国内外催化裂化催化剂技术的新进展
- 格式:doc
- 大小:30.50 KB
- 文档页数:3
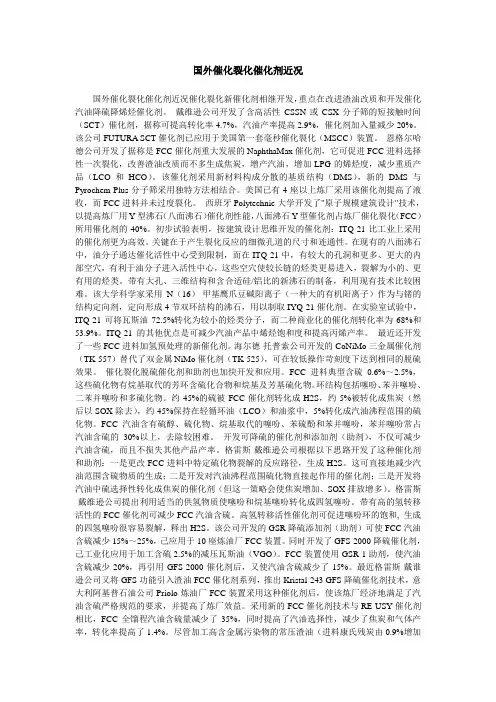
国外催化裂化催化剂近况国外催化裂化催化剂近况催化裂化新催化剂相继开发,重点在改进渣油改质和开发催化汽油降硫降烯烃催化剂。
戴维逊公司开发了含高活性CSSN或CSX分子筛的短接触时间(SCT)催化剂,据称可提高转化率4.7%,汽油产率提高2.9%,催化剂加入量减少20%。
该公司FUTURA SCT催化剂已应用于美国第一套毫秒催化裂化(MSCC)装置。
恩格尔哈德公司开发了据称是FCC催化剂重大发展的NaphthaMax催化剂,它可促进FCC进料选择性一次裂化,改善渣油改质而不多生成焦炭,增产汽油,增加LPG的烯烃度,减少重质产品(LCO和HCO)。
该催化剂采用新材料构成分散的基质结构(DMS),新的DMS与Pyrochem-Plus分子筛采用独特方法相结合。
美国已有4座以上炼厂采用该催化剂提高了液收,而FCC进料并未过度裂化。
西班牙Polytechnic大学开发了"原子规模建筑设计"技术,以提高炼厂用Y型沸石(八面沸石)催化剂性能,八面沸石Y型催化剂占炼厂催化裂化(FCC)所用催化剂的40%。
初步试验表明,按建筑设计思维开发的催化剂:ITQ-21比工业上采用的催化剂更为高效。
关键在于产生裂化反应的细微孔道的尺寸和连通性。
在现有的八面沸石中,油分子通达催化活性中心受到限制,而在ITQ-21中,有较大的孔洞和更多、更大的内部空穴,有利于油分子进入活性中心,这些空穴使较长链的烃类更易进入,裂解为小的、更有用的烃类。
带有大孔、三维结构和含合适硅/铝比的新沸石的制备,利用现有技术比较困难。
该大学科学家采用N(16)-甲基鹰爪豆碱阳离子(一种大的有机阳离子)作为与锗的结构定向剂,定向形成4节双环结构的沸石,用以制取IYQ-21催化剂。
在实验室试验中,ITQ-21可将瓦斯油72.5%转化为较小的烃类分子,而二种商业化的催化剂转化率为68%和53.9%。
ITQ-21的其他优点是可减少汽油产品中烯烃饱和度和提高丙烯产率。
中国石油大学(北京)现代远程教育毕业设计(论文)国内外催化裂化催化剂技术的新进展姓名:学号:性别:专业:批次:电子邮箱:联系方式:学习中心:指导教师:2011年9月15日国内外催化裂化催化剂技术的新进展摘要通过叙述催化裂化催化剂的发展历史以及对国内外催化裂化催化剂的举例,简单阐述了近年来国外催化裂化催化剂的发展水平以及所达到的裂解效果,其中渣油催化裂化技术的发展主要有IsoCat 工艺和CCET技术,国外重油转化催化剂技术新进展主要包括国外Crace Davison、Albemarle、Engelhard 这三家巨头公司所研究的产品的介绍。
以及国内与国外催化裂化催化剂技术的对比,对比较结果的分析与总结。
关键词:催化裂化;催化剂目录第一章催化裂化催化剂发展 (1)第二章国内外催化裂化催化剂技术新进展 (2)2.1国内催化剂技术进展 (2)2.2国外催化剂技术进展 (4)第三章总结 (7)致谢 (8)参考文献 (9)第一章催化裂化催化剂发展21世纪以来,随着人们生活水平的不断发展,在大量使用石油产品的同时,其环保意识也在不断地增强,环保立法也不断完善,继而推动了清洁燃料的生产。
随着对轻质油品特别是对汽油需求量的增加,催化裂化无论是加工能力、装置规模,还是工艺技术均以较高的速度发展起来,其中催化裂化催化剂在催化裂化中的使用决定了催化裂化装置的生产水平。
下表1-1是基质组分的发展历程。
