车轴盖冲压模具设计(含全套CAD图纸)
- 格式:pdf
- 大小:19.34 MB
- 文档页数:40
学校代码:10410序号:0398本科毕业论文题目:冲压模具学院:工学院姓名:胡求煜学号: 20050402专业:机械设计制造及其自动化年级:机制051指导教师:胡淑芬二OO九年五月江西农业大学工学院毕业论文(设计)课题申报表冲压模具毕业设计材料:08F钢板料厚度:t=1.2mm生产批量:大批量任务:编制冲压工艺方案、设计模具结构图 8·摘要本次毕业设计是完成垫板冷冲压工艺模具设计,采用落料;冲孔工艺。
设计中分析了工件的冲压工艺性,计算了毛坯排样;冲压力,刃口尺寸计算等。
进行了模具总体结构;主要零部件的设计,绘制了落料;冲孔复合模的模具装配图和零部件图。
关键词:冲压工艺模具设计装配图一引言随着我国经济的发展,模具对于现代工业来说是十分重要的,尤其是冲压技术的应用。
在各个经济部门中,几乎都要冲压加工生产,它不仅与整个机械行业密切相关,而且与人们的生活息息相关。
模具,是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%-80%的零部件都依靠模具成形,模具质量的高低决定着产品质量的高低,因此,模具被称之为“百业之母”。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产的工艺水平及科技含量的高低,已成为衡量一个国家科技与产品制造水平的重要标志,它在很大程度上决定着产品的质量、效益、新产品的开发能力,决定着一个国家制造业的国际竞争力。
改革开放以来,我国模具工业发展迅猛。
1996至2001年间,我国模具工业的产值年平均增长14%左右。
目前,全国共有模具生产厂点1.7万个,从业人员50多万人。
2001年全国模具工业总产值达300亿元人民币,我国模具年产值已位居世界第四。
我国模具工业的技术水平近年来也取得了长足的进步。
大型、精密、复杂、高效和长寿命模具上了一个新台阶。
大型复杂冲模以汽车覆盖件模具为代表,已能生产部分新型轿车的覆盖件模具。
1. 2. 3.4.5. 6. 7. 8.9.⏹⏹⏹⏹⏹⏹⏹1. 2. 3.4. 5. 6. 7. 8.9.10.⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹(图4-1)。
⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹;表格查询函数,f为数据文件,u为行,v为列;打开数据文件;查列;查行;关闭文件;函数返回查找到的数据;列查询函数,v为查询变量,l为表,i为起始查询列;从第i列开始查询;查询项有字符串或数之分;不符合查询条件时,列数增加1;列数超过20,退出循环,显示出错信息;函数返回列数;行查询函数,u为查询变量,b为表,i为列数;表b中第i个数据;查询项有字符串或数之分;不符合查询条件时,查找下一行;函数返回符合查询要求的行(表的形式);读记录函数,f为数据文件指针;函数以表的形式返回读取的一行数据0 0.8 1.5 3 5 8 1275 (26 20) (30 22) (34 25) (40 28) (47 30) (55 35) 150 (32 22) (36 25) (40 28) (46 32) (55 35) (65 40) 200 (38 25) (42 28) (46 32) (52 36) (60 40) (75 45) 1000 (44 28) (48 30) (52 35) (60 40) (68 45) (85 50)工艺性判别(ii)排样(iii)CAM(iv)模具装配图(vi)模具零件图(vi)模具设计(v)冲裁件图形输入冲裁件尺寸输入(i)⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹⏹Dj =〔D + T l + (1-X) (T u –T l )〕δ=(1/3~1/4)(T u -T l )⏹Dj =〔D +T u + (1-X) (T l –T u )〕⏹Dj =〔D + 0.5(T l + T u )〕序号 类型 尺寸 下差1 A 50.0 -0.2 49.83 0 0.075 49.8682 B 30.0 -0.2 0.0 29.98 -0.05 0 29.9553 A 12.0 0.0 0.1 12.01 0 0.025 12.0234 C 11.0 -0.215 0.215 11 -0.054 0.054 11.05 A 20.0 -0.52 0.0 14 19.532 0 0.13 19.5976 C 40.0 -0.1 0.1 12 40 -0.025 0.025 40.07 B 3.0 0.0 0.22 14 3.198 -0.055 0 3.1718 A 10.0 -0.36 0.0 14 9.676 0 0.09 9.721。
