阀体零件机械加工工艺过程卡片
- 格式:doc
- 大小:115.00 KB
- 文档页数:2
机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。
阀体零件的加工工艺设计(附工艺卡片)阀体零件的加工工艺设计目录第一章. 零件的工艺分析 (5)1.1零件的图样分析 (5)第二章. 机械加工工艺规程设计 (6)2.1确定毛坯的制造形式 (6)2.2选择定位基准 (6)2.3阀体零件表面加工方法的选择 (6)2.4工艺路线的制定 (10)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (17) 2.6确定切削用量及基本工时 (18)2.6.1镗孔夹具 (18)2.6.2钻孔夹具 (25)2.7编制工艺规程文件 (28)第三章. 镗孔夹具设计 (28)3.1定位基准的选择 (28)3.2定位元件的设计 (29)3.3定位误差的分析与计算 (31)3.4夹紧装置设计 (31)3.5切削力及夹紧力的计算 (32)3.6车夹具设计及操作的简要说明 (34)第四章.钻孔夹具设计 (35)4.1定位基准的选择 (35)4.2定位元件的设计 (36)4.3定位误差的分析与计算 (36)4.4夹紧装置设计 (37)4.5切削力及夹紧力的计算 (37)4.6钻套及衬套导向件的设计 (39)4.7钻夹具设计及操作的简要说明 (40)总结 (41)参考文献 (42)第一章零件的工艺分析1.1零件的图样分析本次设计的题目是阀体零件的机械加工工艺及装备设计,阀体是在一定条件下,能使液压泵卸荷的阀。
图1-1 阀体零件图图1-2 阀体零件三维图第二章机械加工工艺规程设计2.1毛坯的制造形式的确定由于该零件的材料为HT200,且零件的年产量为6000件,已达到大批生产的水平,因此生产类型为大批量生产,为使零件有较好的机械性能,保证零件加工余量等,故采用铸造毛坯。
因为零件尺寸不大,形状结构比较复杂,所以我们采用铸造的形式来提高劳动生产率,降低成本。
2.2选择定位基准零件的机械加工工艺过程中,其中最关键的两道工序分别为钻4xM8的螺纹孔、镗Φ28mm和Φ30mm阶梯孔。
在加工4xM8的螺纹孔时,根据定位基准的选择原则,选择30x30的凸台底面作为定位基准,并且通过心轴为主要定位元件和挡销来实现定位。
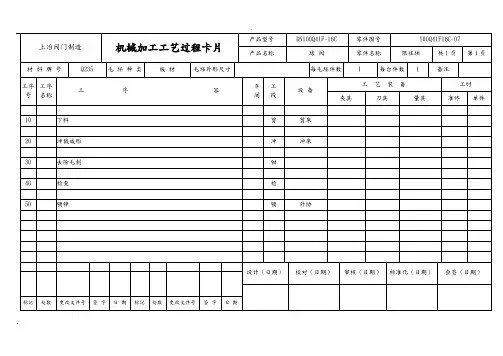
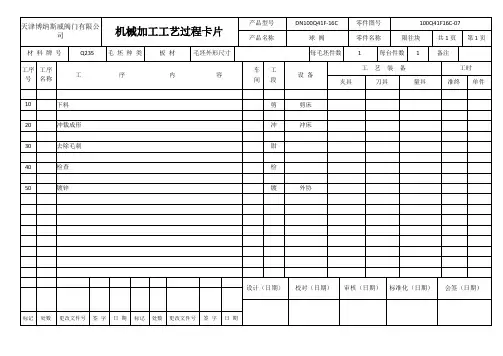
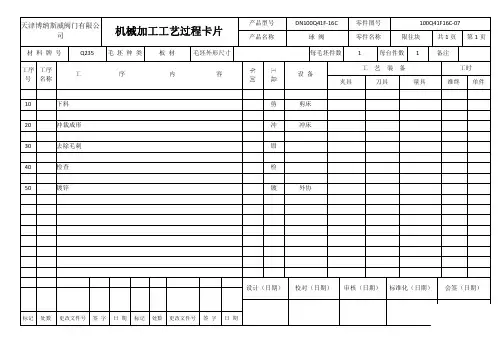
阀体零件机械加工工艺过程卡片阀体零件机械加工工艺过程卡片一、工艺概述阀体是阀门的主要零件之一,其作用是连接阀门的其他零件,并承受介质流动的压力。
阀体的机械加工工艺过程主要包括:铸造或锻造原料准备、铸造或锻造、热处理、精密加工、组装等环节。
二、工艺流程1.铸造或锻造原料准备根据阀体的设计要求,选择合适的铸造或锻造原料,如铁、钢等。
然后进行原料的切割、熔炼等预处理工作,以获得符合要求的原料。
2.铸造或锻造将预处理好的原料进行铸造或锻造,以得到初步成型的阀体零件。
铸造方法主要有砂型铸造、金属型铸造等,锻造方法主要有自由锻造、模锻等。
3.热处理对铸造或锻造后的阀体零件进行热处理,以改善其组织结构和性能。
常用的热处理方法有退火、正火、淬火等。
4.精密加工对经过热处理的阀体零件进行精密加工,以满足设计要求。
