特殊过程确认记录(喷漆)
- 格式:xls
- 大小:17.00 KB
- 文档页数:1
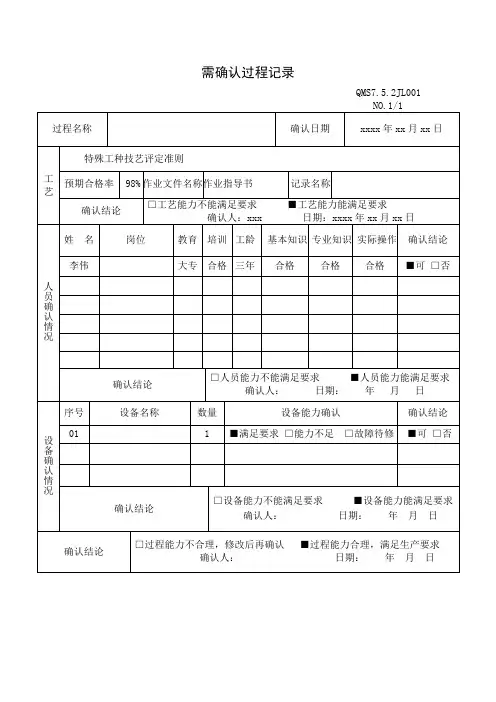

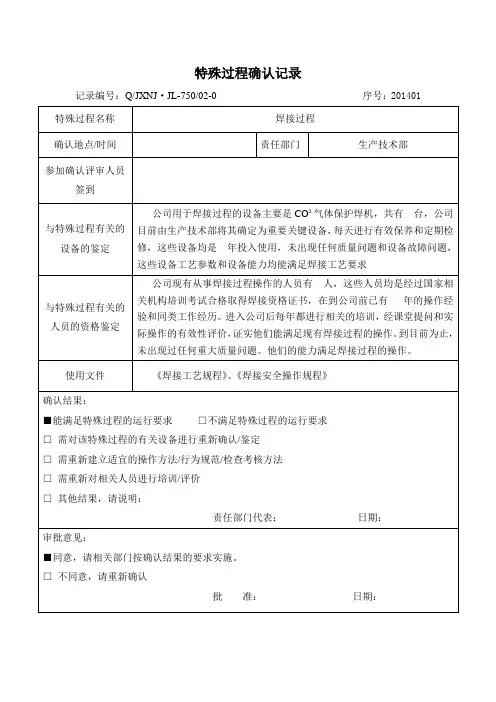
特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备认可过程文件记录焊接本工序操作工:XXX\XXX本工序所用设备:名称:二保焊型号:XXX本工序执行文件:《焊接作业指导书》本工序记录包括:《焊接过程操作记录》确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足焊接工作的要求,可以从事焊接工作。
二保焊机接地良好,焊丝直径0.8—1.2mm,二氧化碳气体,焊接过程中佩戴防静电手套,根据焊件厚度选择焊丝直径。
综上所述,所用设备的能力满足要求。
文件中规定了焊接的准备工作及焊接操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了焊接过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:焊接过程具备满足策划要求的能力,可以生产。
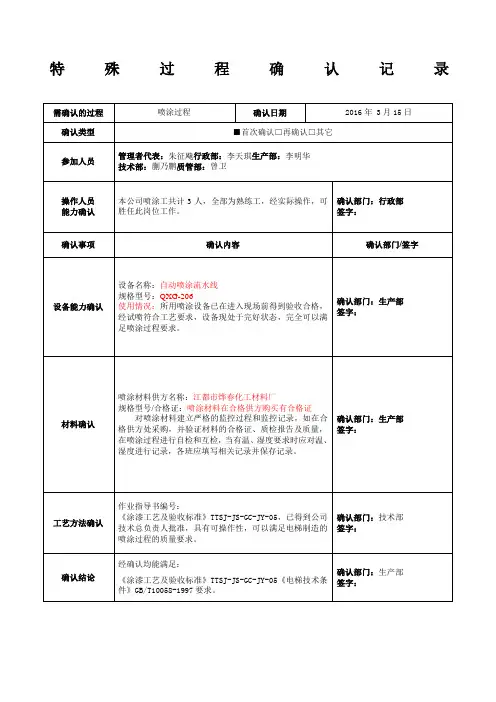
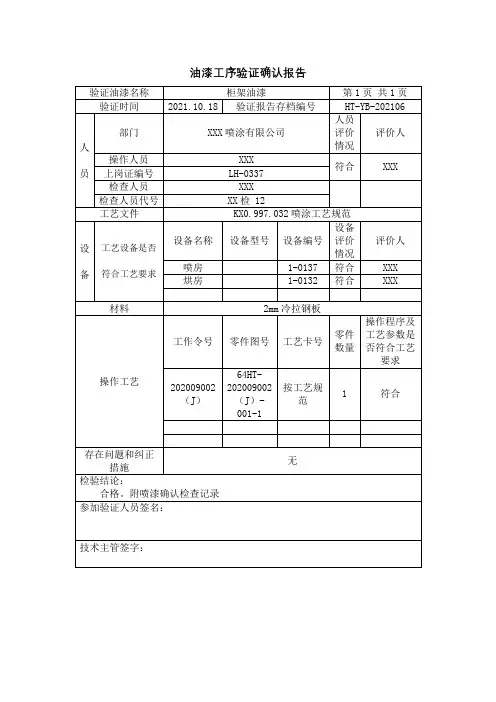
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日特殊过程确认报告JL-7.5-017-X/0 过程名称人员资格设备能力作业文件记录喷漆车间主任:XXX具有三年工作经验,技术熟练,能够胜任本职工作。
本工序操作工:XXX本工序所需主要设备有:空气压缩机以上设备为2013年新购设备,性能良好,使用正常。
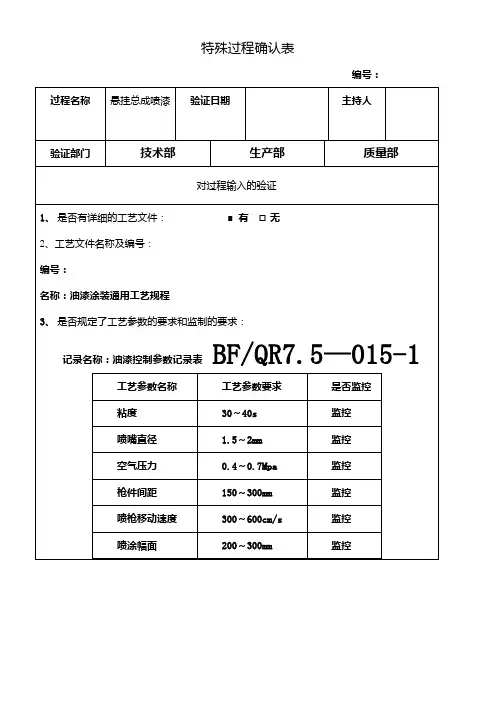
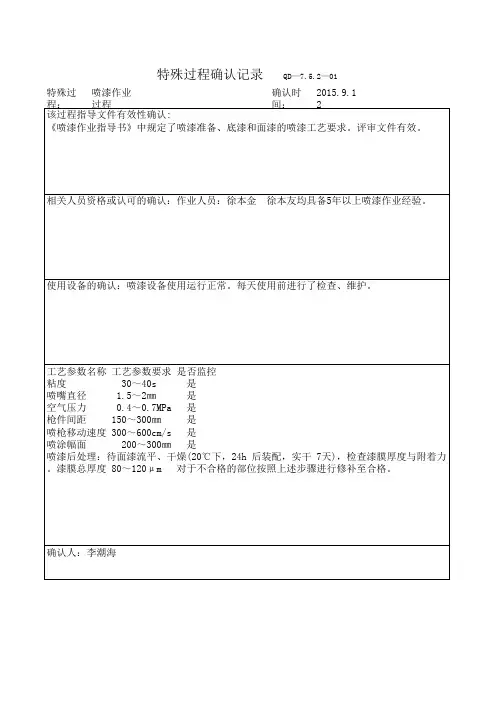