目第一章零件的工性⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 1.1 原始料⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 1.2 材料的分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 1.3 确定工方案和模具形式⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 第二章主要工参数的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 2.1 确定排、裁板方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 2.2 材料利用率⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5 第三章模具⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6 3.1 模具构的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6 3.2 模具工作部分尺寸及公差算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 3.2.1 落料凸凹模刃口尺寸及公差的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 3.2.2 力中心⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 3.3 冲力的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9 3.3.1 冲裁力的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯9 3.3.2 卸料力的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯103.3.3 冲力的算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯103.4 冲的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1011 第四章冲模零件的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4.1 冲孔落料凹模的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11 4.1.1 凹模的尺寸算⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11 4.1.2 凹模的构形式⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯12 4.2 卸料装置⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯12 4.3 条料的横向定位装置⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯13 4.4 条料的向定位装置⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14 4.5 凸模固定板⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14 4.6 凸模的构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯154.7 模架向⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯154.8 定位装置⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1516 第五章其它冲模零件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5.1 模柄的型及⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯16 5.2 固件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯17 5.5 定位⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯17 第六章模具的装配⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯176.1 模的装配⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯17 6.2 凸、凹模隙的整⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯18 第七章具体零件的工方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯181/20第一章零件的工艺性1.1 原始资料:图 1.1 所示为直槽调节板零件图,材料为Q235号钢,厚度为t=1.5mm, 大批量生产。