精密加工包括车削、铣削、钻削、磨削等工艺,以及涂层、喷砂等表面处理工艺。
5.组装将精密加工好的阀体零件进行组装,与其他阀门零件相连接,形成完整的阀门产品。
三、工艺参数1.铸造或锻造原料的选择要根据阀体的工作环境和要求来确定,通常需要考虑材料的强度、耐磨性、耐腐蚀性等因素。
2.铸造或锻造过程中的温度、时间、压力等参数需要根据具体的材料和工艺来确定,以保证铸造或锻造的质量。
3.热处理过程中的温度、时间、冷却速率等参数需要根据材料的性质和热处理方法来确定,以获得理想的组织结构和性能。
4.精密加工过程中的切削速度、进给量、切削深度等参数需要根据材料的硬度和加工要求来确定,以保证加工的精度和表面质量。
四、设备工具1.铸造或锻造需要的设备工具主要有炉子、模具、铸造或锻造机床等。
2.热处理需要的设备工具主要有炉子、冷却设备、测温仪等。
3.精密加工需要的设备工具主要有车床、铣床、钻床、磨床等。
4.组装需要的设备工具主要有手工工具、夹具等。
五、质量控制在阀体零件的机械加工过程中,需要进行严格的质量控制,以保证产品的质量。
主要包括材料的质量检验、铸造或锻造过程的质量控制、热处理过程的质量控制、精密加工过程的质量控制等。

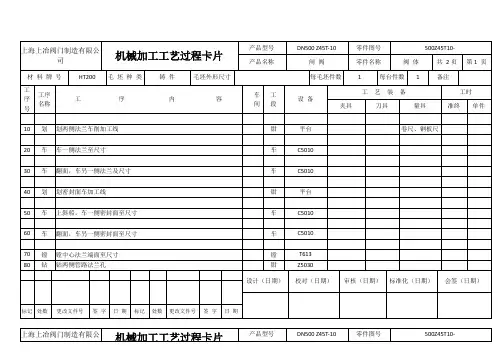
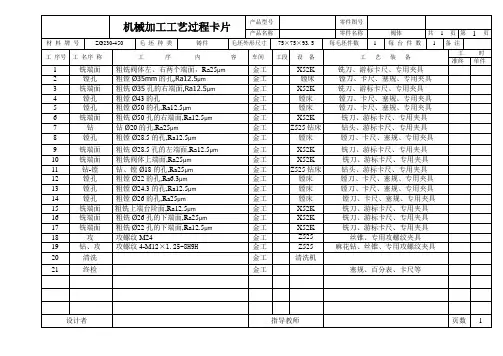
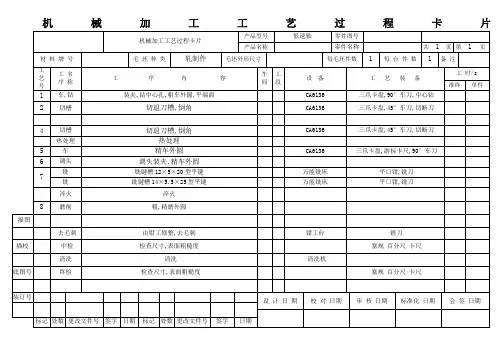
机械学院机械加工工艺过程卡片产品型号零件图号产品名称阀盖零件名称阀盖共1页第1 页材料牌号ZG230-450毛坯种类铸钢毛坯外形尺寸58每毛坯可制件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件05 毛坯铸造,清理热工10 热处理正火15 车 1.粗车A面至图样要求金工CA6140 90°车刀、游标卡尺、三爪卡盘2. 粗车Φ36mm外圆柱面至图样要求CA6140 90°偏头外圆车刀、游标卡尺、三爪卡盘20 车 1. 粗车B面至图样要求金工CA6140 90°偏头外圆车刀、游标卡尺2. 粗车Φ41mm外圆柱面至图样要求CA6140 90°偏头外圆车刀、游标卡尺3. 粗车台阶面D至图样要求CA6140 90°偏头外圆车刀、游标卡尺4. 粗车∅53外圆面至图样要求CA6140 90°偏头外圆车刀、游标卡尺5. 粗车Φ36mm至图样要求CA6140 90°偏头外圆车刀、游标卡尺6. 粗车Φ20mm孔至图样要求CA6140 90°偏头外圆车刀游标卡尺25 钻7. 钻孔4XΦ14至图样要求Z525 14钻头、专用心轴、游标卡尺8.倒角C1.5描图30 车 1.粗车Φ28.5mm孔至图样要求金工CA6140 45号刀、专用心轴、游标卡尺2. 倒角C1.5 CA614035 车 1.半精车Φ41mm外圆柱面至图样要金工CA6140 45°车刀、游标卡尺、求专用心轴底图号 2. 半精车Φ36内孔至图样要求CA6140 90°偏头外圆车刀、游标卡尺、专用心轴3.精车Φ50至图样要求金工CA6140 90°偏头外圆车刀、游标卡尺、专用心轴装订号40 磨 1. 磨Φ20内孔至图样要求金工T68 φ 20mm镗刀、游标卡尺45 车 1.半精车Φ28.5孔至图样要求CA6140 φ 20mm镗刀、游标卡尺2.车螺纹至图样要求CA6140 游标卡尺50 钳去毛刺55 检终检入库设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