1-1 基质组分的发展历程催化剂是一种能影响化学反应速度,但其本身并不因化学反应的结果而消耗,也不会改变反应的最终热力学平衡位置的物质。
在工业催化裂化装置中,催化剂不仅对处理能力、产品分布和产品质量起着主要影响,而且对生产成本也有着重要影响。
催化剂的发展可以促进催化裂化工艺技术的发展,如分子筛催化剂的出现促进了催化裂化工艺的重大变革,提升管催化裂化工艺就是在这种情况下开发成功的。
催化裂化催化剂自1936年问世以来已经历了数十年的发展,主要有天然白土催化剂、全合成硅酸铝催化剂、半合成硅酸铝催化剂和分子筛催化剂等发展阶段。
催化裂化催化剂的发展历程及研究进展催化裂化是一种重要的石油加工技术,通过将石油分子在催化剂的作用下进行裂解,得到高附加值的产品,如汽油和石脂油。
催化裂化催化剂的发展历程可以追溯到20世纪初,经过了多个阶段的演进和改进。
本文将详细介绍催化裂化催化剂的发展历程及研究进展。
20世纪初,催化裂化催化剂主要采用天然矿物催化剂,如石英、蛭石等。
这些催化剂具有一定的催化活性,但缺乏稳定性和选择性,难以应对复杂的原料和严苛的工业操作条件。
20世纪30年代,随着石油需求的增加和技术的进步,人们开始研发新型催化剂。
那时,主要采用的是氧化物催化剂,如铝、硅等。
这些催化剂的活性和稳定性有了一定的提升,但仍然存在一些问题,如选择性不高、催化剂寿命短等。
20世纪50年代,人们开始尝试使用酸性功能组分的催化剂,如酸化铁、硫酸等。
这些催化剂具有较高的催化活性和选择性,但具有腐蚀性,容易造成催化剂失效和设备损坏。
20世纪60年代,人们将焦油催化裂化硅铝酸催化剂推向了催化裂化工业化生产的舞台。
这种催化剂具有良好的热稳定性和选择性,能够实现高效的催化裂化反应。
焦油催化裂化硅铝酸催化剂的应用推动了石油工业的发展,成为当时催化裂化的主流技术。
近年来,催化裂化催化剂的研究进展主要集中在以下几个方面:1.催化剂结构设计:通过调控催化剂的孔径分布、酸中心密度和酸强度等结构参数,以提高其活性、选择性和稳定性。
常见的结构设计方法包括合金化、钾的添加、微介孔化等。
2.催化剂负载材料研究:将催化剂负载在合适的载体上,可以提高催化剂的分散性和稳定性。
常用的载体材料包括Al2O3、SiO2、TiO2等。
3.催化剂表面改性:通过表面改性的方法,如纳米粒子修饰、溶胶-凝胶法制备等,可以改变催化剂的活性中心和表面酸性,以提高其催化效果。
4.新型催化剂开发:人们正在探索使用新型催化剂,如纳米材料、金属有机骨架材料(MOFs)等,以提高催化裂化过程的效率和选择性。

催化裂化催化剂的研究与应用催化裂化是一种重要的炼油工艺,其主要目的是将原油中的长链烃分子通过催化剂的作用裂解成更加有价值的短链烃分子。
催化裂化技术在炼油工业中具有广泛的应用,可以提高炼油产物的质量,并且有效地提高了炼油产品的产率。
而催化裂化催化剂的研究与应用则是催化裂化技术能够持续发展的重要保障。
一、催化裂化催化剂的研究现状催化裂化催化剂是催化裂化技术中最为关键的部分,其性能直接影响着催化裂化的效率和产品质量。
目前,催化裂化催化剂主要包括酸性固体催化剂和贵金属催化剂两大类。
酸性固体催化剂是催化裂化技术中使用最为广泛的催化剂,其主要成分包括硅铝酸盐和沸石等。
这类催化剂具有良好的酸性和孔道结构,可以有效地裂解重质原油中的长链烃分子。
近年来,随着炼油工业对产品质量要求的提高,科研人员对酸性固体催化剂的研究也在不断深入。
通过提高催化剂的酸性和表面积,优化催化剂的孔道结构等手段,使得酸性固体催化剂在催化裂化中的性能得到了显著提升。
贵金属催化剂是近年来催化裂化领域的一个研究热点。