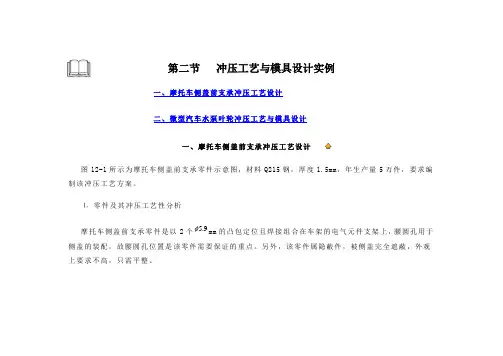
(数控模具设计)冲压模具设计实例讲解第二节冲压工艺和模具设计实例壹、摩托车侧盖前支承冲压工艺设计二、微型汽车水泵叶轮冲压工艺和模具设计壹、摩托车侧盖前支承冲压工艺设计图12-1所示为摩托车侧盖前支承零件示意图,材料Q215钢,厚度1.5mm,年生产量5万件,要求编制该冲压工艺方案。
⒈零件及其冲压工艺性分析摩托车侧盖前支承零件是以2个mm的凸包定位且焊接组合在车架的电气元件支架上,腰圆孔用于侧盖的装配,故腰圆孔位置是该零件需要保证的重点。
另外,该零件属隐蔽件,被侧盖完全遮蔽,外观上要求不高,只需平整。
图12-1侧盖前支承零件示意图该零件端部四角为尖角,若采用落料工艺,则工艺性较差,根据该零件的装配使用情况,为了改善落料的工艺性,故将四角修改为圆角,取圆角半径为2mm。
此外零件的“腿”较长,若能有效地利用过弯曲和校正弯曲来控制回弹,则能够得到形状和尺寸比较准确的零件。
腰圆孔边至弯曲半径R中心的距离为2.5mm。
大于材料厚度(1.5mm),从而腰圆孔位于变形区之外,弯曲时不会引起孔变形,故该孔可在弯曲前冲出。
⒉确定工艺方案首先根据零件形状确定冲压工序类型和选择工序顺序。
冲压该零件需要的基本工序有剪切(或落料)、冲腰圆孔、壹次弯曲、二次弯曲和冲凸包。
其中弯曲决定了零件的总体形状和尺寸,因此选择合理的弯曲方法十分重要。
(1)弯曲变形的方法及比较该零件弯曲变形的方法可采用如图12-2所示中的任何壹种。
第壹种方法(图12-2a)为壹次成形,其优点是用壹副模具成形,能够提高生产率,减少所需设备和操作人员。
缺点是毛坯的整个面积几乎都参和激烈的变形,零件表面擦伤严重,且擦伤面积大,零件形状和尺寸都不精确,弯曲处变薄严重,这些缺陷将随零件“腿”长的增加和“腿”长的减小而愈加明显。
第二种方法(图12-2b)是先用壹副模具弯曲端部俩角,然后在另壹副模具上弯曲中间俩角。
这显然比第壹种方法弯曲变形的激烈程度缓和的多,但回弹现象难以控制,且增加了模具、设备和操作人员。
设计题目:车轴盖冲压模具设计系别:专业:班级:姓名:学号:指导老师:完成时间:目录一.绪论—————————————————2 二.制品简介———————————————8 三.工艺性分析——————————————9 四.工艺方案的确定———————————10 五.落料拉深复合模设计—————————13 六.冲孔单工序模设计—————————-- 22 七.翻边单工序模设计——————————32 八、参考文献——————————————40一.绪论1). 毕业设计的目的毕业设计是在三年高等教育后,对机械制造,模具设计,工艺学,机械制图等主要课程学习程度的一个考查,也是对毕业生在生产实习的基础上进行考查的一个教学环节,它要求学生全面得综合运用三年中所学的课程基本理论知识和实践知识,进行模具加工设计和工艺规程的设计,其目的在于:⑴.培养学生运用模具制造学和机械制造学及有关课程(工程材料、模具设计、公差与技术测量与热处理等)的知识,结合生产实习中学到的实践知识,独立的分析和解决设计问题,初步具备设计一个中等复杂模具的全过程的能力,为进入社会后更好的适应社会做好准备。
⑵.能根据被加工零件的技术要求,运用模具设计的基本原理和方法,学会拟订模具设计方案,完成模具结构设计,提高结构设计能力。
⑶.培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
⑷.进一步培养学生识图、制图、运算和编写技术文件等基本技能。
2). 模具行业的发展现状及市场前景现代模具工业有“不衰亡工业”之称。
世界模具市场总体上供不应求,市场需求量维持在600亿至650亿美元,同时,我国的模具产业也迎来了新一轮的发展机遇。
近几年,我国模具产业总产值保持13%的年增长率(据不完全统计,2004年国内模具进口总值达到600多亿,同时,有近200个亿的出口),到2005年模具产值预计为600亿元,模具及模具标准件出口将从现在的每年9000多万美元增长到2005年的2亿美元左右。