阀体零件的加工工艺设计目录第一章. 零件的工艺分析 (5)1.1零件的图样分析 (5)第二章. 机械加工工艺规程设计 (6)2.1确定毛坯的制造形式 (6)2.2选择定位基准 (6)2.3阀体零件表面加工方法的选择 (6)2.4工艺路线的制定 (10)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (17)2.6确定切削用量及基本工时 (18)2.6.1镗孔夹具 (18)2.6.2钻孔夹具 (25)2.7编制工艺规程文件 (28)第三章. 镗孔夹具设计 (28)3.1定位基准的选择 (28)3.2定位元件的设计 (29)3.3定位误差的分析与计算 (31)3.4夹紧装置设计 (31)3.5切削力及夹紧力的计算 (32)3.6车夹具设计及操作的简要说明 (34)第四章.钻孔夹具设计 (35)4.1定位基准的选择 (35)4.2定位元件的设计 (36)4.3定位误差的分析与计算 (36)4.4夹紧装置设计 (37)4.5切削力及夹紧力的计算 (37)4.6钻套及衬套导向件的设计 (39)4.7钻夹具设计及操作的简要说明 (40)总结 (41)参考文献 (42)第一章零件的工艺分析1.1零件的图样分析本次设计的题目是阀体零件的机械加工工艺及装备设计,阀体是在一定条件下,能使液压泵卸荷的阀。
图1-1 阀体零件图图1-2 阀体零件三维图第二章机械加工工艺规程设计2.1毛坯的制造形式的确定由于该零件的材料为HT200,且零件的年产量为6000件,已达到大批生产的水平,因此生产类型为大批量生产,为使零件有较好的机械性能,保证零件加工余量等,故采用铸造毛坯。
因为零件尺寸不大,形状结构比较复杂,所以我们采用铸造的形式来提高劳动生产率,降低成本。
2.2选择定位基准零件的机械加工工艺过程中,其中最关键的两道工序分别为钻4xM8的螺纹孔、镗Φ28mm和Φ30mm阶梯孔。
在加工4xM8的螺纹孔时,根据定位基准的选择原则,选择30x30的凸台底面作为定位基准,并且通过心轴为主要定位元件和挡销来实现定位。
阀体加工工艺流程卡阀体加工工艺流程卡工艺流程卡是一种用于记录和指导加工过程的工具,它包含了工件的加工工艺和关键工序的参数要求,能够提高加工效率和产品质量。
下面是一个阀体加工工艺流程卡的示例, 主要包括以下七个步骤。
1. 材料准备:首先,确认所采购的阀体材料是否符合加工工艺要求,包括材质、尺寸和硬度等。
然后进行材料清洗,确保表面干净无杂质。
2. 铸造:阀体通常是通过铸造工艺来制造的。
首先,根据产品设计图纸制作砂型。
然后,熔化合金,将熔融的合金倒入砂型中,并等待冷却。
最后,取出铸件,进行清理和修整。
3. 机加工:铸造完成后,需要进行机加工。
首先,使用铣床将铸件的外形加工成最终的形状。
然后,使用车床进行孔加工,包括阀体的入口和出口孔等。
最后,进行螺纹加工和精密加工,确保阀体的尺寸和形状达到要求。
4. 表面处理:机加工完成后,需要进行表面处理以提高阀体的表面光洁度和耐腐蚀性。
常见的表面处理方法包括喷砂、抛光和电镀等。
选择适当的表面处理方法,根据产品的要求进行处理。
5. 组装:经过机加工和表面处理后,阀体的各个部件可以进行组装。
首先,根据产品装配图纸,将阀芯、阀盖、阀杆等部件组装在阀体内。
然后,进行紧固和调整,确保阀体的密封性和工作状态。
6. 检测:组装完成后,需要对阀体进行质量检测。
主要包括外观检查、尺寸测量和性能测试等。
