线速度控制在11.5M/s,>16mm且<25mm钢筋,终轧线速度控制在10.5M/s。
三、质量问题及改进1、钢筋时效后屈服强度明显下降。
用HRB335轧后余热处理工艺生产460MPa英标钢筋时,产品力学工艺性能检验一般取样时间较短,原则上当班检验。
结果部分钢材取样厂内检验合格,而用户取样检验出现性能不合现象。
经统计分析,Φ25mm以上大规格钢筋时效2个月后,其屈服强度平均下降50MPa左右。
棒材厂生产的Φ16mm余热处理钢筋时效2周后,其屈服强度值平均下降30MPa左右。
2、同一批号不同试样之间强度指标差别较大。
用HRB335轧后余热处理生产的460MPa英标钢筋,有时出现同批次钢筋屈服强度差值大于50MPa。
其主要原因有:化学成分不均。
对屈服强度差值较大的试样进行分析,发现不但成品化学成分与熔炼成分存在一定差别,而且,同一炉号不同试样之间化学成分也存在一定差别。
因此造成钢筋基本组织包括心部的珠光体百分含量和边部的淬硬层深度和组织分布不同,从而导致屈服强度存在差别。
3、钢筋水淬层深度及组织不均。
经试验证明,屈服强度较低者,其钢筋的淬硬层较薄,过渡层组织不均匀;而屈服强度较高者,其淬硬层较深。
这是钢筋在冷却过程中,水量或水压不稳造成的。
4、钢筋弯曲后存在裂纹。
Φ25mm以上大规格穿水钢筋初验时弯曲不合格,是冷弯合格率较低的主要原因。
经分析,造成冷弯不合的主要原因如下。
金相分析,冷弯不合样塑性夹杂物级别高达3~4级,呈条状分布,在低倍试样上肉眼即可看到距表面4~8mm处有大量较大的皮下夹杂和气泡。

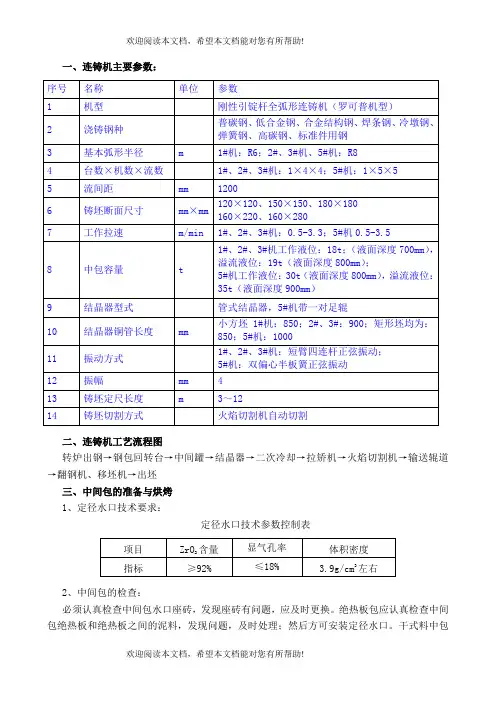
一、连铸机主要参数:二、连铸机工艺流程图转炉出钢→钢包回转台→中间罐→结晶器→二次冷却→拉矫机→火焰切割机→输送辊道→翻钢机、移坯机→出坯三、中间包的准备与烘烤1、定径水口技术要求:定径水口技术参数控制表2、中间包的检查:必须认真检查中间包水口座砖,发现座砖有问题,应及时更换。
绝热板包应认真检查中间包绝热板和绝热板之间的泥料,发现问题,及时处理;然后方可安装定径水口。
干式料中包应认真检查中包快换机构工作是否正常,是否存在滑块打不到位,滑块打不正等情况。
3、中间包的烘烤:3.1、绝热板包的烘烤:3.1.1、使用绝热板中间包,中包烘烤前必须清扫干净。
正常生产准备条件下,中间包在线烘烤时间为1-2小时,按以下步骤烘烤:小火烘烤不小于20分钟,中火烘烤不小于20分钟,大火烘烤不小于20分钟,大火烘烤时据煤气压力可考虑开风机。
3.1.2、非正常生产准备条件下,中间包在线烘烤时间不得低于40分钟,中火烘烤20分钟,大火烘烤20分钟。
3.1.3、定径水口安装后,应比内衬提前1小时以上进行烘烤,烘烤时间最长不得超过3小时。
3.2方坯干式料包的烘烤:3.2.1、使用干式料中间包,中包烘烤前必须清扫干净,包盖损坏要及时更换。
正常生产准备条件下,中间包烘烤时间2.5-3.5小时,按以下步骤烘烤:小火烘烤不小于50分钟,中火烘烤不小于50分钟,大火烘烤不小于50分钟,确保烘烤温度大于900℃,中包为红热状态。
3.2.2、非正常生产准备条件下,中间包在线烘烤时间不得低于2小时,中火烘烤60分钟,大火烘烤60分钟。
四、基本工艺参数控制:1、连铸钢水准备:1.1、常炼钢种:Q195-Q235、HRB400E等,其成分应符合相应的国家标准规定,并保证有良好的流动性,要求Mn/S必须大于15,Mn/Si不小于2.5。
1.2、钢水必须脱氧良好,钢中酸溶铝≤0.006%。
1.3、钢水必须进行吹N2处理,吹N2时间普碳钢不低于2分钟、低合金钢不低于3分钟,品种钢执行品种钢操作要点,氮气压力和流量以能达到钢包液渣面翻动而不裸露钢水为准。