设计说明书目录目录 (I)前言 (3)1. 零件工艺性分析 (4)1.1分析零件的冲压工艺性 (4)2. 工艺方案的确定 (5)2.1工艺方案的确定 (5)3. 主要工艺参数计算 (1)3.1 计算毛坯尺寸 (1)3.1.1 确定搭边值 (1)3.1.3 条料宽度的确定 (1)3.2画排样图 (1)3.3材料利用率计算 (2)3.4计算冲压力 (3)3.5 压力中心的计算 (4)4. 主要工作部分尺寸计算 (5)4.1冲孔部分刃口计算(分开加工法) (5)4.1.1计算凸、凹模具的刃口尺寸 (5)5 . 整体式凹模轮廓尺寸的确定及凸模的设计与校核 (7)5.1.整体式凹模轮廓尺寸的确定及凸模的设计与校核 (7)5.1.1凹模的设计 (7)5.2凸模外形尺寸的设计与形状的选择。
(9)5.2.1冲孔凸模设计 (9)6. 模具总体设计 (11)6.1定位零件的设计 (11)6.2 卸料板的设计 (12)6.3橡胶的选用与设计 (13)6.4模柄 (14)6.5 模架及其他零件的选用 (14)7. 压力机的选择和相关参数的校核 (16)7.2压力机相关参数的校核 (16)8. 画装配图 (17)8.1绘制模具总图及装配图 (17)致谢 (18)参考文献 (18)I摘要:阐述了冲压连续模的结构设计及工作过程。
通过对工件的工艺性分析,先进行冲孔工序,通过冲裁力、卸料力、推件力等的计算,确定了采用级进模冲压的方案。
设计出了主要零件的结构和整体结构,绘制了模具的装配图及部分零件图。
本模具的性能可靠,操作简单方便,提高了冲压产品的质量和生产的效率,降低了劳动强度和生产成本。
关键词:冲压工艺;模具;级进模Stamping Process and Die Design of Contact PieceAbstract:The designer has expounded stamping die for the structural design and working process.Through analysis of the process of the parts, the designer has put the process of punching for the first step. The designer determined to use progressive die through the calculation of the blanking force,stripping force and ejecting force and so on. The designer designed the structure of the major parts and the entity model, painted assembly drawing and part of the detail drawings. The die has characters of reliable performance,it’s easy and simple to promote the quality and efficiency of the stamping product, it will reduce labor intensity and the cost of product.Key words:stamping process;die; progressive die前言模具是机械、汽车、电子、通讯、家电等工业产品的基础工艺装备,属于高新技术产品。
L型工件冲压模具设计(含全套CAD图纸)说明书设计题目:L型工件冲压模具设计专业年级:机械设计制造及其自动化2011级学号:姓名:指导教师、职称:2015 年05 月27 日目录摘要 (I)Abstract ................................................................ I I 1 引言............................................................... - 1 -1.1本设计的目的与意义......................................... - 1 -1.2冲压模具在国内外发展概况及存在问题......................... - 1 -1.3课题应解决的主要问题、指导思想和应达到的技术要求 ........... - 2 - 2产品的结构分析和构成 ............................................... - 3 -2.1产品设计................................................... - 3 -2.2制作图及产品基本要求....................................... - 3 -2.3冲裁件的工艺分析........................................... - 4 -2.4确定工艺方案............................................... - 5 -3.