本工序执行文件:《喷漆工艺要求》规定了具体的操作方法和工艺参数。
本工序记录包括:《喷漆工作记录表》,对操作内容和操作人员进行了记录。
确认情况以上人员均经过本公司培训考核合格,以往的工作成绩良好。
综上所述,以上人员能够满足喷漆工作的要求,可以从事喷漆工作。
设备能够满足要求文件中规定了喷漆的准备工作及喷漆操作要求,经实际工作验证,适宜本公司的实际情况,满足使用要求。
记录中显示了喷漆过程的工艺控制情况,能够证实操作人员按操作规程操作的程度,起到了监视和测量的作用,满足要求。
评审及批准确认结论:喷漆过程具备满足策划要求的能力,可以生产。
参加评审人员:XXX、XXX、XXX批准人:XXX XX年XX月XX日。
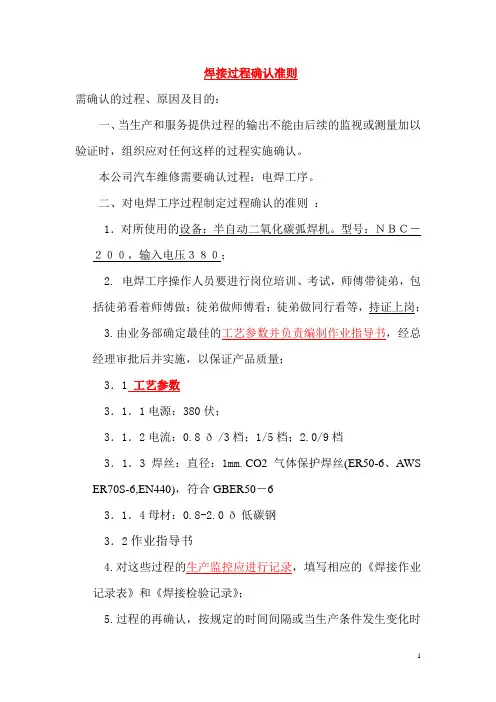
焊接过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:电焊工序。
二、对电焊工序过程制定过程确认的准则:1.对所使用的设备:半自动二氧化碳弧焊机。
型号:NBC-200,输入电压380;2. 电焊工序操作人员要进行岗位培训、考试,师傅带徒弟,包括徒弟看着师傅做;徒弟做师傅看;徒弟做同行看等,持证上岗;3.由业务部确定最佳的工艺参数并负责编制作业指导书,经总经理审批后并实施,以保证产品质量;3.1工艺参数3.1.1电源:380伏;3.1.2电流:0.8 ð /3档;1/5档;2.0/9档3.1.3焊丝:直径:1mm.CO2气体保护焊丝(ER50-6、AWS ER70S-6,EN440),符合GBER50-63.1.4母材:0.8-2.0 ð低碳钢3.2作业指导书4.对这些过程的生产监控应进行记录,填写相应的《焊接作业记录表》和《焊接检验记录》;5.过程的再确认,按规定的时间间隔或当生产条件发生变化时(如原材料( 焊条、钣材、设备、员工的变化等),应对上述过程进行再确认,确保对影响过程能力的变化及时做出反应,根据需要对相应的生产工艺和作业指导书进行更改,执行《文件控制程序》的有关规定。
三、使用完好的生产设备,并安排适宜的工作环境,应按规定对设备进行维护保养。