连铸设备主要技术参数1.设备要紧技术参数1.1.设备要紧技术参数:连铸机型式弧形小方坯连铸机弧形半径 R=6000mm流数三机三流流间距 1200mm铸坯断面 120×120mm 150×150mm Φ110-Φ160mm铸坯定尺长度 3.7-12米钢水罐支撑方式钢包回转台中间罐车台数 2台中间罐型式、容量电动缸自动操纵塞棒开闭式,容量12t结晶器结构形式铜管水套组合式铸坯导向装置上段为活动段下段为固定段拉矫机拉速范畴 0.6-6.0m/min铸坯切断方式火焰切割机出坯方式轨道,双层翻转冷床,翻缸机,移缸机和推钢机轨道速度 32m/min移钢能力 3.2t钢结构平台上层平台面标高 +6.700m〔轨道面标高+0.60m〕上层平台面长宽 23800×13100mm下层平台面标高 +4.05mm连铸机长度〔基准线至固定挡板面〕 39680mm1.2 要紧设备技术性能1.2.1钢包回转台承载能力 2×80t〔钢水重40t,钢包重40t〕回转半径 3500mm旋转速度正常1r/min,启、制动0.1r/min旋转角度±180°;故障时±360°旋转用电机 YZR160MB-6 AC 8.5KW 930r/min 单轴伸 IM1001 380V H级绝缘 IP54事故旋转速度 0.5rpm事故旋转角度 180°事故旋转油马达斜轴式轴向柱塞马达A2F63W2P1 P=10-13MPa471r/min N=5.2-6.8KW放钢包时冲击系数 2干油润滑系统:1.2.1.1齿轮润滑系统多点干油泵 ZB-2型 N=18KW工作压力 31.5MPa贮油容积 30L给油量 3.2立方厘米/minDC24V喷射嘴 GPZ-135型〔JB/ZQ4538-86〕空气压力 0.45-0.6MPa喷射直径 135mm喷嘴与润滑表面距离 200mm气动三联件 398.263二位二通电磁阀 DF-10 DC24V润滑介质连铸机专用脂空气工作压力 0.45-0.6MPa1.2.1.2 轴承圈润滑系统电动干油泵 DRB4-M120Z换向阀 24EJF-M〔JB/ZQ4584-86〕压差开关 YCK-M5 〔JB/ZQ4585-86〕双线分配器 4SSP2-M1.5〔JB/ZQ4583-86〕2SSP2-M1.5〔JB/ZQ4583-86〕润滑介质连铸机专用脂1.2.2中间罐车结构型式框型结构的车架,单侧链轮驱动载重量 15.5t轨距 1700mm轮架 3800mm最大轮压 80KN减速器 BWD2.2-3-29摆线针轮行星减速器车轮直径Φ350mm走行速度 9.52m/min走行方向微调手动操作中间罐横向微调行程±30mm车体运行距离±8000mm供电方式电缆卷筒操作方式固定操作箱1.2.3中间罐烘烤站结构型式烧嘴可垂直旋转升降80°烧嘴型式鼓风助燃的天然气火焰燃烧嘴烘烤温度 -25~1100℃烘烤时刻 45~60min烧嘴数量 2个/台天然气压 0.2MPa空气压力 0.4MPa风机型号〔2#机配置〕 GY8-12-1 NO.6 右旋1.2.4 结晶器结构型式弧形铜管水套组合式外弧半径 6000mm断面尺寸 120×120mm 150×150mm Φ110-Φ160mm铜管长度方坯750mm,圆坯 800mm冷却水量 95立方米/小时水压 0.6MPa-0.8Mpa足辊水方坯角喷 120〔4×4〕 150〔8×4〕;圆坯Φ110-Φ160mm〔6×3〕,Φ160-Φ180〔8×3〕喷嘴型号 3/8〞PZ2265QZ11.2.5结晶器振动装置结构型式四连杆短臂振动弧形半径 R6000mm振动方式正弦曲线振幅±3~±6mm(实际±5〕频率 0~300Hz〔可调〕1.2.6二冷装置活动段结构型式弧形导架体气缸摆动驱动用气缸 S型尾部悬挂式气缸Φ160×750mm气缸工作压力 0.4-0.6MPa1.2.7.