电机炭刷架冷冲压模具设计
- 格式:doc
- 大小:924.00 KB
- 文档页数:45
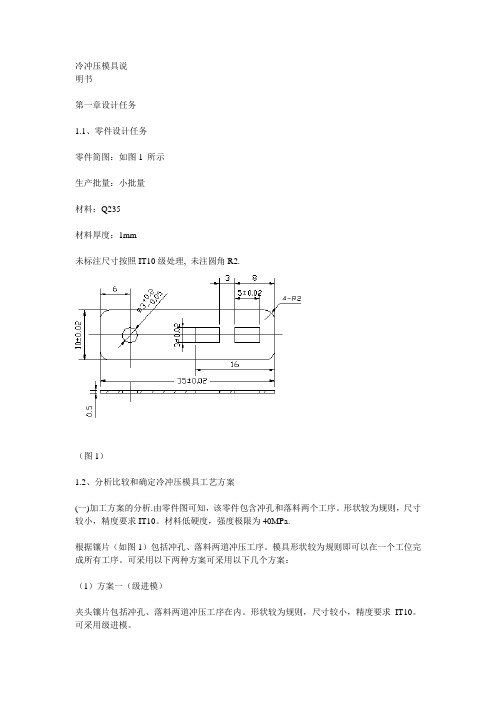
冷冲压模具说明书第一章设计任务1.1、零件设计任务零件简图:如图1 所示生产批量:小批量材料:Q235材料厚度:1mm未标注尺寸按照IT10级处理, 未注圆角R2.(图1)1.2、分析比较和确定冷冲压模具工艺方案(一)加工方案的分析.由零件图可知,该零件包含冲孔和落料两个工序。
形状较为规则,尺寸较小,精度要求IT10。
材料低硬度,强度极限为40MPa.根据镶片(如图1)包括冲孔、落料两道冲压工序。
模具形状较为规则即可以在一个工位完成所有工序。
可采用以下两种方案可采用以下几个方案:(1)方案一(级进模)夹头镶片包括冲孔、落料两道冲压工序在内。
形状较为规则,尺寸较小,精度要求IT10。
可采用级进模。
(2)方案二(倒装复合模)将冲孔、落料两道冲压工序用一副模具直接完成冲孔、落料两道工序。
采用冲孔、落料倒装复合模(弹性卸料)。
模具结构参看所附装配图。
(3)方案三(正装复合模)正装复合模方案完成工序和倒装复合模完成的工序一样。
凸凹模在上模。
弹性卸料板卸料。
方案比较:方案一:采用级进模,安全性好,,但是考虑到级进模结构复杂,工件精度加工精度不高,对称度和位移误差较大,以及加工难度较大,装配位置精度要求高,按照实际生产,级进模成本也高。
方案二:倒装复合模,冲孔废料由下模漏出,工件落在下模表面,需要及时清理。
安全性相对较低。
但工件精度较高,同轴度,对称度及位置度误差较小,生产效率较高,对材料要求不严,可用边角料.方案三:正装复合模,冲孔废料和工件都落在下模表面,安全性更差。
综合以上两个方案分析比较结果说明,本零件采用第二方案最为合适。
(二)冷冲压模具结构型式的选择确定冲压工艺方案后,应通过分析比较,选择合理的模具结构型式,使其尽量满足以下要求:(1)能冲出符合技术要求的工件;(2)能提高生产率;(3)模具制造和维修方便;(4)模具有足够的寿命;(5)模具易于安装调整,且操作方便、安全。
1、模具结构型式在确定接纳复合模后,便要思量接纳正装式还是倒装式复合模。
前言冷冲模是冲压加工工艺的装备之一,被广泛地运用在汽车、飞机、电机、仪表以及在国防工业中。
冲压工艺具有生产效率高、生产成本低、材料利用率高、能成形复杂零件,适合大批量生产的优点,在某些领域已取代机械加工,并正逐步扩大其工艺范围。
因此,冲压技术对发展生产、增强效率、更新产品等方面具有重要的作用。
但同时,冲压技术的推广受到投入成本低,模具成本高,不适应中小生产规模的特点。
但是总的说来,随着我国经济实力的进一步加强,模具行业,包括冷压模一定会得到更普及地应用。
随着冲压工艺的广泛应用于国民经济中,再加上随着数控技术和机械CAD/CAM的发展,冷冲模的发展和迅速。
它以生产率高、成本相对低廉被广泛应用。
外国的冲压模发展水平相当高,无论是设计还是制造,都达到较高的水平。
以精确的定位,合理的工艺,连续加工精度很高的薄臂零件。
而国内模具行业的起步较晚,基本上以单模为主,因此,加工精度够高。
冷冲模的设计包括冲裁模设计、弯曲模设计、拉伸、胀形等模具的设计。
冷冲模的设计也用到材料学、机械设计、工程材料、特种加工等方面的知识。
因此它是一门综合性很强的学科。
经过了三个多月的学习,设计,绘图,我学会了冲裁的机理,冲压的基本理论;理解了冲裁力,卸料力等工艺参数的确定;熟悉了冲裁模的结构,内部的结构零件及其设计的控制点;同时对于弯曲模、冲孔模、拉深模、落料模的结构能够熟悉了解。
电机碳刷架的加工包括了冲孔、落料、和弯曲的加工。
通过对冲孔模、落料模、弯曲模的学习,分析和比较了各加工工艺方案,完成了模具总体的结构分析,进行毛坯尺寸、排样、工序尺寸、冲压压力、压力中心、模具工作部分尺寸等工艺计算。