、设施能力及维护保养严格执行《设备管理办法》的要求,并保存维护保养记录。
四、对生产过程实施监控,认真作好自检(检查本工序产品)、互检(检查上工序产品)、专检(专职检验员),并作相应记录。
喷漆过程确认准则需确认的过程、原因及目的:一、当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认。
本公司汽车维修需要确认过程:喷漆工序。
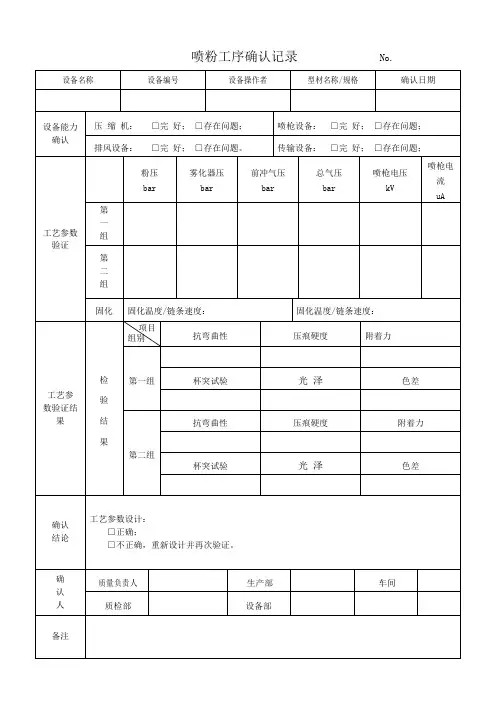
二、对喷漆工序过程制定过程确认的准则:1.对所使用的设备:烤漆房、空气泵、喷枪。
作业文件特殊过程确认准则编制:生产部审核:批准:发布:2017.05.01 实施:2017.05.011 目的为了确保特殊过程的结果,持续地满足生产合格产品的能力。
2 适用范围适用于生产过程中的焊接过程。
3 术语和定义4 职责生产部是特殊过程确认的归口部门,根据其对产品实现策划后所确定的特殊过程,规定其确认的内容,频次,方法和记录,并组织相关部门(人员)实施。
5 确认程序5.1特殊过程确认的依据。
5.1.1生产部负责根据所确定的特殊过程,规定特殊过程车间质量标准和岗位技能要求及特殊过程所用的设备。
5.2确认的频次和内容5.2.1生产部根据所确定的特殊过程,规定确认时机,通常应考虑以下情况:a.特殊过程的结果不符合要求或波动较大;b.作业指导书或参数发生变化时;c.设备工具的配置变化时;d.使用材料发生变化时;e.特殊岗位人员变化时;f.其它认为需要时。
5.2.2确认内容特殊过程确认的内容,由生产部根据其过程特点而定,包括:a.特殊过程的相关参数如(焊接过程的电流、电压要求等)及辅助材料质量等;b.特殊过程使用的设备,工具材料等;c.特殊过程岗位人员的教育、培训、技能和经验。
5.3确认方法5.3.1特殊过程的确认,采取现场跟踪确认的形式。
5.4确认记录5.4.1由生产部根据其特殊过程的确认内容,确认记录,记录应明确确认的依据、时间、内容、确认人,确认特殊过程的产品名称(规格)过程和相关人员、设备、工具及结果。