二冷装置固定1段结构型式带导向夹辊托辊固定式水冷弧形导向架夹辊Φ160×180mm夹辊最大辊面间距 200mm1.2.8二冷装置固定Ⅱ段同固定Ⅰ段1.2.9拉矫机1.2.9.1拉矫机2#连铸机铸坯断面mm 120×120mm 150×150mm Φ110-Φ160mm 拉坯速度m/min 0.3-5m/min开口度mm 85-237拉矫辊直径×宽Φ350×250mm 个数 5驱动辊两个上辊驱动减速器型号F1212.1〔上海新中专利〕总速比430.25液压缸型号UY-TF/MI〔JB/ZQ4181-97〕规格Φ140/Φ100-320,Φ140/Φ100-520 工作压力0-10MPa1.2.9.2辅助拉矫机2#连铸机铸坯断面mm 120×120mm 150×150mm Φ110-Φ160mm拉坯速度m/min 0.3-5m/min开口度mm 85-237拉矫辊直径×宽Φ350×250mm 个数 5驱动辊上辊单辊驱动减速器型号F1212.1〔上海新中专利〕总速比430.25液压缸型号UY-TF/MI〔 JB/ZQ4181-97〕规格Φ140/Φ100-320工作压力0-10MPa1.2.10 蒸汽排出装置2#连铸机配风机 Y4-73N010D-4 左风量 44004立方米/min1.2.11 引锭杆承放装置结构型式气缸驱动,四连杆摆动摆动距离〔升高×距离〕 80×260mm托架个数/流 8每流驱动气缸数 2气缸型号 2#连铸机:SΦ200×250mm空气压力 0.4-0.6MPa1.2.12 引锭杆结构型式箱型对扣式半板簧引锭杆总长 111000mm节距 400mm插入结晶器长度 150mm引锭杆断面 145×143mm〔150坯〕115×113mm〔120坯〕Φ105〔Φ110坯〕Φ115〔Φ120坯〕Φ125〔Φ130坯〕Φ135〔Φ140坯〕Φ145〔Φ150坯〕Φ155〔Φ160坯〕1.2.13轨道1.2.13.1要紧参数2#机结构型式辊子双轴承支座,分组集中链条传动〔辊径×辊身长〕输出辊道Φ165×180 冷床区Φ220×200辊道运行速度32m/min冷床区32.17m/min减速机行星摆线针轮减速器BWD18-23-2.2 i=23冷床区辊道:XWD4-29-2.2i=29链条16A-1〔GB1243.1-83〕1.2.13.2辊道分组〔每流〕输出辊道分组编号辊道名称每组辊子数辊子编号辊距mm备注Ⅰ切前辊道 4 1~4 820 水冷Ⅱ切后辊道 6 8~12 900Ⅲ输出辊道〔一〕 6 13~18 900Ⅳ输出辊道〔二〕 4 19~22 900Ⅴ输出辊道〔三〕 5 23~27 9002#机冷床区辊道Ⅰ 3 28~30 900 30~31辊距1200Ⅱ 4 31~34 1200Ⅲ 3 35~37 12001.2.14 双层翻转冷床〔2#机〕铸坯定尺 2600mm-12000mm铸坯截面 20×120mm 150×150mm Φ110-Φ160mm铸坯翻转角度 90°液压缸〔2个〕 Y-HGI-E100×380LEI-HL10T2系统最大压力 14MPa1.2.15横向移钢机横移铸坯重量 3200Kg横移速度 23m/min横移行程 6200mm减速器 ZS82.5-1-Ⅲ型 i=51.22制动器 YWZ300/25型配YT1-25 ZC/4电力液压推动器额定推力 250N额定行程 40mm制动瓦退距 0.7mm制动力矩 320Nm1.2.16 推钢机和冷床冷床尺寸长12005mm 宽 11350mm存放铸坯最大重量 42t推钢机行程 1000mm液压缸〔2个〕 SDG-160/110-e型行程650mm系统最大压力 14MPa1.2.17 中间包倾翻装置〔2#机〕倾翻速度 1.785rpm倾翻方向逆时针方向倾翻角度±180°行星减速器 NGW123-11 i=56输入1000r/min时承诺输入功率7.5kw制动器 YT1-25电动液压推动器1.2.18 拉矫机干油润滑站〔2#连铸机〕干油润滑泵〔江苏启东润滑设备〕型号 HA-Ⅲ1X公称压力 40MPa额定给油量 430ml/min电机功率 1.5kw贮油筒容积 60升电动加油泵〔江苏启东润滑设备〕型号 DJB-V70/860公称压力 3.15MPa额定给油量 70L/H电机功率 0.37kw贮油筒容积 200升润滑介质连铸机专用脂1.2.19 二冷活动段,气动阀门站分水滤气器 QSL-25 1MPa空气减压阀 QTY-25 1MPa压力表 Y-60ZT 0-1.6MPa油雾器 QIU-25 1MPa电控电器滑阀 K25D2-15-L1 