与传统的酸性固体催化剂相比,贵金属催化剂具有更高的催化活性和选择性,可以实现更加精确的烃分子裂解,得到更加高品质的裂化产品。
目前,科研人员主要将贵金属催化剂应用于催化裂化技术中的深度加工环节,通过与酸性固体催化剂的结合使用,可以实现更加高效的原油加工和产品提纯。
二、催化裂化催化剂的应用现状催化裂化催化剂的应用主要体现在炼油工业中的实际生产中。
目前,国内外的炼油企业对催化裂化催化剂的应用已经非常成熟,可以实现从原油到成品油的高效加工转化。
在实际生产中,催化裂化催化剂的应用主要体现在以下几个方面:1.原油加工:催化裂化催化剂可以将重质原油中的长链烃分子裂解成较为轻质的烃类化合物,提高了成品油的产率,并且显著提高了成品油的质量。
在炼油厂的原油加工装置中,催化裂化催化剂是实现高效加工的关键。
2.产品提纯:通过催化裂化技术,可以将原油中的硫、氮、金属等杂质去除,得到更加纯净的成品油产品。
2023年催化裂化催化剂行业市场分析现状催化裂化催化剂是一种广泛应用于石油化工行业的催化剂。
随着全球能源需求的不断增长,催化裂化催化剂市场也在不断扩大。
本文将对催化裂化催化剂行业市场分析现状进行分析,并指出未来的发展趋势。
首先,就全球市场来看,催化裂化催化剂行业呈现出稳定增长的趋势。
目前,亚洲地区是全球催化裂化催化剂市场的主要消费地区,特别是中国和印度等新兴经济体的快速发展,推动了亚洲地区催化裂化催化剂市场的增长。
此外,北美和欧洲地区也是催化裂化催化剂市场的重要消费地区。
其次,催化裂化催化剂行业的竞争格局较为激烈。
市场上存在着多家国内外知名的催化剂生产企业,如沙特阿美、巴斯夫、中国石化等。
这些企业凭借其先进的生产技术和丰富的经验积累,占据了市场的相当份额。
此外,新兴的催化剂企业也在不断涌现,加剧了市场的竞争。
再次,催化裂化催化剂行业的技术发展日趋成熟。
催化裂化催化剂是一种复杂的材料,其研发需要投入大量的资金和人力资源。
随着科技的进步,催化裂化催化剂的制备方法和材料选择不断得到改进,使得产品的性能不断提高。
此外,新型催化材料的研发也成为行业的热点,如基于纳米技术的催化剂。
最后,催化裂化催化剂行业面临的挑战和机遇并存。
一方面,随着环保意识的增强和环保法规的不断加强,催化裂化催化剂行业面临着环保压力。
企业需要加大环保投入,提高产品的环保性能,以满足市场需求。
另一方面,随着全球能源结构的调整和新能源的发展,催化裂化催化剂行业也面临着市场机遇。
新能源的需求将推动催化裂化催化剂市场的发展,尤其是生物质能源和氢能源等领域。
综上所述,催化裂化催化剂行业市场具有稳定增长、激烈的竞争、成熟的技术和挑战与机遇并存的特点。
在未来,催化裂化催化剂行业将继续发展壮大,企业需要不断进行技术创新和提高产品质量,以在市场竞争中脱颖而出。
同时,企业还需要加大环保投入,满足市场和社会的需求。
浅谈催化裂化工艺及催化剂的技术进展催化裂化工艺及催化剂的技术发展至今经过了几十年的时间,该种技术在工业领域中得到了广泛的应用,并且在未来的发展前景客观。
基于此本文结合国内外催化裂化工艺及催化剂的技术进展,阐述当代催化裂化工艺及催化剂的特点和具体技术应用。
标签:催化裂化工艺;催化剂;能源开发石油化学工业作为化学工业的重要组成部分是近代发达国家的重要工业,然而20世纪70年代后由于原油价格的上涨而导致石油的发展速度急剧下降,而催化裂化工艺由于其拥有着较低的投资操作成本、高转化率以及原材料适应性强发展成为了实际炼油过程中的核心工艺,而且经过数十年的发展其技术比较成熟稳定,成为了炼化重油的一种较为重要的手段。