绘制了装配草图并进行零部件初步选用设计,然后确定外形尺寸,选择冲压设备,绘制总的装配图和非标准的零件图。
落料和冲孔都属于冲裁模。
冲裁模是从条料、带料或半成品上使材料烟规定的轮廓产生分离的模具,随着科学技术的发展,冲压技术也向高速化、自动化、精密化的方向发展。

冷冲压模具设计冷冲压模具设计是一门重要的制造技术,该技术通过塑造和压制金属原材料翻译成最终产品。
冷冲压模具设计的方法包括计算机辅助设计、3D打印和机器加工等技术的应用。
下面我们将从制造过程、设计流程、成本控制和应用领域等方面进行分析。
一、冷冲压模具制造过程冷冲压模具制造过程包括模具测量、设备加工、热处理、抛光和装配等环节。
在测量阶段,需要使用高精度测量工具,如3D扫描仪、测微计和显微镜等。
测量结果将被输入计算机进行模具设计,绘制3D模型。
模具设计完成后,需要设置加工设备,进行模块的制造。
常用的加工设备包括数控机床、电火花加工机和线切割机等。
设备加工完成后,需要进行热处理,使得模板具有较高的耐久性和稳定性。
在模具加工的过程中,抛光则是非常重要的一环节,其需要使用高性能抛光机,使得模板表面平滑、光亮且和物质摩擦力小。
在抛光之后,需要进行装配,使得模版的各个部分可以组合在一起,达到最终的高质量产品。
二、冷冲压模具的设计流程冷冲压模具的设计流程通常包括五个步骤:对产品的了解、设计评估、详细设计、模具制造、实验和完善。
对于产品的了解,设计团队首先要了解所需的产量、污染物、尺寸要求、货币化以及材料类型等信息。
然后针对所得信息进行分析、评估它们的可行性和可持续性。
接下来,设计团队会根据所得信息针对具体的产品进行详细的设计和制造。
三、冷冲压模具设计的成本控制冷冲压模具设计的成本主要是由以下方面组成:硬件成本、工具和设备的成本、人员费用和测试以及批量生产的成本,因此要实现成本控制,需要在这些方面做好以下工作。
首先,团队应该在设计模板时发挥更多的想象力。
这样不仅可以使得模板制造的复杂性减少,还可以大幅度降低制造成本。
其次,需要对材料进行有效的管理,以确保使用高品质、高耐久的材料制造模板。
同时,要尽可能地排除不必要的浪费,使得材料得到充分利用。
最后,改善生产流程和管理方法,以提高作业效率和节约工作时间。
此外,通过采用高性能和节能型的加工设备,也可以降低成本。

冷冲压模具设计讲解冷冲压模具是一种常用的金属加工工艺,广泛应用于汽车、家电、电子、航空航天等领域。
它可以用于制造各种零部件,如车身件、发动机罩、门板等。
冷冲压模具设计是冷冲压工艺中至关重要的一环,其设计质量直接影响产品的加工质量,生产效率以及成本。
本文将从冷冲压模具设计的基本原理、设计要点和注意事项等方面进行详细讲解。
一、冷冲压模具设计的基本原理1.合理性原则:冷冲压模具的设计应该符合工艺要求和产品设计要求,具有合理的结构和尺寸,能够保证产品的质量和加工效率。
同时,还需要考虑模具的使用寿命和维修保养方便性。
2.可靠性原则:冷冲压模具设计必须具有良好的稳定性和可靠性,能够保证生产过程中的安全和稳定性,避免因模具失效而造成生产事故。
3.高效性原则:冷冲压模具设计应该尽可能提高生产效率,减少加工成本,提高产品的质量和竞争力。
因此,在设计过程中需要考虑如何降低模具的制造成本和加工时间,提高模具的使用效率。
4.可维护性原则:冷压模具在使用过程中难免会出现磨损和故障问题,因此必须考虑模具的维护保养性,使模具更容易维修和更换零部件,延长模具的使用寿命。
以上是冷冲压模具设计的基本原理,了解这些原理对于冷冲压模具设计者来说十分重要,可以指导设计过程并提高设计质量。
二、冷冲压模具设计的要点1.模具结构设计:冷冲压模具结构设计应该合理,包括上模、下模、导柱、导套等各部分之间的配合精度和间隙,以确保加工精度和产品质量。
同时,还需要考虑模具的装配和拆卸方便性,以及模具操作人员的安全。