直流24v消音器 XS-L15-L11.2.20二冷固定段气动阀门站压力 0.2~0.6MPa流量 0.13~0.15立方米/min减压阀 QTY-25 G1〞 1Mpa节流阀 L41H-25电控电气滑阀 k25D2-15-L1 DC24及以下项目1.2.20.1快速调压阀1/2〞 AR4000-04 烟台以后气动组件设备技术参数:进口压力 0.7~1.0MPa压力调剂范畴 0.05~0.6MPa输入压力波动 0.2MPa时输入压力波动<0.02MPa压力变换时刻 2~5秒1.2.20.2旋塞阀X13W-10 G1/2〞1.2.20.3压力表Y-100ZT 0~1.6MPa1.2.21火焰切割机型号:FGR3 方圆坯火焰切割车上海新中切割钢种:普碳钢、优质钢、低合金钢切割铸坯断面尺寸: 100×100 120×120 180×180 220×220 240×240 Φ100-Φ200mm铸坯最大拉速: 3.5m/min切割速度:300-450mm/min能源介质:乙炔、天然气、液化石油气、丙烷、丙烯、焦炉煤气等。
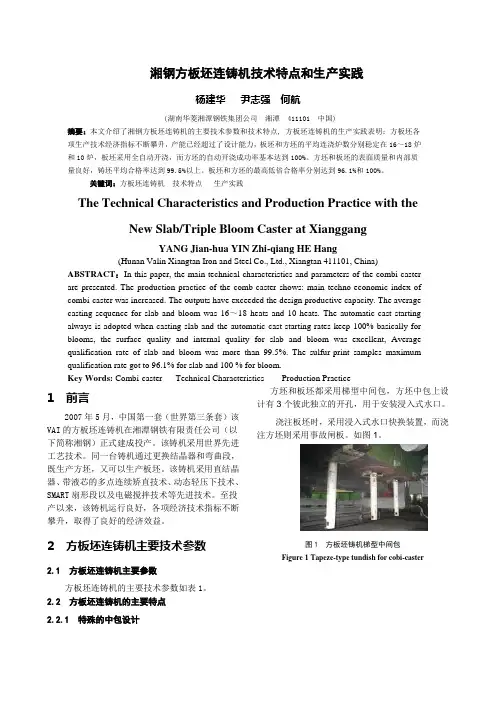
湘钢方板坯连铸机技术特点和生产实践杨建华 尹志强 何航(湖南华菱湘潭钢铁集团公司 湘潭 411101 中国)摘要:本文介绍了湘钢方板坯连铸机的主要技术参数和技术特点, 方板坯连铸机的生产实践表明:方板坯各项生产技术经济指标不断攀升,产能已经超过了设计能力,板坯和方坯的平均连浇炉数分别稳定在16~18炉和10炉,板坯采用全自动开浇,而方坯的自动开浇成功率基本达到100%。
方坯和板坯的表面质量和内部质量良好,铸坯平均合格率达到99.5%以上。
板坯和方坯的最高低倍合格率分别达到96.1%和100%。
关键词:方板坯连铸机 技术特点 生产实践The Technical Characteristics and Production Practice with theNew Slab/Triple Bloom Caster at XianggangYANG Jian-hua YIN Zhi-qiang HE Hang(Hunan Valin Xiangtan Iron and Steel Co., Ltd., Xiangtan 411101, China)ABSTRACT :In this paper, the main technical characteristics and parameters of the combi-caster are presented. The production practice of the comb-caster shows: main techno-economic index of combi-caster was increased. The outputs have exceeded the design productive capacity. The average casting sequence for slab and bloom was 16~18 heats and 10 heats. The automatic cast starting always is adopted when casting slab and the automatic cast starting rates keep 100% basically for blooms, the surface quality and internal quality for slab and bloom was excellent, Average qualification rate of slab and bloom was more than 99.5%. The sulfur-print samples maximum qualification rate got to 96.1% for slab and 100 % for bloom.Key Words: Combi-caster Technical Characteristics Production Practice1 前言2007年5月,中国第一套(世界第三条套)该VAI 的方板坯连铸机在湘潭钢铁有限责任公司(以下简称湘钢)正式建成投产。