1 催化裂化工艺的技术进展1.1 当代催化裂化工艺的特点分析当代化工催化裂化工艺的特点如下:①技术稳定,可持续性应用;催化裂化工艺(英文缩写RFCC)一般由再生系统、分馏系统、吸收-稳定系统三部分组成,是石油二次加工的主要方法之一。
在高温和催化剂的作用下,使重质油发生裂化反应,转变为裂化气、汽油和柴油等的过程。
虽然目前世界对于重油提炼的工艺趋于成熟稳定,但就目前环境问题来讲各项技术仍有待提高,重油提炼出现了原材料的价格问题、环境问题、规格问题、石油化工的发展问题。
但是,催化裂化工艺对于环境保护法律规定的要求已经基本满足,使得此项技术未来可以取得长足的发展空间;②应用广泛;石油仍然是目前世界所需的重要能源,对于石油加工的新工艺就显得尤为重要,发达国家对于石油工业的生产水平已经占据前列,我国从20世纪60年代开始着手钻研石油工業也逐步迈入世界顶尖行列,目前我国自主研制的石油催化裂化工艺基本全方位覆盖本国石油行业,排入世界前列。
MGD和MIP工艺、催化汽油改制技术、催化裂化组合工艺、用添加剂强化的催化裂化工艺等已经被我国灵活运用到生产、生活等各个领域。
随着我国自主研究人员的不断努力,我国开发的催化裂化工艺可以有效的为各个企业取得优秀的经济效益,以及减轻原有重油炼制手段对于环境的危害。
催化裂化技术的现状及发展趋势
催化裂化技术是最近几年来人们极力推进研究的一个技术,它对于提高生物柴油的性能以及破坏有毒有机物质有显著的改善。
目前,催化裂化技术已经发展迅猛,并在未来的发展中有发挥出巨大的潜力,其中包括其在碳氢化合物低温裂化领域的巨量发展。
首先,催化裂化技术在开发绿色燃料、降低有毒物质的排放方面发挥着重要作用。
它为油脂,烃类,污染物,有毒有机物,废弃物,碳氢化合物等制备生物柴油等清洁能源提供了可能。
其中,碳氢化合物的低温裂烃技术可以提高生物柴油的收率,降低有毒有机物的排放,提高燃料的燃烧能效,为构建低碳的绿色社会奠定基础。
其次,催化裂化技术近年来发展迅猛,包括催化剂的合成,催化裂化反应机理,催化剂和反应条件等。
例如,今年在日本开发出用于催化裂化柴油的新型钴催化剂。
此外,也合成了用于催化裂化石油、烃类和有机废料等材料的新型催化剂,例如以钯和钼为分子基础的纳米微粒等。
另外,催化裂化技术也受到国内外科学家的研究关注,已经取得了显著的进展。
国外的研究主要集中在改进催化加氢裂化反应最前沿的技术和装置技术以及提高反应温度和在碳氢化合物低温裂化方面取得巨大进展。
至于国内,主要工作集中在改进催化剂和催化反应机理以及提高催化裂化反应效率的方面,如金属催化剂和非金属催化剂的研究以及反应温度的改进等,以期在技术发展上取得突破性进展。
总的来说,催化裂化技术的发展取得了显著的成绩,在未来的研究中,将会继续完善并发展其本身的技术,并继续在低温碳氢化合物催化裂烃方面展示出巨大的潜力。
国外馏分油加氢裂化技术新进展中国石油大庆石化公司炼油厂二加氢车间摘要 :介绍了国外馏分油加氢裂化工艺、催化剂、内部构件的新进展及工业应用情况 ,指出了今后加氢裂化工艺和催化剂的发展方向。
关键词 :加氢裂化工艺催化剂进展为满足清洁燃料升级换代和提高柴汽比的需要,欧洲许多炼油厂正在研究新建加氢裂化装置的方案。
自1987 年以来 ,美国炼油厂原油加工能力增加不到10% ,但加氢裂化加工能力却增加近40% ,许多炼厂已新建和扩建了加氢裂化装置。
进入21 世纪,加氢裂化技术的工业应用已进入一个黄金期,技术也有了新的进展。
1馏分油加氢裂化工艺技术进展目前,世界各国加氢裂化装置所采用的技术主要由UOP公司、雪佛龙公司、法国石油研究院及壳牌公司提供。