2.模具材料选择:冷冲压模具通常使用的材料有工具钢、合金钢等,这些材料具有高硬度、高强度和抗磨损性能,能够满足冷冲压工艺的要求。
在选择模具材料时需要根据产品的要求和生产环境等因素进行综合考虑。
3.模具表面处理:模具表面处理是冷冲压模具设计中至关重要的一环,它直接影响产品的加工质量和模具的使用寿命。
常用的模具表面处理方法有热处理、镀硬铬、氮化等,这些处理可以提高模具的硬度和耐磨性能,延长模具的使用寿命。

冷冲压模具设计实例和编写说明书一、冲裁模- [4 q( X0 i> @! @如图1所示工件为22型客车车门垫板。
每辆车数量为6个,材料为Q235,厚度t=4mm.1 t0 t* T$ A2 |,[P" ]/ ^. }2 {$ P5 A% R. x, C- {+ Y* L' L4 j# N0 L$ B图1 车门垫板1.零件的工艺分析. D2 x8 y+ x! P" J$ L零件尺寸公差无特殊要求,按ITl4级选取,利用普通冲裁方式可达到图样要求。
由于该5 n. S7 u/ x1 ]0 o$ z。
q件外形简单,形状规则,适于冲裁加工。
材料为Q235钢板,, j( A( f! _! i! m0 K0 B' p+ R, d# ^5 a5 V2.确定工艺方案零件属于大批生产,工艺性较好。
但不宜采用复合模。
因为最窄处A的距离为6.5mm(图1>,而复合模的凸凹模最小壁厚需要8.5mm(见表2—27>,所以不能采用复合模.如果采用落料以后再冲孔,则效率太低,而且质量不易保证。
由于该件批量较大,因此确定零件的工艺方案为冲孔—切断级进模较好,并考虑凹模刃口强度,其中间还需留一空步,排样如图2所示。
& c# ?5 g1 k& K5 P% ]* e# Y! `图2 排样图.工艺与设计计算Q% y. s/ f l1 F(1>冲裁力的计算根据式(2—4>,冲孔力+ @7 v' X> ^6c& T$ @# k8 S切断力0 ]$ W0 r- _& h2 c1 }。
A 2 G0 z1 z3 ^% w0 F9 @5 S. X根据式(2—5>,冲孔部分及切断部分的卸料力# {> _4 [( N3 H6 e7[二、弯曲模如图6—10所示零件为汽车上的塑料闸瓦钢背,每辆车16个。
材料为Q235,厚度t=3mm。
冷冲压模具设计技能报告冷冲压模具设计技能报告作为制造工程技术学科的重要课程之一,涉及多个领域,其中有基础知识,实践能力开发以及应用技术等。
本报告主要介绍冷冲压模具设计基础知识、实践能力开发和应用技术技术发展状况,提出技术思路,并为冷冲压模具设计事业的未来发展拓展出思路。
一、冷冲压模具设计基础知识1、冷冲压模具设计基础知识包括冷冲压工艺理论、冷冲压模具设计、冷冲压原理等。
2、冷冲压工艺理论主要研究冷冲压工艺的基本原理、工艺参数、工艺介质与物料过程的关系等。
3、冷冲压模具设计涉及材料选择、结构形式选择、模具强度计算等工作,其中各种机械特性、模具结构问题均有深入的分析。
4、冷冲压原理涉及冷冲压材质的选择、冷冲压工艺实施等内容,以及冷冲压后材质的性能、机械特性及用途等方面的研究。
二、冷冲压模具设计实践能力开发1、使用CAD软件完成冷冲压模具设计,以符合工艺要求。
2、应用有限元分析软件模拟仿真,为冷冲压模具进行力学分析,研究各类材料的行为变化,满足模具设计要求。
3、搭建模具力学实验系统,对模具结构及动力特性进行实验测试,根据模具运行状态变化,提出改进方案。
4、进行数控加工,获取精确冷冲压模具内外形精度及高效率冷冲压模具加工工艺。
三、冷冲压模具设计应用技术1、应用计算机分析技术研究不同形状材料受冲击时的变形行为及控制方法。
2、应用虚拟现实技术,让模具设计更容易掌握,更高效地完成设计作业。
3、采用智能技术,开发智能冷冲压模具,实现模具的自动调节,有效地缩短模具调整的时间。
4、利用微型机技术实现精确的模具操作,满足客户需要,进行高品质冷冲压模具加工。