连铸设备主要技术参数2010连铸设备及岗位职能love2010-1-51.设备主要技术参数1.1.设备主要技术参数:连铸机型式弧形小方坯连铸机弧形半径 R=6000mm流数三机三流流间距 1200mm铸坯断面 120×120mm 150×150mm Φ110-Φ160mm铸坯定尺长度 3.7-12米钢水罐支撑方式钢包回转台中间罐车台数 2台中间罐型式、容量电动缸自动控制塞棒开闭式,容量12t结晶器结构形式铜管水套组合式铸坯导向装置上段为活动段下段为固定段拉矫机拉速范围 0.6-6.0m/min铸坯切断方式火焰切割机出坯方式轨道,双层翻转冷床,翻缸机,移缸机和推钢机轨道速度 32m/min移钢能力 3.2t钢结构平台上层平台面标高 +6.700m(轨道面标高+0.60m)上层平台面长宽 23800×13100mm下层平台面标高 +4.05mm连铸机长度(基准线至固定挡板面) 39680mm1.2 主要设备技术性能1.2.1钢包回转台承载能力 2×80t(钢水重40t,钢包重40t)回转半径 3500mm旋转速度正常1r/min,启、制动0.1r/min旋转角度±180°;故障时±360°旋转用电机 YZR160MB-6 AC 8.5KW 930r/min 单轴伸 IM1001 380V H级绝缘 IP54事故旋转速度 0.5rpm事故旋转角度 180°事故旋转油马达斜轴式轴向柱塞马达A2F63W2P1 P=10-13MPa471r/min N=5.2-6.8KW放钢包时冲击系数 2干油润滑系统:1.2.1.1齿轮润滑系统多点干油泵 ZB-2型 N=18KW工作压力 31.5MPa贮油容积 30L给油量 3.2立方厘米/minDC24V喷射嘴 GPZ-135型(JB/ZQ4538-86)空气压力 0.45-0.6MPa喷射直径 135mm喷嘴与润滑表面距离 200mm气动三联件 398.263二位二通电磁阀 DF-10 DC24V润滑介质连铸机专用脂空气工作压力 0.45-0.6MPa1.2.1.2 轴承圈润滑系统电动干油泵 DRB4-M120Z换向阀 24EJF-M(JB/ZQ4584-86)压差开关 YCK-M5 (JB/ZQ4585-86)双线分配器 4SSP2-M1.5(JB/ZQ4583-86)2SSP2-M1.5(JB/ZQ4583-86)润滑介质连铸机专用脂1.2.2中间罐车结构型式框型结构的车架,单侧链轮驱动载重量 15.5t轨距 1700mm轮架 3800mm最大轮压 80KN减速器 BWD2.2-3-29摆线针轮行星减速器车轮直径Φ350mm走行速度 9.52m/min走行方向微调手动操作中间罐横向微调行程±30mm车体运行距离±8000mm供电方式电缆卷筒操作方式固定操作箱1.2.3中间罐烘烤站结构型式烧嘴可垂直旋转升降80°烧嘴型式鼓风助燃的天然气火焰燃烧嘴烘烤温度 -25~1100℃烘烤时间 45~60min烧嘴数量 2个/台天然气压 0.2MPa空气压力 0.4MPa风机型号(2#机配置) GY8-12-1 NO.6 右旋1.2.4 结晶器结构型式弧形铜管水套组合式外弧半径 6000mm断面尺寸 120×120mm 150×150mm Φ110-Φ160mm铜管长度方坯750mm,圆坯 800mm冷却水量 95立方米/小时水压 0.6MPa-0.8Mpa足辊水方坯角喷 120(4×4) 150(8×4);圆坯Φ110-Φ160mm(6×3),Φ160-Φ180(8×3)喷嘴型号 3/8〞PZ2265QZ11.2.5结晶器振动装置结构型式四连杆短臂振动弧形半径 R6000mm振动方式正弦曲线振幅±3~±6mm(实际±5)频率 0~300Hz(可调)1.2.6二冷装置活动段结构型式弧形导架体气缸摆动驱动用气缸 S型尾部悬挂式气缸Φ160×750mm气缸工作压力 0.4-0.6MPa1.2.7.