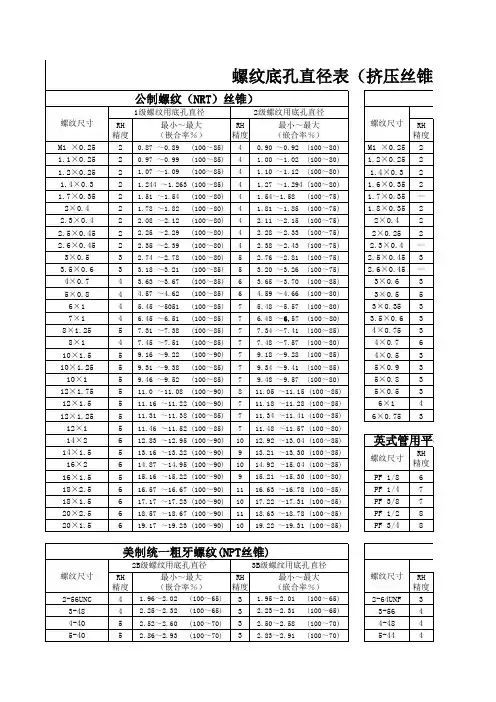
挤压丝锥螺纹底孔直径
- 格式:xls
- 大小:27.00 KB
- 文档页数:1

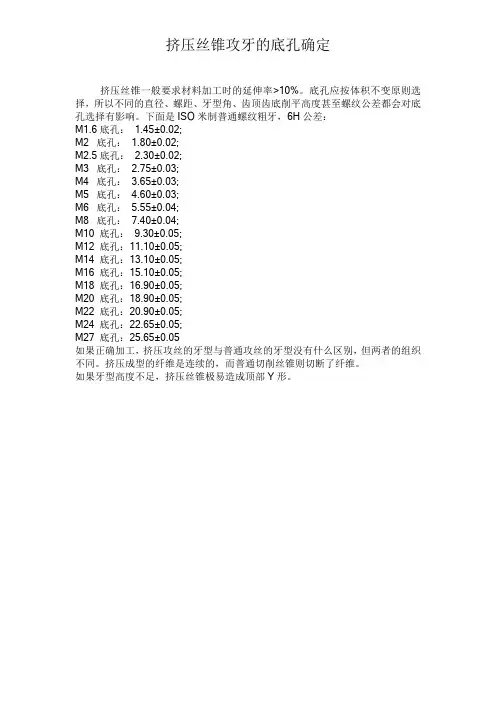
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
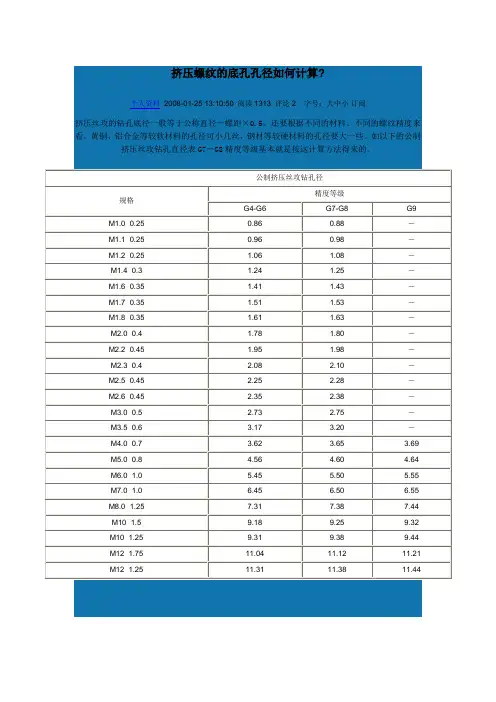
对于操作者来说,丝锥打孔可按公式计算出孔尺寸,而实际可根据工况在一定范围内试切以获得最佳孔。
事实上,最后孔尺寸也会不一样。
下面就一起来了解下丝锥打孔的计算方法,以及看看是否有相当好用的计算公式。
正确的挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。
使用挤压丝锥挤丝前的底孔直径为:d0=dw-(0.5-0.6)P。
式中dw——工件螺纹外径,mm;P——螺距。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)。
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)。
扩展资料:底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。
底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响。
供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
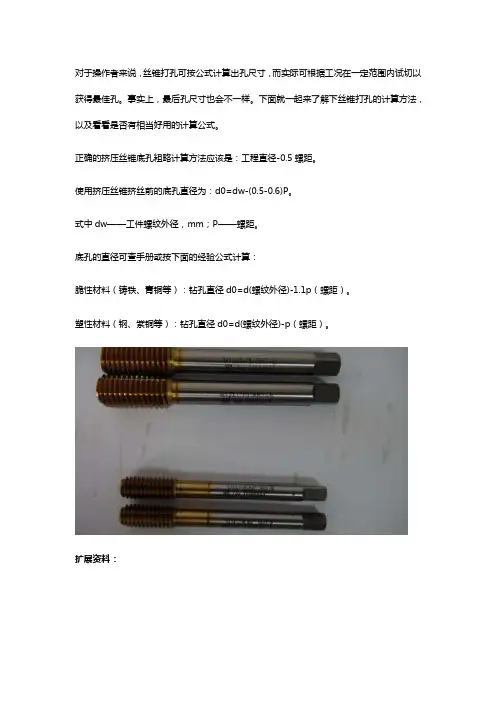
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝锥几乎是唯一的加工刀具。
丝锥的种类有:手用丝锥、机用丝锥、螺母丝锥、挤压丝锥等。
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,并且丝锥沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下工作的。
为了使攻丝顺利进行,应事先考虑可能出现的各种问题。
如工件材料的性能、选择什么的刀具及机床、选用多高的切削速度、进给量等。