截至2000年,UOP公司的Unicracking技术已被142套装置采用,总能力超过1.45亿吨/年;雪佛龙公司的Isocracking技术被50多套装置采用,总能力超过3750万吨/年;法国石油研究院的加氢裂化技术被40套装置采用,总能力超过5000万吨/年;壳牌公司的加氢裂化技术被20套新建装置和12套改造装置所采用。
1.1UOP公司的加氢裂化工艺技术UOP公司开发的加氢裂化技术已工业应用40多年。
自1990年以来,采用UOP技术新建的加氢裂化装置有44套 ,其中 1999年以来新建的装置就有12套。
UOP公司的加氢裂化技术不但工业应用最多、总加工能力最大,而且不断有新的进展UOP公司Unicracking工艺的最新进展包括HyCy2cle工艺和APCU技术。
1.1.1HyCycle工艺HyCycle工艺采用了数项独特的专利设计,在低单程转化率(20%~40%)的情况下,可达到完全转化操作(99.5%)的目的。
其设计要点包括HyCycle分离器/精制段,反应器反序串联流程以及新型分馏塔设计(分壁塔)。
在该工艺中,未转化油和裂化产品在反应压力下分离,裂化产品在气相中进行后精制。
我国催化裂化技术发展现状及前景一、技术水平提升近年来,我国催化裂化技术取得了显著的技术进步,主要体现在以下几个方面:1. 催化剂性能提升:研发新型催化剂,提高催化裂化反应活性和选择性,从而提高产品收率和质量。
2. 反应工艺优化:通过改进反应工艺条件,提高反应转化率和产品收率,同时降低能源消耗和环境污染。
3. 设备更新换代随着技术的不断发展,催化裂化设备也在不断更新换代。
新型催化裂化设备具有更高的传热效率、更低的能源消耗和更好的环保性能。
同时,设备的自动化和智能化水平不断提高,降低了人工成本和操作难度。
二、绿色环保方向随着环保意识的不断提高,绿色环保成为催化裂化技术发展的重要方向。
具体表现在以下几个方面:1. 减少污染物排放:采用新型催化剂和反应工艺,降低催化裂化过程中的污染物排放量,实现清洁生产。
2. 能源高效利用:优化能源利用结构,提高能源利用效率,减少能源浪费和环境污染。
3. 废弃物资源化:对催化裂化过程中的废弃物进行资源化利用,如生产硫酸、水泥等产品,实现废弃物的增值和环保利用。
三、工业互联网融合工业互联网技术的不断发展,为催化裂化技术的数字化转型提供了有力支持。
通过将工业互联网技术与催化裂化技术相结合,可以实现生产过程的全面数字化管理和智能控制,提高生产效率和产品质量。
四、产业链协同发展催化裂化技术作为石油化工产业链中的重要环节,需要与上下游产业协同发展。
通过加强与相关产业的合作,优化原料采购、产品销售等环节,提高产业链的协同效应和整体竞争力。
五、国际化战略布局随着全球化进程的不断深入,我国催化裂化技术也在积极拓展海外市场,进行国际化战略布局。
通过参与国际技术交流与合作,开展国际项目合作等方式,推动我国催化裂化技术的国际化发展。
六、智能化生产应用智能化生产是指通过应用人工智能、大数据、物联网等技术,实现生产过程的自动化、信息化和智能化。
在催化裂化技术领域,智能化生产的应用可以提高生产效率、降低能耗和减少人力成本。
我国催化裂化工艺技术进展催化裂化工艺技术是一种将重质烃类裂解为轻质烃类和汽油等燃料的重要手段。
在我国,随着石油化工行业的快速发展,催化裂化工艺技术也取得了显著的进步。
本文将简要回顾我国催化裂化工艺技术的发展历程,介绍技术创新与应用情况,并展望未来的发展前景。
自20世纪50年代以来,我国催化裂化工艺技术经历了从引进到自主研发的过程。
早期,我国从国外引进了一批先进的催化裂化装置和技术,在消化吸收的基础上,逐渐开始自主创新。