二冷装置固定1段结构型式带导向夹辊托辊固定式水冷弧形导向架夹辊Φ160×180mm夹辊最大辊面间距 200mm1.2.8二冷装置固定Ⅱ段同固定Ⅰ段1.2.9拉矫机1.2.9.1拉矫机2#连铸机铸坯断面mm 120×120mm 150×150mm Φ110-Φ160mm 拉坯速度m/min 0.3-5m/min开口度mm 85-237拉矫辊直径×宽Φ350×250mm 个数 5驱动辊两个上辊驱动减速器型号F1212.1(上海新中专利)总速比430.25液压缸型号UY-TF/MI(JB/ZQ4181-97)规格Φ140/Φ100-320,Φ140/Φ100-520 工作压力0-10MPa1.2.9.2辅助拉矫机2#连铸机铸坯断面mm 120×120mm 150×150mm Φ110-Φ160mm拉坯速度m/min 0.3-5m/min开口度mm 85-237拉矫辊直径×宽Φ350×250mm 个数 5驱动辊上辊单辊驱动减速器型号F1212.1(上海新中专利)总速比430.25液压缸型号UY-TF/MI( JB/ZQ4181-97)规格Φ140/Φ100-320工作压力0-10MPa1.2.10 蒸汽排出装置2#连铸机配风机 Y4-73N010D-4 左风量 44004立方米/min1.2.11 引锭杆承放装置结构型式气缸驱动,四连杆摆动摆动距离(升高×距离) 80×260mm托架个数/流 8每流驱动气缸数 2气缸型号 2#连铸机:SΦ200×250mm空气压力 0.4-0.6MPa1.2.12 引锭杆结构型式箱型对扣式半板簧引锭杆总长 111000mm节距 400mm插入结晶器长度 150mm引锭杆断面 145×143mm(150坯)115×113mm(120坯)Φ105(Φ110坯)Φ115(Φ120坯)Φ125(Φ130坯)Φ135(Φ140坯)Φ145(Φ150坯)Φ155(Φ160坯)1.2.13轨道1.2.13.1主要参数2#机结构型式辊子双轴承支座,分组集中链条传动(辊径×辊身长)输出辊道Φ165×180 冷床区Φ220×200辊道运行速度32m/min冷床区32.17m/min减速机行星摆线针轮减速器BWD18-23-2.2 i=23冷床区辊道:XWD4-29-2.2i=29链条16A-1(GB1243.1-83)1.2.13.2辊道分组(每流)输出辊道分组编号辊道名称每组辊子数辊子编号辊距mm备注Ⅰ切前辊道 4 1~4 820 水冷Ⅱ切后辊道 6 8~12 900Ⅲ输出辊道(一)6 13~18 900Ⅳ输出辊道(二)4 19~22 900Ⅴ输出辊道(三)5 23~27 9002#机冷床区辊道Ⅰ 3 28~30 900 30~31辊距1200 Ⅱ 4 31~34120Ⅲ 3 35~371201.2.14 双层翻转冷床(2#机)铸坯定尺 2600mm-12000mm铸坯截面 20×120mm 150×150mm Φ110-Φ160mm铸坯翻转角度 90°液压缸(2个) Y-HGI-E100×380LEI-HL10T2系统最大压力 14MPa1.2.15横向移钢机横移铸坯重量 3200Kg横移速度 23m/min横移行程 6200mm减速器 ZS82.5-1-Ⅲ型 i=51.22制动器 YWZ300/25型配YT1-25 ZC/4电力液压推动器额定推力 250N额定行程 40mm制动瓦退距 0.7mm制动力矩 320Nm1.2.16 推钢机和冷床冷床尺寸长12005mm 宽 11350mm存放铸坯最大重量 42t推钢机行程 1000mm液压缸(2个) SDG-160/110-e型行程650mm系统最大压力 14MPa1.2.17 中间包倾翻装置(2#机)倾翻速度 1.785rpm倾翻方向逆时针方向倾翻角度±180°行星减速器 NGW123-11 i=56输入1000r/min时允许输入功率7.5kw制动器 YT1-25电动液压推动器1.2.18 