5.4.2确认记录应由生产部填写,一式二份,与相关车间各保存一份。
注:由于公司特殊过程的相关参数需要严格保密,故生产中参数依据各车间制定的标准执行。
6 相关文件7 记录7.1特殊过程确认记录部门:生产部(铆焊组)编号:DG/ST-101编制:批准:部门:生产部(防腐组)编号:DG/ST-101编制:批准:。
特殊过程能力确认标准一、喷漆、喷塑过程能力确认标准1、工作程序外观(目测)1.1 喷涂种类(如:塑粉或漆)、颜色与图纸要求由生产部确认是否一致。
1.2 一般情况下,产品喷涂表面外观在使用时要求100%进行检验(员工自检),检验方式依据本标准。
1.3 外观缺陷:有缩孔、针孔、杂质点、漏底、涂层厚度明显不均、流泪、预处理不良有锈、表面有污斑、不光滑、不平整、桔皮、花斑、凹坑等。
1.4 外观和颜色检验的环境:1.4.1 色板采用客户样件或经客户认可的签样。
1.4.2在天然散射光线或光照度不低于2×40w光源环境下,以目视方法进行。
背景颜色为中灰色。
1.4.3 检查距离:被测品与眼睛的距离为500mm,检验时在±15°范围内旋转。
1.5 涂膜附着力检验(划格实验,基体金属为铁、钢、铝及铝合金):1.5.1 采用划格—胶带粘贴法测定漆膜附着力,每批次以一件或两件检验则可。
不合格时可用加严检验。
1.5.2 检验方法:使用锋利刃口的刀片(刃口宽要求0.05mm,刃口达到0.1mm时必须重新磨刃口),沿能确保得到直线切口的导向器,刃口在相对涂面35-45度角,均速划线。
划线位置距产品边缘最近距离不应小于2mm,切口要保证切到基体,在涂膜上,切出每个方向是6至11条切口的格子图形,切口以1mm间隔隔开,长度约20mm。
对于涂膜厚度大于50μm,小于125μm(喷塑要求厚度80--150μm,喷漆要求厚度20--26μm),切口以2mm 的间隔隔开。
在将格子区切屑用软刷或软纸清除后,撕下一段粘附力在2.9N/10mm(300GF/10mm) 以上的胶带,将格子区全部覆盖,用手磨擦胶带,确保已完全粘牢后,拿住胶带的一端,沿着与其原位置尽可能接近180º的方向迅速(不要猛烈)将胶带撕下,然后用放大镜或肉眼观察。
