第2章 提花机装造.ppt
- 格式:ppt
- 大小:3.44 MB
- 文档页数:56
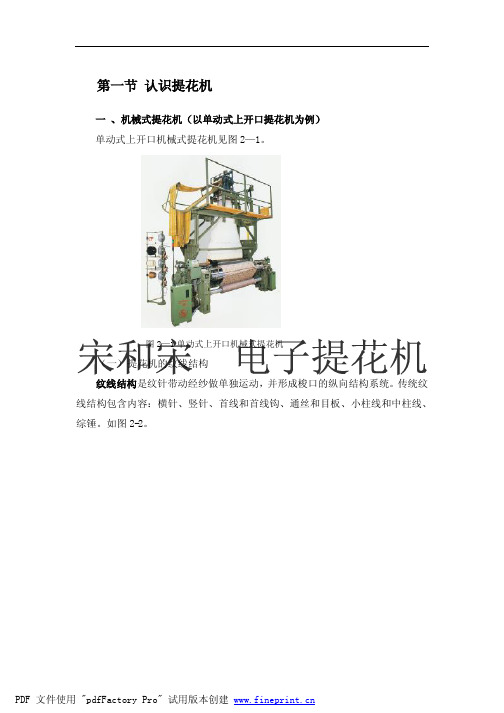
第一节认识提花机一、机械式提花机(以单动式上开口提花机为例)单动式上开口机械式提花机见图2—1。
图2—1单动式上开口机械式提花机(一)提花机的纹线结构纹线结构是纹针带动经纱做单独运动,并形成梭口的纵向结构系统。
传统纹线结构包含内容:横针、竖针、首线和首线钩、通丝和目板、小柱线和中柱线、综锤。
如图2-2。
图2—2 单花筒提花机开口机构简图l一综丝2一重锤3一通丝4一日板5一首线6一底板7一竖针8一刀架9一提刀10一横针11一弹簧12一横针板13一花筒14一纹板(二)纹线结构的关系1、提花机的开口机构配置一组竖针(直针或竖钩)和一个刀架,刀架8上装有若干把提刀9,见图2—2。
刀架由主轴直接传动来提升竖针。
主轴转一圈,刀架升降二次,形成一次梭口。
2、经纱穿过综丝1的综眼,综丝下端吊着重锤2,起着回综的作用;通丝穿过目板4的孔眼与钩子相连接,钩子上端是首线5,竖针通过首线和通丝相连接。
3、当竖针钩端位于提刀之上时,刀架向上运动,提刀就随之提起竖针。
通过首线、钩子、通丝、编带线将综丝提起,穿在综眼中的经纱被提升。
4、刀架上升同时底板6下降,没有被提升的竖针随之下降,所控制的经纱下降。
提升的经纱形成梭口上层,下降的经纱形成梭口下层。
纹线结构的特点在一个花纹循环中,一般有这样的一一对应关系:一根横针→一根竖针一根首线→一根通丝→一根综丝→一根经纱。
(四)提花机的工作原理1、管理经纱提升次序的装置是花筒13和纹板14。
每一根竖针都配置一根横针10,在横针弹簧和竖针本身双钢针结构弹力作用下,横针总是推动竖针靠近提刀,使竖针钩置于提刀之上。
横针左端伸出横针板12,在横针板前有花筒13,在花筒上套有纹板,在花筒移近横针板时,横针在弹簧的作用下进入纹板和花筒的孔眼中。
2、当纹板上对应横针处无孔时,纹板即把横针推向右方,同时推动竖针右移,使其离开提刀。
所以,纹板上有孔,对应的竖针置于提刀之上,和提刀一起上升,受该竖针控制的经纱也上升。
古代多综多蹑提花织机结构及装造形式探讨罗群【摘要】摘要:古代中国东周至魏晋提花丝织品多以经锦为主,经锦的各项织物参数无不反映使用多综多蹑织机生产的技术特点,古代文献中有多综多蹑织机的文字记载,但没有装造形式的图文说明。
装造工艺的复原是多综多蹑织机复原的主要内容,一个合理的装造必须使装造工艺省时有效,因为装造是提花机构,所以它还必须满足可以有效进行织造生产,从这两点出发可以探讨建立一个合理的装造形式。
【期刊名称】丝绸【年(卷),期】2011(048)005【总页数】3【关键词】多综多蹑织机;装造;踏板;综片根据历史文献和发掘出的丝绸文物可以确定,中国提花织造技术经历了原始提花腰机、低花本机和多综多蹑(踏板)织机、花楼束综提花机3个主要发展阶段[1]。
多综是提花丝织品生产所需的一种纹样存储方式,提花信息存储在若干综片内,织造时综片依次提升释放信息于织物上,综片的组合和空间的排列便形成装造形式;多蹑是提升多综的机械结构,两者是彼此相关的。
从织机的发展过程可以了解,每一种织机的装造形式都有与之相应的机构形式,因此在讨论装造之前先论述两种多综多蹑提花织机的结构是必要的。