拉矫机干油润滑站(2#连铸机)干油润滑泵(江苏启东润滑设备有限公司)型号 HA-Ⅲ1X公称压力 40MPa额定给油量 430ml/min电机功率 1.5kw贮油筒容积 60升电动加油泵(江苏启东润滑设备有限公司)型号 DJB-V70/860公称压力 3.15MPa额定给油量 70L/H电机功率 0.37kw贮油筒容积 200升润滑介质连铸机专用脂1.2.19 二冷活动段,气动阀门站分水滤气器 QSL-25 1MPa空气减压阀 QTY-25 1MPa压力表 Y-60ZT 0-1.6MPa油雾器 QIU-25 1MPa电控电器滑阀 K25D2-15-L1 直流24v消音器 XS-L15-L11.2.20二冷固定段气动阀门站压力 0.2~0.6MPa流量 0.13~0.15立方米/min减压阀 QTY-25 G1〞 1Mpa节流阀 L41H-25电控电气滑阀 k25D2-15-L1 DC24及以下项目1.2.20.1快速调压阀1/2〞 AR4000-04 烟台未来气动组件设备有限公司技术参数:进口压力 0.7~1.0MPa压力调节范围 0.05~0.6MPa输入压力波动 0.2MPa时输入压力波动<0.02MPa压力变换时间 2~5秒1.2.20.2旋塞阀X13W-10 G1/2〞1.2.20.3压力表Y-100ZT 0~1.6MPa1.2.21火焰切割机型号:FGR3 方圆坯火焰切割车上海新中切割钢种:普碳钢、优质钢、低合金钢切割铸坯断面尺寸: 100×100 120×120 180×180 220×220 240×240 Φ100-Φ200mm铸坯最大拉速: 3.5m/min切割速度:300-450mm/min能源介质:乙炔、天然气、液化石油气、丙烷、丙烯、焦炉煤气等。
连铸基本工艺规程1 基本工艺技术参数1。
1 炼钢设备60t 顶底复吹转炉2 座出钢量平均62t,最大68t冶炼周期30~35 分1。
2 连铸机主要技术参数连铸机机型:全弧形矫直方式:连续矫直连铸机基本半径R=8m连铸机冶金长度~30m浇注断面:方坯:150×150mm矩形坯:165×225mm;165×280mm定尺长度 6000~12000mm流间距:1250 mm铸机拉速范围150×150mm 方坯:2。
2~2。
5m/min, 最大3.3m/min;165×225mm 矩形坯:1.3~1.7m/min,最大2.0m/min;165×280mm 矩形坯:1。
0~1.4m/min, 最大1。
8m/min;0。
3~4。
5 m/min.送引锭杆速度1.0~3。
8m/min结晶器为窄缝导流水套式结晶器,铜管长度900mm振动装置采用全板簧振动装置,并选择合适的振动参数(振幅±3~±4,频率100~280 次/min),以获得最佳的负滑脱率。
铸坯导向及拉矫装置采用连续矫直五辊拉矫机,铸坯通过矫直区时,其曲率半径由R8m连续均匀变化,应变变化均匀,变形速率低而稳定,矫直区内剪切应力接近零。
二冷系统全水冷却,喷淋管式引锭杆装入方式下装式引锭杆存放装置采用电机驱动、弹簧夹紧一对夹辊夹住引锭杆,锁紧销锁紧. 铸坯切割在线火焰切割机切割辊道分流链条集中传动式辊道出坯方式双向移坯机出坯辊道面标高+0。
00m浇注平台标高+8。
03m1。
3 连铸车间工艺流程合格钢水→钢包回转台(钢包称重)→(钢包保护套管氩气密封)→中间罐车→大容量中间罐→(浸入式)水口→结晶器→结晶器振动→二冷自动控制全水喷淋冷却↓连续矫直拉矫机→刚性引锭杆及引锭杆存放装置↓切前辊道→火焰切割机→输送辊道→出坯辊道及移钢机→翻转冷床、固定冷床1.4 钢水质量1。
4。
1 方(矩形)坯连铸常铸钢种及化学成份见各钢种操作要点。
连铸方坯形状及截面尺寸的分析研究蔡唯成蔡力摘要:论述了连铸方坯对不同产品用途、规格所需的压缩比,分析了矩形连铸坯截面优于方形坯;指出优化截面尺寸,选择近终形截面连铸是发展方向。