四、总结从上述内容可以看出,冷冲压模具设计技术,无论基础知识、实践能力开发、应用技术都取得了长足的进步,能够在模具设计方面发挥重要作用。
未来还应继续投入研究,扩大技术应用深度,以期实现更高品质的冷冲压模具自动化、绿色化的发展。
冷冲压模具改进设计实例分析冷冲压模具是一种用于制造金属零件的工具,它通过在金属表面施加压力使其变形,同时具备一定的冷却功能。
冷冲压模具的设计直接影响到产品的质量和生产效率。
本文将以一款汽车零部件模具为例,对其进行改进设计分析。
首先,我们需要对原有的冷冲压模具进行分析,并识别出存在的问题和改进的空间。
该模具用于制造汽车车门锁芯零件,主要问题如下:1.模具使用寿命较短:由于该模具在长时间使用后容易出现磨损,并且需要定期更换,这导致了生产效率的下降和成本的增加。
2.产品变形和尺寸不准确:由于金属材料的收缩和热变形,以及模具本身的精度问题,导致制成的零件存在一定的变形和尺寸不准确性,影响了产品的质量。
3.制造周期长:该模具需要多道工序进行制造,且每道工序之间的处理时间较长,导致整个制造周期过长,无法满足快速交付的需求。
基于以上问题,我们可以提出以下改进设计方案:1.优化材料选择:选择更耐磨、抗拉力更强的材料制作模具。
优化后的模具材料能够增加使用寿命,减少更换次数,提高生产效率和降低成本。
2.设计增加辅助冷却系统:在模具设计中增加冷却孔和冷却水道,通过冷却水的流动来降低模具温度,以减缓模具和金属材料的热变形,从而改善零件的尺寸准确性。
3.采用多道工序一体化加工:通过模具设计的一体化,将原本需要多次装配和加工的工序合并在一个模具中完成。
这样可以减少制造时间和人力资源的浪费,缩短制造周期,提高生产效率。
4.优化模具结构和形状:通过对模具结构和形状的优化,减少零件变形的可能性。
例如,采用适当的辅助结构和强度加固设计,以及减小模具开缝的尺寸,从而提高模具的准确度和稳定性。
5.引入模具设计软件和先进制造工艺:利用模具设计软件进行模拟和仿真,对模具进行优化设计。
同时,引入先进的制造工艺,如数控加工和电脉冲成型等,以确保模具的精度和稳定性。
经过以上的改进设计方案,我们预计可以得到以下改进结果:1.提高模具使用寿命:通过优化材料选择和增加冷却系统,降低模具磨损和温度变形的可能性,从而提高模具的使用寿命。
冷冲压模具设计一、冲压件的工艺分析(1)零件的尺寸精度:所有公差等级均按IT14级精度计算160-0.043¢260-0.052120-0.043 ¢8.4+0.36 0(2)零件的的结构性分析:a.零件结构简单对称b.最小孔边距b1=3.8>2tc.无悬臂、窄槽d.无尖角、无小孔(3)零件的材料分析08F黑色金属抗剪强度=220~340MPa ,优质碳素结构钢,工件可以直接冲裁。
二、制定工艺方案:(1)基本工序性质:冲孔、落外形。
(2)工艺方案:方案一:单工序模,冲孔模具、落料模具,共两幅模具。
方案二:级进模,冲孔、落料级进模,一副模具。
方案三:复合模,冲空、落料复合模,共一副模具。
(3)针对三个方案进行分析:a.第一种方案优点是模具结构简单、周期短,模具成本低。
缺点是需要两幅模具,生产效率低,不满足大批量生产的要求。
b.第二种方案优点是冲压效率高,而且平整度较高。
缺点是模具成本高,结构复杂,制造周期长。
c.第三种方案优点是易于实现机械华和自动化,生产效率高。
缺点是模具结构复杂,设计制造周期较长。
模具尺寸较大,成本高。
结论:通过以上分析:由于工件形状简单,工序不多。
故采用第三种方案复合模。
三、排样(1)计算搭边值:查相关图表得知:工件间距a1=1.5,圆弧沿边a=1.2,矩形沿边a=1.8。