如果沿切口的边和方格部分有涂层脱落,损伤的区域为格子的5%以上,再重复上述方法检验。
CQI-12特殊过程:喷漆系统评估Special Process:Coating System Assessment简介总则CQI-12准备工作:特殊过程:CSA由AIAG喷漆工作组编写。
这些喷漆标准作为客户和产品要求的补充要求。
CSA可以用来评测一家企业达到评估标准的能力,也可以是达到客户要求,行业规定和企业自定的标准。
CSA可以在企业与其供应商之间使用在CSA中,“必须”一词表明这是一项自我评估要求。
如果未能达到标准,则测评结果显示为“不理想”或“需要立即改进”。
“应该”一词表达了某项建议。
如果在文中出现“比如”一词,则说明下列建议仅供参考。
流程步骤CSA支持ISO/TS 16949:2002中描述的汽车流程步骤。
喷漆系统评估目标CSA的目标是对喷漆管理系统的发展,强调对整个供应链中的缺陷预防、减少波动和浪费。
CSA配合国际公认的质量管理系统和适用的客户特定要求,详细说明了喷漆管理系统的基本要求,CSA旨在为汽车生产件和售后服务件公司提供一个共同的喷漆管理系统方法。
评估过程除非客户有特别要求对CSA要求的符合程度进行再次检查,一般情况下评估过程每年进行一次。
每次评估必须包括使用CSA对企业系统进行检查。
连续作业审核(见第三部分)必须采集汽配制造商的零部件样本检测其是否符合CSA的标准。
评估必须使用ISO/TS 16949:2002规定的流程步骤来评审/评测审核员资格审核员必须具有下列具体经验,才能来进行喷漆系统评估:1、资深的质量管理系统(QMS)内部审核员(如ISO/TS 16949:2002,ISO9001:2000)2、审核员必须具有喷漆专业知识。
包括至少5年的喷漆工作经验,或接受过正规化学/化工教育和喷漆工作时间不少于5年3、审核员必须具有包括SPC,MSA,PPAP,FMEA以及APQP等汽车质量核心工具的相关知识,并能熟练运用其它要求企业必须保留相关记录,证明已达到CSA标准,同时记录所有为改善不理想的评估项目而采取的适当改进计划。