1 多综多蹑提花织机结构的两种形式1.1 鸦儿木与机身垂直的织机结构多综多蹑织机最适合生产经锦,目前在四川的成都双流县还保存着原始多综多蹑织机,因踏板上有踏桩,形似丁桥,又称丁桥织机(图1),综片数30余,生产窄幅锦带,但丁桥织机并不适合制织古代的经锦。
古代经锦从织物图案的经向循环长度来看,所需的综片从十几片到一百多片不等,多数经锦幅宽在50 cm左右,经密很大。
以战国的“对龙对凤”锦为例,需46余片纹综,每一片纹综提起的经线数皆为3 200根。
假设织机开口时综线与织物的距离为100 cm,提升高度20 cm,单根经线张力为14.7 cN(15g),则单根综线垂直分力为14.7×2×(20/100)=5.88 cN,一片综垂直分力合计5.88×3 200=18 816 cN=188.16 N。
成都纺织高等专科学校自编讲义纹织设计概述一、织物的分类:(一)素织物:应用基原组织构成表面素洁的织物。
(二)花织物:小花纹织物:用变化组织及联合组织所构成的织物,在多臂机上制织。
大花纹织物:简称纹织物,一个花纹循环的经纬线数很多,必须在提花机上制织。
二、纹织设计和工作步骤:要经过品种设计、纹样设计、意匠、轧纹板、装造、试织等工序。
第一章提花机装造使经丝受提花机控制并按照纹样与组织设计的要求作开口运动的工作称为装造。
它包括综锤、综丝及通丝的准备;穿目板,挂通丝,吊柱及穿经、穿筘,吊棒刀,加装伏综、半综、前综等辅助装置。
第一节提花机工作原理一、提花机各构件名称:二、提花机工作原理:纹板有孔,经丝提升,形成上层梭口;纹板无孔,经丝不提升,形成下层梭口。
第二节提花机各构件顺序与纹样方向的关系在提花机上,为使装造工作中的穿挂吊接不搞错,必须将横针、直针、通丝等各构件编号,编号顺序根据意匠图来定。
意匠图→纹板→横针→竖针→通丝→综丝→经丝(织物)意匠图中:一个纵格代表一根纹针(经丝),纵格的次序从右到左,即意匠图右侧第一纵格代表第一根纹针,管理每花左侧的第一根经丝。
一个横格代表一块纹板(纬丝),横格的次序从下到上,意匠图最下面第一横格代表第一块纹板,织造中的第一根纬线。
左右手提花机的区别:右手机—手柄在右,花筒在左,花筒顺时针转动。
左手机—手柄在左,花筒在右,花筒逆时针转动。
一、右手织机提花机各构件编号:从机前看,花筒在左侧,纹板首端在机前。
纹板孔次序为自右而左,自上而下。
(上即首端)横针与纹板孔相对应,机前最上一针为第一针,自上而下,自前向后。
竖针与横针相对应,机前最左侧为第一针,自左向右,自前向后。
目板孔次序为自机前向机后,自左向右。
经丝次序为自左向右。
纹板编连次序为1号→N号。
注:织物图案若要与意匠图一致,织物应反织,织机上织物正面纹样与意匠图相反,下机后两者纹样一致。
但若织物图案左右对称,则可正织。
第二章提花机装造装造就是为使经纱受提花机控制所进行的一系列工作。
包括提花龙头的修整和确定安装高度,重锤、综丝、通丝的准备,穿目板、挂通丝、吊综丝、穿综、穿筘、吊棒刀等和一些辅助装置的安装工作。
第二章提花机装造本章要点1.提花机装造基本类型、纹针数计算2.目板的作用和通丝穿入目板孔方法3.提花机各构件编号,经、纬纱排列顺序4.多把吊的意义、多把吊与棒刀的配合第二章提花机装造第一节装造基本类型和纹针数选用第二节纹线结构和通丝计算第三节目板计算及穿法第四节提花机各构件的排列顺序第五节多把吊与棒刀装置第一节装造基本类型和纹针数选用在纹织物织造时,要根据产品的幅宽、花数、经密、织物组织等选用合适的装造方式。