(2)排样图:(3)材料利用率:η=S/S0=S/AB=226.04/17.5*22.4=56.7%四、冲压力计算及压力中心(1)落料力F1=kltτ=1.3x61.1x1.5x340=40.51KN冲孔力F2= kltτ=1.3XπX8.4X1.5X340=17.49KN卸料力F卸=K卸F=0.0425X40.51=1.72KN顶出力F顶=0.06X40.51=2.43总力=F1+F2+F卸+F顶=62.15KN(2) 压力中心由于工件结构对称,压力中心为(0,0)五、压力机的选择:JH21-63型压力机六、刃口尺寸的计算:(1)冲裁间隙Zmax=12%*1.5=0.18,Zmin=8%*1.5=0.12(2 ) 冲孔φ8.4+0.360(分开加工)查表知:磨损系数X=0.5,D P=(Dmin+X△)-δp0=8.4+(0.5*0.36)0-0.020=8.580-0.020D D=( D P +Zmin)+δd0=(8.58+0.12)+0.0200=8.70+00.020(3) 落料件外形轮廓(配合加工)未注公差均按IT14查表写出160-0.043φ200-0.052 120-0.043凹模尺寸:Ad=15.97+0.0110 Ad=19.97+0.0130Ad=11.98+0.0110凸模尺寸实际配作,保证冲裁间隙0.12~0.18。
冷冲压模具设计要点
1.材料选择:冷冲压模具所使用的材料应具有高强度、耐磨损和耐腐
蚀的特性,一般常用于模具制作的材料有工具钢、硬质合金、高速钢等。
2.结构设计:冷冲压模具的结构设计应考虑到模具的强度、刚性和稳
定性,以保证模具在使用过程中能够承受大的载荷和高频的工作循环,同
时也要考虑到模具的拆卸和维护方便。
3.设计尺寸:模具设计的尺寸应根据产品的形状、尺寸和要求来确定,其中应考虑到材料的伸缩性、弹性以及工艺的要求等因素,确保成形后的
产品尺寸精度和表面质量。
4.几何形状:冷冲压模具的几何形状应符合产品的要求,具有合理的
结构,以利于金属材料在成形过程中的流动和填充,同时也要避免产生应
力集中和变形等问题。
5.寿命和耐磨性:冷冲压模具在使用过程中会受到金属材料的冲击和
磨损,因此需要具备良好的耐磨性和长寿命,可以通过表面涂层、热处理
以及硬质合金加工等方式来提高模具的寿命。
6.润滑和冷却:在冷冲压过程中,为了减少摩擦和热量的产生,需要
对冷冲压模具进行润滑和冷却处理,以保证模具的正常工作和生产效率。
7.精度和控制:冷冲压模具的设计要考虑到产品的精度和控制要求,
包括成形厚度、尺寸公差、直角度、表面平整度等,以保证产品的质量和
性能。
8.模具标准和规范:对于冷冲压模具的设计,应按照相关的标准和规
范进行设计,以确保模具的质量和安全性。
冷冲压模具设计的要点主要包括材料选择、结构设计、设计尺寸、几何形状、寿命和耐磨性、润滑和冷却、精度和控制,以及模具标准和规范等方面。
只有综合考虑以上要点并灵活运用,才能设计出高质量、高效率的冷冲压模具。
冷冲压模具设计的过程工程一、方案设计:在工艺分析的根底上,综合考虑产品的产量和精度要求,结构设计:在方案设计的根底上,进一步设计模具各局部零件的具体结构尺寸。
(一)冲裁的工艺分析分析冲裁件的结构形状,尺寸精度,材料是否符合,冲压力工艺要求,从而确定冲裁的可能性。
(二)确定冲裁工艺方案及模具结构形式工序数目,工序性质,工序顺序,工序组合及模具结构形式。
(三)冲压模具的设计计算。
(1)排样(2)冲压力(3)压力中心(4)模具刃口尺寸计算(5)确定各主要零件的外形尺寸(6)计算模具的闭合高度(7)确定所用冲床(四)绘制冲模总装图从冷冲模标准中选取标准件,将标准编号写入详细表。
(五)绘制非标准零件图二、设计实例(一)冲裁件工艺分析1、材料:08F是优质碳素钢,具有良好的冲压性能。
2、结构形状:冲裁件内,外形要尽量防止锋利清角。
3、尺寸精度:未标注按IT14级,查标准公差表。
(二)确定工艺方案及模具形式:采用具有导正钉定位的连续冲裁模。