关键词:连铸坯;压缩比;截面尺寸分类号:TF777Analysis of the cross-section shape and size of continuous castingbilletCAI Wei-cheng(Willsway Studio, Maanshan 243005, China)CAI Li(Shanghai Baosteel(Group)Corp., Shanghai 201900. China)Abstract:The reduction ratio for various purposes and specification of products have been studied. It shows that the rectangle billet is preferable to that of square. Optimizing the section size and chosing the nearest shape are the development direction of continuous casting.Key words:continuous casting billet; reduction ratio; section size▲1 前言连铸坯的形状及其截面尺寸是连铸机工程技术和结构设计的第1位参数,也是现代化钢铁厂工程设计的核心问题。
其选择和设计质量的高低,涉及到冶炼装备、连铸机和轧钢机能否高效率运行,是决定企业能否低成本生产、综合经济效益高低的大问题。
到1998年底,我国共建有连铸机306台,882流,其中方坯连铸机233台,776流。
而120~150mm小方坯连铸机占绝大多数,这种小方坯连铸机每流生产铸坯量应为10~14万t/a,但实际产量较低。
0Cr18N i9不锈钢方坯连铸工艺优化及表面质量的提高张铁根 刘承志(太原钢铁(集团)有限公司,太原030003)摘 要 太原钢铁(集团)有限公司引进的220mm×220mm不锈钢方坯连铸机,在初期生产0Cr18N i9方坯时,铸坯表面存在结疤、凹陷及振痕深等缺陷,为此,进行了连铸工艺参数的优化,消除了结疤、凹陷缺陷,并且工艺优化后的振痕深度从平均0.46mm,降低到平均0.23mm。
关键词 0Cr18N i9,方坯连铸,表面缺陷,工艺优化中图分类号 TF777.2 文献标识码 BProcess opti m i za ti on and surface qua lity i m provem en t of0Cr18N i9sta i n less steel bloom ca sti n gZHANG Tiegen,L I U Chengzhi(Taiyuan Ir on and Steel(Gr oup)Co.,L td.,Taiyuan030003)ABSTRACT Surface defects such as scar-like marks,p its and deep oscillati on marks were f oundon the220mm×220mm bl oom s of0Cr18N i9stainless steel at the beginning of continuous castingp r oducti on.Pr ocess op ti m izati on was i m p le mented then t o eli m inate the defects.The dep th of oscilla2ti on marks on the bl oom s was decreased after wards fr o m0.46mm t o0.23mm in average.KE Y WO R D S 0Cr18N i9,bl oom casting,surface defects,p r ocess op ti m izati on1 前言太原钢铁(集团)有限公司(以下简称太钢)在2002年底,引进了50万t以铁水、合金为主要原料的不锈钢生产线[1],其中连铸机是可以生产1流板坯或4流方坯的兼容铸机。