计算冲裁力、压力中心和选用压力机................................... - 6 -3.1排样方式的确定及材料利用率的计算........................... - 6 -3.2计算冲裁力、卸料力......................................... - 7 -3.3压力机的选用............................................... - 8 -3.4确定模具压力中心........................................... - 9 -3.5冲裁模间隙与凸凹模刃口尺寸及公差的计算.................... - 10 -4.设计需要的模具.................................................... - 13 -4.1确定模具的结构............................................ - 13 -4.2橡胶的选用................................................ - 14 -4.3模柄的尺寸选用............................................ - 16 -4.4凸模的外形尺寸............................................ - 17 -4.5凸模强度校核.............................................. - 18 -4.6落料凹模尺寸的计算........................................ - 18 -4.7定位零件.................................................. - 19 -4.8卸料装置.................................................. - 19 -4.9模具的闭合高度............................................ - 19 - 结束语.............................................................. - 20 - 参考文献............................................................ - 21 - 致谢................................................................ - 23 -摘要本设计压模进行了冲孔、落料级进模的设计。
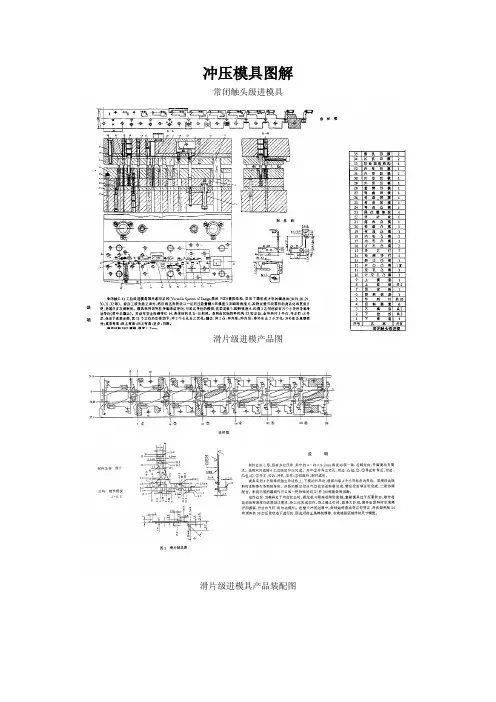
冲压模具图解常闭触头级进模具
滑片级进模产品图
滑片级进模具产品装配图
冲孔、落料级进模(一)
冲孔、落料级进模(二)
定转子片硬质合金级进模模具装配图
磁轭片硬质合金级进模动触座级进模具装配图
动触座级进模具装配图二接触板级进模具装配图
压簧级进自动模
压簧级进自动模产品图
二轮压簧级进模
铆接成形级进模具装配图
钩式送料连续拉深模
钩式送料连续拉深模产品图二
滚轴式送料切断、压弯级进模产品图滚轴式送料切断、压弯级进模产品图二
插销式送料压弯、切断级进模具装配图定转子硬质合金级进模
双切口连续拉深模具装配图整带料自动连续拉深模具装配图
整带料自动连续拉深模具产品图
对向凹模
汽车车门齿板模具装配图汽车车门齿板产品图
汽车散热器罩修边冲孔模
精密冲裁模(一)精密冲裁模(二)
精密冲裁模(三)正装-倒装复合模
子冲片复合模模具装配图磁极片复合模模具装配图
转子冲槽复合模模具装配图
斜楔式冲孔模
调焦导向盘侧向模具装配图
槽钢产品图
剖切模-管件切槽模模具产品装配图外缘-内缘-整修模-筒壁切舌模
自行车花盘冷挤模
管子冲孔、扩口模模具装配图
装配模模具装配图液压胀形模产品图
通用切断模产品图汽车前围外板拉深模
变薄-旋转变薄模具装配图液压拉深模产品图
大型件弯曲模
V形件-U形件-W形件弯曲模
Z形件-圆形件弯曲模产品图卷圆模产品图压圈弯曲模模具装配图
螺旋弯曲模模具装配图其它形状件弯曲模产品图。
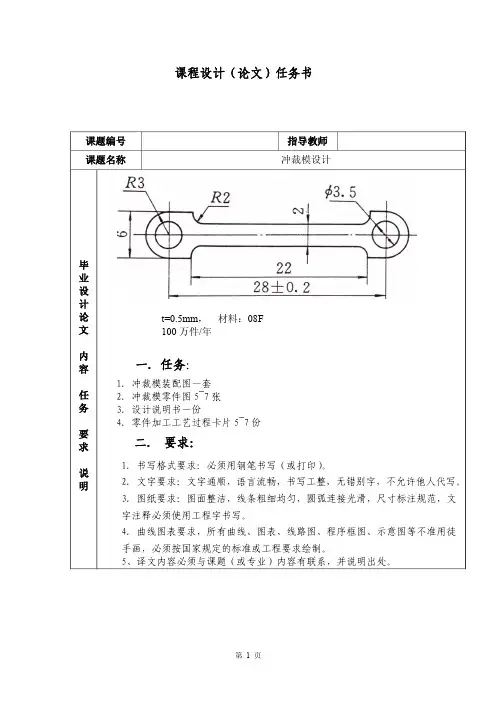
课程设计(论文)任务书课题编号 指导教师 课题名称冲裁模设计毕业设计论文内容任务要求说明t=0.5mm, 材料:08F100万件/年一.任务:1.冲裁模装配图一套2. 冲裁模零件图5~7张3. 设计说明书一份4. 零件加工工艺过程卡片5~7份二. 要求:1.书写格式要求:必须用钢笔书写(或打印)。