(三)模具设计计算1、排样:按表2-8查:a:手动送料按图形a=2b: 手动送料按图形b=2条料宽度:B=(d+2a)- =(58+4)-0.6=62-0.6步进:30+2=32画出排样图2、计算总冲压力P总=P冲裁+P推件=P冲孔+P落料+P推件P冲孔=1.3Lt=4*3.14*3.5*2*390=34000NPt=Kt.Pn取n=3 Kt=0.055(查表2-5)Pt=0.055*(126000+34000)*3=26400=186400N=186.4KN3、压力中心在O1上,P2压力中心在O上,离O1距离为X根据压力中心两边边距相等的条件:P1X=(32-X)P2X=6.84、冲模刃口尺寸计算(1)落料凹、凸模尺寸,按配合加工,只计算凹模尺寸。
外形尺寸都属于尺寸变大的情况:凸模尺寸按相应的凹模实际尺寸配作,保证双边间隙:0.246-0.360(2)冲孔时的凸凹模尺寸计算。
摘要冷冲模是冲压加工工艺的装备之一,被广泛地运用在汽车、飞机、电机、仪表以及在国防工业中。
冲压工艺具有生产效率高、生产成本低、材料利用率高、能成形复杂零件,适合大批量生产的优点,在某些领域已取代机械加工,并正逐步扩大其工艺范围。
因此,冲压技术对发展生产、增强效率、更新产品等方面具有重要的作用。
但同时,冲压技术的推广受到投入成本低,模具成本高,不适应中小生产规模的特点。
但是总的说来,随着我国经济实力的进一步加强,模具行业,包括冷压模一定会得到更普及地应用冷冲模的设计包括冲裁模设计、弯曲模设计、拉伸、胀形等模具的设计。
冷冲模的设计也用到材料学、机械设计、工程材料、特种加工等方面的知识。
因此它是一门综合性很强的学科。
电机碳刷架的加工包括了冲孔、落料、和弯曲的加工。
通过对冲孔模、落料模、弯曲模的学习,分析和比较了各加工工艺方案,完成了模具总体的结构分析,进行毛坯尺寸、排样、工序尺寸、冲压压力、压力中心、模具工作部分尺寸等工艺计算。
绘制了装配草图并进行零部件初步选用设计,然后确定外形尺寸,选择冲压设备,绘制总的装配图和非标准的零件图。
在冲压模的设计过程中,还必须考虑到模具的成本,因此在进行选材,结构设计时,必须尽量不去设计形状复杂的结构,同时采用镶嵌式代替整体式的结构。
针对模具的定位要求高的特点,在零件的设计中必须要有比较高的加工精度要求。
总的一句话,必须在有高的模具寿命和满足加工精度要求的基础上,尽量降低模具材料的成本,简化模具的结构,这样才能有利于这个行业在我国的发展。
关键词:冲孔模、落料模、弯曲模、尺寸、冲裁模、装配图AbstractThe Cold Stamping Die Design of the Brushless MotorAbstract:Cold punching mould that is used extensively among the all kinds die ,including punching hole mould, blanking die, bending mould, crooked model, conical die etc., The application of the cold punching die is more and more extensive in recent years. It is with low costs that there is the cold punchingly, product quality is steady, can process many kinds of performance , Part of the state. Its application and generallying receive the restriction in life-span of the mould and production safety,etc. at the same time . Author of this text proceed from rationality of the craft, analyse electrical