•装造基本类型单造单把吊单造多把吊多造造:目板沿纬纱方向划分的区域称“造”把吊:一根纹针在一个花纹循环中控制的经纱根数称为“把吊”对称和混合装造 电子提花机装造第一节装造基本类型和纹针数选用 单造单把吊单造是指纹针、目板沿纬纱不再分区。
单把吊是指一个纹针在一个花纹循环中只控制的一根经纱。
第一节装造基本类型和纹针数选用 单造多把吊单造多把吊是指一根纹针在一个花纹循环中控制的两根或两根以上的经纱。
第一节装造基本类型和纹针数选用多造在织造重经、双层或多层织物时,为方便生产,常将两个或两个以上系统的经纱由不同的纹针来控制。
在目板沿纬纱方向也要分成相应的区域。
双造大小造三造第一节装造基本类型和纹针数选用 对称和混合装造对于具有左右对称图案的花纹,可以把图案视为方向相反的两个花纹循环,以简化上机,减少纹针数。
此时,意匠图只需画出一半(左半花或右半花),由同一纹针下的两根通丝左右相反方向穿入目板,既对称装造。
当花纹图案中既有对称花纹又有非对称图案时称为混合花纹。
混合花纹一般采用混合装造。
第一节装造基本类型和纹针数选用 电子提花机装造电子提花机的装造通常比较简单,与单造单把吊类似。
•纹针数选用单造单把吊纹针数的选用内经纱数花数纹针数=一个花纹循环经纱数=一个花纹幅宽×经纱密度=单造多把吊纹针数的选用一个花纹循环经纱数把吊数 内经纱数花数把吊数纹针数==第一节装造基本类型和纹针数选用•纹针数选用多造纹针数的选用纹针数=一造纹针数×造数一造纹针数==一个花纹循环经纱数造数内经纱数花数造数1.多造第一节装造基本类型和纹针数选用•纹针数选用纹针数=大造纹针数+小造纹针数2.大小造大造纹针数=×大造(甲经)内经纱数花数把吊数小造纹针数=小造(乙经)内经纱数花数第一节装造基本类型和纹针数选用第一节装造基本类型和纹针数选用辅助针的选用1.边针控制边经的纹针称为边针,一般采用2~4针。
(精品提花装造工艺任务:对工厂的提花装造进行设计和上机生产。
技能目标:会装造工艺运算和能够进行通丝穿目板。
能力目标:归纳、分析的逻辑思维和空间想象能力。
知识目标:了解提花机的机构、原理,熟悉装造的过程、内容与方法。
纹织物的花纹循环经纱数可达数千根,这些经纱在提花机上受纹针的操纵,按照意匠图设计的花纹图案,织出丰富多彩的纹织物。
装造设计是纹织物生产特有的设计内容之一。
装造确实是提花机操纵经纱受所进行的一系列工作。
装造设计是纹织物织造过程中的重要工作之一,包括提花龙头的调整,重锤、综丝、通丝的预备,穿目板、挂通丝、吊综丝、穿综、穿筘、等工作。
由于纹织物的组织结构不同,花型不同,装造工作也就有所不同。
纹织物的装造设计在组织结构设计和纹样设计之后进行。
装造设计是一项十分复杂细致的工作,必须弄清各构件的作用原理及相互之间的联系,在产品设计时应充分利用原有的装造或采纳最佳的装造方案,以利于提高生产效率,减少白费,提高产品质量。
在认识提花装造设计往常,必须先了解提花机的机构、工作原理与规格。
一、机械式提花机(以单动式上开口提花机为例)单动式上开口机械式提花机见图2—1。
图2—1单动式上开口机械式提花机(一)提花机的纹线结构纹线结构是纹针带动经纱做单独运动,并形成梭口的纵向结构系统。