确保阀体的尺寸、形状和功能满足要求。
7. 包装和发货:最后,对通过质量检测的阀体进行包装和标识,以便于储存和运输。
根据产品的特点,选择适当的包装材料和包装方式。
然后,安排运输,将阀体发往客户。
以上是阀体加工工艺流程卡的简单步骤,每个具体零部件的加工工艺和参数要求根据实际情况可能会有所不同。
工艺流程卡的制作和使用需要加工工艺人员、质量控制人员和生产管理人员的共同配合,以确保产品的质量和交货期。
零件机械加工工艺过程卡片(样例)
工艺名称:铣削加工
工艺编号:M001
工件名称:零件A
工件材料:铝合金6061
工件尺寸:长80mm、宽50mm、高30mm
工件数量:1000件
设备名称:CNC数控铣床
设备型号:VMC850
刀具类型:平头铣刀
切削速度:4000r/min
切削深度:2mm
切削角度:0°
夹紧方式:万能顶轴
夹具型号:V53
加工顺序:1.工件在夹具上紧固好,适当调整位置和高度;
2.将机床预热到规定温度,并检查铣刀的磨损情况;
3.开机并通过电脑控制系统调整好相关参数,使之与刀具匹配;
4.完成机床的预热后,启动机床,发送加工程序;
5.根据程序,开始加工操作,并及时观察机床运行情况,保持工件表面清洁;
6.加工完成后,及时关机,并检查工件的加工质量和表面光洁度;
7.卸下夹具,取下工件并清理工作台、夹具等。
备注:1.在加工过程中需要特别注意铣刀与工件的距离与角度,防止因接触不良而产生切削力,损伤刀具或破坏工件表面;
2.在加工过程中如发现刀具过度磨损或需要换刀时,需按规定程序更换,并检查加工程序是否需要修改。
机械加工工艺过程卡片及工序卡片一、机械加工工艺过程卡片1.卡片概述2.卡片结构(1)标题:指明卡片的名称、版本和编号等信息。
(2)工件信息:包括工件名称、材料、尺寸和表面要求等信息。
(3)工序信息:列出每个工序的名称、加工方法、加工顺序和精度要求等信息。
(4)机床设备和工具信息:包括机床的型号、规格和相关的工具设备信息。
(5)加工参数:记录每个工序的加工参数,如切削速度、进给速度、切削深度等。
3.卡片填写与使用(1)填写:在填写机械加工工艺过程卡片时,需要准确和详细地记录每个工序的信息,并根据实际情况调整参数和要求。
(2)使用:机械加工工艺过程卡片应与工件一起交由操作工使用。
操作工根据卡片上的信息进行加工,并及时记录和反馈加工结果。
二、工序卡片1.卡片概述工序卡片是用于记录和指导每个工序操作的文件。
它通常包括加工步骤、刀具选择和刀具路径等信息,以确保工序的准确和高效。
2.卡片结构工序卡片通常由以下几个部分组成:(1)标题:指明卡片的名称、版本和编号等信息。
(2)工序信息:列出工序的名称、加工方法和顺序等信息。
(3)加工步骤:记录每个工序的具体加工步骤,如切削、钻孔、螺纹加工等。
(4)刀具选择:根据工序要求和工件特性,选择合适的刀具进行加工。
(5)刀具路径:指明刀具在工件上的移动轨迹和路径,以确保加工的准确和高效。
3.卡片填写与使用(1)填写:在填写工序卡片时,需要准确和详细地记录每个工序的信息,并根据实际情况进行刀具选择和路径规划。
(2)使用:工序卡片应与刀具一起交由操作工使用。
操作工根据卡片上的信息进行加工,并及时记录和反馈加工结果。
总结:机械加工工艺过程卡片及工序卡片是机械加工操作的重要工具,用于指导和记录每个工序的加工方法、参数和要求。
它们的填写和使用需要准确和详细,以确保加工的质量和效率。
同时,对于提高机械加工工艺的规范化和标准化也起到了积极的促进作用。