machinery charcoal pastes up the structure of the shelf , Precision characteristic, and the control point in the course of processing, Consider and economize cost confirm electrical machinery charcoal brush blanking that shelf optimizes most process the process fully on the basis of satisfying the machining accuracy; And then pass the processing characteristic familiar with all kinds of moulds and inside structure, Finish the ensemble architecture analysis of the mould ; Author carry on blank size, arrange kind, process size, punching pressure, pressure in the center afterwards, mould work some size,etc. craft calculate, Strive to design the structure of every part of the mould and assembly relation with the best cost performance, Confirm the appearance of the mould on this basis, has finished the installation diagram and non-standard part picture. Confirm the type of the press and main parameter finally.Keyword: punching hole mould;blanking die;bending mould;punching press;punching machine.Keyword: mould;blanking die;bending mould;punching press;punching machine目录1 前言 (I)1.1 选题研究意义 (I)2.确定工件的工序方案 (1)2,1长度方向的计算 (2)2.2宽度方向的计算 (2)3.落料模的设计 (2)3.1 冲裁件的工艺性 (2)3.2 冲裁间隙3.3 凸凹模工作尺寸制造公差的确定.3.3.1 3.3.1凸凹模尺寸计算应遵循如下原则: (3)3.3.2 凸凹模的工作尺寸的计算: (4)3.4 冲裁力、卸料力和推件力的计算:3.4.1冲裁力的计算 (5): (5)3.4.2 计算推件力F推: (6)3.4.3 计算卸料力F卸3.5确定压力中心排样、搭边与料宽3.5.1 排样 (7)3.5.2 搭边 (7)3.5.3 条料宽度的确定 (8)3.6 凸、凹模的设计3.6.1 凸模的设计 (9)3.6.a 凸模强度 (10)3.6.b压弯凸模的设计3.6.2 凹模的设计 (11)a.凹模的刃口形式 (11)b.凹模的外形及尺寸 (12)3.6.3 凸凹模的固定方法a.凸模的固定 (12)b.凹模的固定 (12)3.7 定位零件的设计与选用3.7.1.导料板的选用 (12)3.7.2.