到20世纪80年代,我国已成功开发出具有自主知识产权的催化裂化工艺技术,并在大型工业装置上得到应用。
进入21世纪,我国催化裂化工艺技术水平进一步提升,已成为世界催化裂化工艺技术的重要研发和应用大国。
近年来,我国催化裂化工艺技术在技术创新和应用方面取得了许多重要成果。
在催化剂的种类和性能方面,通过优化制备工艺和组分设计,成功开发出多种高效、环保型催化剂。
这些催化剂在提高产品收率、降低能源消耗、减少污染物排放等方面具有显著优势。
在反应器设计方面,我国已成功开发出多套具有自主知识产权的反应器设计。
这些反应器在提高原料适应性、优化产品分布、降低能源消耗等方面表现出色。
例如,某新型反应器采用独特的结构设计,有效提高了催化剂的利用率和产品的分离效果,降低了装置的运行成本。
展望未来,我国催化裂化工艺技术将继续深入研究和技术创新。
随着环保要求的日益严格,开发高效、环保型催化裂化工艺技术将成为重要方向。
通过优化催化剂和反应器设计,降低污染物排放,提高资源利用率,实现绿色生产。
市场对燃料油和化工产品的需求将持续增长,因此催化裂化工艺技术的研究和应用将更加注重产品结构的优化和多样性的拓展。
例如,通过引入新的反应条件和原料,开发生产高附加值化学品的技术,提高企业的经济效益。
随着智能化和自动化的快速发展,催化裂化工艺技术将更加注重信息技术和自动化技术的应用。
通过建立自动化控制系统和实时监测分析系统,提高装置的运行效率和安全性,实现生产过程的智能化和信息化。
檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵檵殝殝殝殝国内外行业发展动态Grace公司催化裂化催化剂技术最新进展郭 臖 景 丽 李 琰(中国石油兰州化工研究中心,甘肃兰州730060)摘 要: 综述了格雷斯(Grace)公司RiveMolecularHighwayTM技术、ACHIEVE催化剂平台技术、MIDASR重油转化催化剂平台技术、OlefinsUltra烯烃助剂技术、GBA丁烯助剂技术、REpLaCeRR无/低稀土催化剂平台技术,并对上述技术的应用进行了展望。
关键词: Grace公司 催化裂化 进展 综述文章编号: 1674-1099 (2021)01-0059-04 中图分类号:TQ426 95 文献标志码: A收稿日期:2020-11-26。
作者简介:郭臖,女,1978年出生,2015年毕业于莫斯科国立技术大学环境工程专业,硕士,高级工程师,现在中国石油兰州化工研究中心工作,主要从事炼油行业的信息研究与咨询工作。
格雷斯(Grace)公司成立于1854年,总部位于美国马里兰州哥伦比亚市,全职雇员6700人。
该公司为全球最早研究和生产催化裂化催化剂的公司,不仅是全球炼油催化剂的领先者,也是催化裂化和加氢催化剂的全球主要供应商,其高性能特种化学品和材料的营销范围遍及全球150余个国家和地区。
近年,Grace公司相继推出RiveMolecularHighwayTM技术、ACHIEVE催化剂平台技术、MIDASR重油转化催化剂平台技术、OlefinsUltra烯烃助剂技术、GBA丁烯助剂技术、REpLaCeRR无/低稀土催化剂平台技术。
1 RiveMolecularHighwayTM技术1 1 技术内容MolecularHighwayTM介孔分子筛技术最早起源于麻省理工学院,由成立于2006年的Rive技术公司完成了该技术的工业化开发和应用。
与常规分子筛中含有的无序介孔不同,该技术可以在分子筛晶体中引入有序的、水热稳定性良好的丰富介孔结构,并可以对介孔的尺寸和数量进行有效控制,改善了分子筛的有序结构和性能。