2.文字要求:文字通顺,语言流畅,书写工整,无错别字,不允许他人代写。
3.图纸要求:图面整洁,线条粗细均匀,圆弧连接光滑,尺寸标注规范,文 字注释必须使用工程字书写。
4.曲线图表要求,所有曲线、图表、线路图、程序框图、示意图等不准用徒手画,必须按国家规定的标准或工程要求绘制。
5、译文内容必须与课题(或专业)内容有联系,并说明出处。
目录前言一 、制件工艺性分析……………………………………………………………….二、工艺方案的确定………………………………………………………………....三、冲裁工艺计算……………………………………………………………………1、排样设计……………………………………………………………………………2、材料利用率的计算:………………………………………………………………四、模具工艺力和工艺尺寸的计算............................................................................1、凸凹模间隙值的确定...............................................................................................2、凸凹模刃口尺寸的确定…………………………………………………………… 五.冲裁压力的计算…………………………………………………………..……..1.冲裁力的计算……………………………………………………………………….2.卸料力的计算.............................................................................................................3.推件力的计算……………………………………………………………………….4.冲压设设备的选择………………………………………………………………….5、压力中心的确定…...................................................................................................六、模具的类型及总体结构形式的确定……………………………………………七、模具的主要零部件设计………………………………………………………….. 1.凹模的设计………………………………………………………………………..2. 凸模的设计……………………………………………………………………….3. 导料板的设计…………………………………………………………………….4. 卸料板的设计…………………………………………………………………….5、凸模固定板………………………………………………………………………6、凸模垫板…………………………………………………………………………7、闭合高度的校核…………………………………………………………………七.标准件的选择……………………………………………………………………1、 模柄的选择……………………………………………………………………… 2. 聚氨酯橡胶的选择……………………………………………………………… 3.导柱、导套的选择……………………………………………………………….4、模架的选择………………………………………………………………………5、固定件的选择…………………………................................................................九、课程设计总结……………………………………………………………………前 言改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
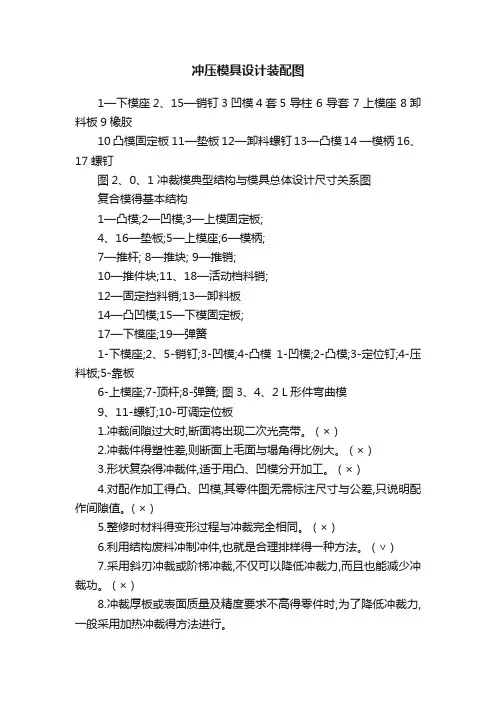
冲压模具设计装配图1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2、0、1 冲裁模典型结构与模具总体设计尺寸关系图复合模得基本结构1—凸模;2—凹模;3—上模固定板;4、16—垫板;5—上模座;6—模柄;7—推杆; 8—推块; 9—推销;10—推件块;11、18—活动档料销;12—固定挡料销;13—卸料板14—凸凹模;15—下模固定板;17—下模座;19—弹簧1-下模座;2、5-销钉;3-凹模;4-凸模1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧; 图3、4、2 L形件弯曲模9、11-螺钉;10-可调定位板1.冲裁间隙过大时,断面将出现二次光亮带。
( × )2.冲裁件得塑性差,则断面上毛面与塌角得比例大。
( × )3.形状复杂得冲裁件,适于用凸、凹模分开加工。
( × )4.对配作加工得凸、凹模,其零件图无需标注尺寸与公差,只说明配作间隙值。