侧刃的选择 (12)3.8 模架的尺寸和结构形式3.8.1 模架的结构形式 (12)3.8.2 模架的尺寸 (12)3.9 卸料零件3.9.1 卸料板的选择 (13)3.9.2 卸料螺钉 (13)3.9.3 弹压装置的选用 (13)3.10 压力机的选择3.10.1 压力机的公称压力 (13)3.10.2 压力机的各参数选择 (13)3.11 导向零件 (13)3.12 落料模的说明 (14)4 冲孔模的设计4.1 冲裁件的工艺性 (14)4.1 冲裁件的工艺性 (14)4.1.1 冲裁体的尺寸精度和断面粗糙度 (14)4.2 冲裁间隙 (14)4.3 凸凹模工作部分尺寸与公差 (15)4.3.1 冲孔部分刃口计算 (15)4.3.2 用配合加工法的尺寸计算 (15)4.5冲裁工艺力的确定 (15)4.5 冲模的压力中心的确定 (16)4.6 定位装置 (16)4.7 卸料装置 (16)4.7.1 弹压卸料板的设计 (16)4.7.2 卸料螺钉的结构形式卸料螺钉的设计 (17)4.7.3 卸料板弹簧安装方法与有关尺寸 (17)4.8 漏料孔 (18)4.9 模架的结构形式和有关尺寸 (18)4.9.1 模架的有关尺寸 (18)4.10 导向零件 (18)4.10.1 导柱、导套的尺寸结构 (19)4.10.2 导料销的选择 (19)4.10.3 螺钉及销钉的选择 (19)4.11压力机的选择与模具的安装 (19)4.11.1 作用在模柄上的冲裁力必须不小于P (20)4.11.2 各压力机的各参数选择 (20)4.11.3 模具的安装 (20)4.12 说明5 第一道弯曲模设计 (21)5.1 弯曲件的工艺性 (21)5.1.1 最小弯曲半径 (21)5.1.2 弯曲件的直边高度 (21)5.1.3 弯曲件孔边距离 (21)5.1.4 弯曲件的精度 (21)5.2 弯曲件的回弹5.2.1 影响回弹的因素 (21)5.2.2 回弹角的大小 (21)5.2.3 减少回弹角的措施 (21)5.3 弯曲力的计算5.3.1 弯曲力的大小 (22)5.3.3 弯曲时压力机公称压力的确定 (22)5.4 弯曲模的间隙5.5 弯曲模工作部分尺寸计算 (23)5.5.1 凸模圆角半径 (23)5.5.2 凹模圆角半径 (23)5.5.3 凸、凹模工作部分的尺寸与公差 (23)5.6 压力机的选择5.6.1 压力机的公称压力 (23)5.6.2 压力机各参数 (23)5.7 模架的设计与有关尺寸5.7.1 模架的结构形式 (24)5.7.2 模架的有关尺寸 (24)5.8 导向零件5.8.1 导柱、导套的尺寸、结构 (14)5.9 顶出机构5.9.1 顶板与凹模的配合 (25)5.9.2 顶板的尺寸 (25)5.10 模具的安装5.10.1 模具安装的注意事项 (26)5.10.2 模具安装的一般次序 (26)6 最后一道弯曲模设计6.1 弯曲件的工艺性 (27)6.1.1 弯曲件如图所示: (27)6.1.2 最小弯曲半径 (27)6.1.3 弯曲件直边高度 (27)6.1.4 弯曲件的精度 (27)6.2 弯曲件的回弹.6.2.1 影响回弹的因素 (28)6.2.2 回弹角的大小 (28)6.2.3 减小回弹的措施 (28)6.3 弯曲力的计算6.3.1 弯曲力的大小通常采用经验公式 (28)6.3.2 顶件力或压料力F1 (29)6.3.3 弯曲时压力机公称压力的确定 (29)6.4 弯曲模的间隙6.5 弯曲模工作部分尺寸计算.6.5.1 凸模圆角半径rp (29)6.5.2 凹模圆角半径rd及凹模深度L (29)6.5.3 凸、凹模工作部分的尺寸公差 (29)6.6 压力机的选择 (30)6.7 模架的设计与有关尺寸 (30)6.8 顶出机构 (30)6.9 模具的安装 (31)6.9.1模具安装的注意事项 (31)6.9.2 模具安装的一般次序 (31)7. 结论与展望 (32)8. 致谢 (33)9. 参考文献 (34)1 确定件的工序方案根据工件的形状.材料.厚度及实际加工的需要,生产工件的工序过程如下:1. 从板料上冲出落料件(该落料件即为弯曲体的展开图的外轮廓形体。