我国催化裂化工艺技术进展一、本文概述催化裂化(FCC)作为一种重要的石油加工技术,在我国石油工业中占据着举足轻重的地位。
随着科技的不断进步和环保要求的日益严格,我国催化裂化工艺技术也在持续发展和创新。
本文旨在全面概述我国催化裂化工艺技术的最新进展,包括技术原理、工艺流程、催化剂研发、设备改进以及环保措施等方面的内容。
通过对这些方面的深入探讨,本文旨在展示我国催化裂化工艺技术在提高石油资源利用效率、促进石油工业可持续发展以及减少环境污染等方面的积极贡献。
本文还将对催化裂化工艺技术的发展趋势进行展望,以期为相关领域的科研人员和企业提供有益的参考和借鉴。
二、催化裂化工艺技术的基本原理催化裂化(Catalytic Cracking)是一种重要的石油加工过程,主要目的是将重质烃类转化为更有价值的轻质产品,如汽油、煤油和柴油等。
其基本原理是利用催化剂加速烃类分子在高温高压环境下的热裂解反应,使长链烃类断裂成较短的链烃,从而改善产品的品质和产量。
催化裂化工艺主要包括热裂化和催化裂化两个阶段。
热裂化是在没有催化剂的情况下,通过高温使烃类分子发生热裂解,生成较小的烃分子。
然而,这个过程的选择性较差,会产生大量的裂化气和焦炭,导致产品收率较低。
催化裂化则是在热裂化的基础上引入催化剂,通过催化剂的选择性吸附和表面酸性,使得烃类分子在较低的温度下就能发生裂解,同时提高裂解的选择性和产品的收率。
催化剂的活性、选择性和稳定性对催化裂化过程的影响至关重要。
在催化裂化过程中,烃类分子首先被催化剂表面的酸性位点吸附,然后在催化剂的作用下发生裂解反应。
生成的较小烃分子随后从催化剂表面脱附,进入气相,最后通过冷凝和分离得到所需的产品。
随着科技的不断进步,我国的催化裂化工艺技术也在不断发展。
新型的催化剂、反应器和工艺条件的优化等技术的发展,使得催化裂化过程的效率和选择性得到了显著提高,为我国石油工业的发展做出了重要贡献。
三、我国催化裂化工艺技术的现状我国催化裂化工艺技术自上世纪五十年代引进至今,经历了从引进消化到自主创新的发展历程,目前已经形成了具有自主知识产权的催化裂化工艺技术体系。
及研究进展2023-10-28CATALOGUE 目录•催化裂化催化剂概述•催化裂化催化剂的发展历程•催化裂化催化剂的研究进展•催化裂化催化剂的未来发展及挑战•结论与展望01催化裂化催化剂概述催化裂化催化剂是一种固体酸催化剂,用于促进石油烃类的大分子裂解成小分子,同时增加低沸点、高价值产品的产率。
催化裂化催化剂定义催化裂化催化剂可以提供活性位点,促进烃类分子的裂解、异构化和氢转移等反应,同时具有高选择性和高转化率的特点。
催化裂化催化剂作用催化裂化催化剂的定义与作用不同类型催化裂化催化剂酸性催化剂(如Y型、X型、ZSM-5等)、基性催化剂(如钙型、钠型等)、金属氧化物催化剂(如V2O5-WO3/TiO2等)。
不同类型催化裂化催化剂特点不同类型的催化裂化催化剂具有不同的酸性和活性特点,可以根据不同原料和产品需求进行选择。
催化裂化催化剂的种类与特点催化裂化催化剂发展历程从20世纪50年代开始,催化裂化技术逐渐发展并应用于工业生产,随着技术的进步,新型的催化裂化催化剂不断涌现。
催化裂化催化剂现状目前的催化裂化催化剂已经实现了高度专业化和精细化,不仅提高了产品的质量和产量,还降低了能耗和环境污染。
催化裂化催化剂的历史与现状02催化裂化催化剂的发展历程总结词第一代催化裂化催化剂主要基于氧化铝和氧化硅为载体,使用稀土元素和碱金属作为活性组分,具有较高的裂化活性和稳定性。