( × )5.整修时材料得变形过程与冲裁完全相同。
( × )6.利用结构废料冲制冲件,也就是合理排样得一种方法。
( ∨ )7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。
( × )8.冲裁厚板或表面质量及精度要求不高得零件时,为了降低冲裁力,一般采用加热冲裁得方法进行。
( ∨ )9.冲裁力就是由冲压力、卸料力、推料力及顶料力四部分组成。
( × )10.模具得压力中心就就是冲压件得重心。
( × )11.冲裁规则形状得冲件时,模具得压力中心就就是冲裁件得几何中心。
( × )12.在压力机得一次行程中完成两道或两道以上冲孔(或落料)得冲模称为复合模。
×13.凡就是有凸凹模得模具就就是复合模。
( × )14.在冲模中,直接对毛坯与板料进行冲压加工得零件称为工作零件。
[A4-029]冲压模-托架冲压模具设计[工艺卡](含有全套CAD图纸)西南交通大学本科毕业设计(论文)托架冲模具设计及CAD年级:学号:姓名:专业:指导老师:需全套图纸联系加 174320523 各专业都有院系专业年级姓名题目托架冲模具设计及CAD指导教师评语指导教师签章评阅人评语评阅人签章成绩答辩委员会主任签章年月日毕业设计(论文)任务书题目托架冲模具设计及CAD1、本论文的目的、意义模具设计工件是需要非常专业的知识和多年的经验才能胜任的。
随着我国机械行业的飞速发展,模具设计工程师越来越短缺。
已经严重制约了模具行业的健康发展。
在广东、浙江、上海、江苏等地找到五年以上设计经验的模具工程非常困难,而刚刚毕业的模具专业的学生又远远不能满足企业的需要。
通过本次毕业设计实践, 采用CAD/CAMMaster CAM、UG、Pro/E技术可以使设计者从繁沉计算和绘图工件中得到解脱。
采用人机结合,各尽所长,充分发挥其人的创造思维能力,控制设计过程,使模具设计趋于合理化。
而计算机则发挥其计算分折和储存信息的能力。
两者结合,发挥各自的优势,有利于获得最优的设计成果,缩短开发周期。
2、学生应完成的任务 1、工艺分折;2、确定加工方案;3 排样图的设计及材料利用率计算;4、冲裁压力和压力中心计算;5、凸凹模设计;6、凸凹模刃口尺寸的确定;7、其它零件的设计;8、压力机的选择; 9、后附翻译和实习报告3、论文各部分内容及时间分配:(共 12 周)第一部分工艺分折、确定加工方案、收集资料 2周第二部分排样图的设计及材料利用率计算、冲裁压力和压力中心计算2周第三部分凸凹模设计、凸凹模刃口尺寸的确定 4周第四部分其它零件的设计、压力机的选择 2周第五部分写说明书及翻译 1周评阅及答辩 1周备注参考文献: 沈兴东,韩森和《冲压设计与模具设计》山东科学技术出版社,2005年;翁其金《冷冲压技术》机械工程出版社,2004年;王芳《冲压设计与模具设计》机械工程出版社,2002年郑家贤《冲压工艺与模具设计实用技术》机械工业出版社 2004年指导教师: 2007年4月10日审批人: 年月日摘要冲压模具在实际工业生产中应用广泛。
目录摘要 (3)ABSTRACT (3)引言 (4)第一章零件的工艺分析和毛坯尺寸计算 (3)1.1零件的分析以及模具选择方案 (3)1.2模具类型的选择 (3)第二章设备的选择 (6)2.1落料所需要的力的计算 (6)2.2拉深所需要的力的计算 (6)2.3冲孔所需要的力的计算 (7)2.4翻边所需要的力的计算 (7)2.5选择压力机 (7)第三章模架的确定和装配草图的设计 (9)第四章落料工序排样图的设计 (12)4.1排样图的设计 (12)4.2材料利用率的计算 (12)第五章工作零件的设计及加工 (13)5.1工作尺寸的计算 (13)5.1.1 落料工序的计算 (13)5.1.2 拉深工序的计算 (14)5.1.3 冲孔工序的计算 (15)5.1.4 翻边工序的计算 (15)5.2复合模的设计及加工 (16)5.2.1 落料凹模的设计及加工 (16)5.2.2 落料拉深凸凹模的设计及加工 (17)5.2.3 拉深翻边凸凹模的设计及加工 (18)5.2.4 冲孔凸模的设计及加工 (19)5.2.5 翻边冲孔凸凹模的设计及加工 (20)第六章辅助结构零件的设计及选用 (22)6.1卸料装置 (22)6.2压料装置 (23)6.3顶出装置 (24)6.4导向装置 (26)6.5定位装置 (27)6.6螺钉及销钉 (27)6.7模柄的选择 (27)6.8固定板和垫板 (27)6.9上模座与下模座 (30)第七章模具材料的选择及热处理 (31)第八章装配图的绘制及工作过程和模具结构的分析 (32)8.1装配图的绘制 (32)8.2模具结构和工作过程 (33)8.3模具结构的分析 (33)第九章压力机的校核 (35)参考文献 (36)致谢 (37)附录车轴盖冲压复合模的设计摘要:本文设计了一副车轴盖复合模具,分析了零件的成型工艺,介绍了模具的主要工作零件的设计和加工,模具材料的选择,同时还分析了模具的工作过程。