传统纹线结构包含内容:横针、竖针、首线和首线钩、通丝和目板、小柱线和中柱线、综锤。
如图2-2。
图2—2 单花筒提花机开口机构简图l一综丝2一重锤3一通丝4一日板5一首线6一底板7一竖针8一刀架9一提刀10一横针11一弹簧12一横针板13一花筒14一纹板(二)纹线结构的关系1、提花机的开口机构配置一组竖针(直针或竖钩)和一个刀架,刀架8上装有若干把提刀9,见图2—2。
刀架由主轴直截了当传动来提升竖针。
主轴转一圈,刀架升降二次,形成一次梭口。
2、经纱穿过综丝1的综眼,综丝下端吊着重锤2,起着回综的作用;通丝穿过目板4的孔眼与钩子相连接,钩子上端是首线5,竖针通过首线和通丝相连接。
第二章提花机装造装造就是为使经纱受提花机控制所进行的一系列工作。
包括提花龙头的修整和确定安装高度,重锤、综丝、通丝的准备,穿目板、挂通丝、吊综丝、穿综、穿筘、吊棒刀等和一些辅助装置的安装工作。
第二章提花机装造本章要点1.提花机装造基本类型、纹针数计算2.目板的作用和通丝穿入目板孔方法3.提花机各构件编号,经、纬纱排列顺序4.多把吊的意义、多把吊与棒刀的配合第二章提花机装造第一节装造基本类型和纹针数选用第二节纹线结构和通丝计算第三节目板计算及穿法第四节提花机各构件的排列顺序第五节多把吊与棒刀装置第一节 装造基本类型和纹针数选用 在纹织物织造时,要根据产品的幅宽、花数、经密、织物组织等选用合适的装造方式。
• 装造基本类型单造单把吊单造多把吊多造 造:目板沿纬纱方向划分的区域称“造” 把吊:一根纹针在一个花纹循环中控制的经纱根数称为“把吊”对称和混合装造 电子提花机装造第一节装造基本类型和纹针数选用 单造单把吊单造是指纹针、目板沿纬纱不再分区。
单把吊是指一个纹针在一个花纹循环中只控制的一根经纱。
第一节装造基本类型和纹针数选用 单造多把吊单造多把吊是指一根纹针在一个花纹循环中控制的两根或两根以上的经纱。
第一节装造基本类型和纹针数选用多造在织造重经、双层或多层织物时,为方便生产,常将两个或两个以上系统的经纱由不同的纹针来控制。
在目板沿纬纱方向也要分成相应的区域。
双造大小造三造第一节 装造基本类型和纹针数选用 对称和混合装造 对于具有左右对称图案的花纹,可以把图案视为方向相反的两个花纹循环,以简化上机,减少纹针数。
此时,意匠图只需画出一半(左半花或右半花),由同一纹针下的两根通丝左右相反方向穿入目板,既对称装造。
当花纹图案中既有对称花纹又有非对称图案时称为混合花纹。
混合花纹一般采用混合装造。
第一节装造基本类型和纹针数选用 电子提花机装造电子提花机的装造通常比较简单,与单造单把吊类似。
• 纹针数选用单造单把吊纹针数的选用内经纱数花数纹针数=一个花纹循环经纱数=一个花纹幅宽×经纱密度=单造多把吊纹针数的选用一个花纹循环经纱数把吊数 内经纱数花数把吊数纹针数= = 第一节 装造基本类型和纹针数选用•纹针数选用多造纹针数的选用纹针数=一造纹针数×造数一造纹针数==一个花纹循环经纱数造数内经纱数花数造数1.多造第一节装造基本类型和纹针数选用• 纹针数选用纹针数=大造纹针数+小造纹针数2.大小造大造纹针数= ×大造(甲经)内经纱数花数把吊数小造纹针数= 小造(乙经)内经纱数花数第一节 装造基本类型和纹针数选用第一节装造基本类型和纹针数选用辅助针的选用1.边针控制边经的纹针称为边针,一般采用2~4针。