详细描述第一代催化裂化催化剂在上世纪60年代开始商业应用,主要基于氧化铝和氧化硅为载体,通过添加稀土元素和碱金属进行改性,提高了催化剂的活性和稳定性。
该催化剂在当时具有较高的裂化选择性,能够有效地将大分子烃类裂解成小分子烃类。
总结词第二代催化裂化催化剂在第一代催化剂的基础上,使用了新型载体材料和活性组分,进一步提高了裂化活性和选择性,同时降低了压力和温度要求。
详细描述第二代催化裂化催化剂在上世纪80年代开始商业应用,在第一代催化剂的基础上,使用了新型载体材料如分子筛等,并优化了活性组分的组成,进一步提高了催化剂的活化和选择性。
国内外催化裂化催化剂技术的新进展一、催化裂化催化剂发展
21世纪以来,随着人们生活水平的不断发展,在大量使用石油产品的同时,其环保意识也在不断地增强,环保立法也不断完善,继而推动了清洁燃料的生产。
随着对轻质油品特别是对汽油需求量的增加,催化裂化无论是加工能力、装置规模,还是工艺技术均以较高的速度发展起来,其中催化裂化催化剂在催化裂化中的使用决定了催化裂化装置的生产水平。
催化剂是一种能影响化学反应速度,但其本身并不因化学反应的结果而消耗,也不会改变反应的最终热力学平衡位置的物质。
在工业催化裂化装置中,催化剂不仅对处理能力、产品分布和产品质量起着主要影响,而且对生产成本也有着重要影响。
催化剂的发展可以促进催化裂化工艺技术的发展,如分子筛催化剂的出现促进了催化裂化工艺的重大变革,提升管催化裂化工艺就是在这种情况下开发成功的。
最早的催化剂取自天然白土如高岭土等。
全合成硅酸铝催化剂由硅酸钠、硅酸铝、氢氧化镁等原料组成,由于无晶体结构,因此也称
为无定形硅酸铝催化剂。
较早使用的催化剂中Al
2O
3
含量为10%~13%,
称为低铝硅酸铝催化剂。
后期又出现了Al
2O
3
含量为24%~26%的高铝
硅酸铝催化剂,以满足市场要求。
半合成硅酸铝催化剂结合了全合成硅酸铝催化剂和天然白土催化剂的优点,其中的合成硅酸铝成分,改进了催化剂的化学选择性,天然成分改善了催化剂的不稳定性,提高了催化剂的抗老化和抗失活能力,同时还降低了生产成本。
分子筛裂化催化剂的出现,带来了催化裂化的一次飞跃,这种结晶硅酸铝,比无定型硅酸铝有高的多的活性、更好的选择性,因此逐步取代了无定形硅酸铝催化剂。
目前使用的分子筛主要是Y型分子筛,其中又分为REY、REHY、HY、USY等类型,早期的分子筛催化剂分子筛含量约8%~10%,随着催化剂工艺的发展,催化剂中的分子筛含量逐步上升。
二、国内外催化裂化技术的新进展
1、国内催化剂技术进展
随着我国炼油工业的发展,对催化裂化催化剂的要求也不短变化。
本文介绍一下能进一步提高重油的裂化能力,满足催化裂化原料重质的需求的重油催化剂。
由于我国催化裂化装置重油掺炼水平较高,进而促进了重油催化裂化催化剂的发展。
我国重油催化剂的主要突出表现在:很强的重油裂化能力、良好的抗重金属污染能力、较低的干气和焦化产率以及较低的催化剂单耗。
催化裂化催化剂性能必须满足催化裂化的不同要求,如原料、装置工艺、产物分布、油品质量、环保法规等。
炼厂增效和装置运行需求决定了催化裂化催化剂的性能要求,近年来除了对催化剂的常规要求如满足抗磨损、低价格、目的产品收率高、汽油辛烷值较高等方面的要求外,催化剂在适合加工重油原料、改善油品质量(如汽油烯烃、硫含量)、满足特殊的产品分布需求(如多产柴油、低碳烯烃等)、满足转化和产品需要的催化裂化新工艺相匹配的催化剂以及适应环境保护的需要等方面做了许多工作。
重质原油/含酸原油的加工、向石油化工延伸增加炼油装置效益以及因环保要求提高燃料油产品质量和限制装置污染物排放是今后工作的重点,新的FCC工艺技术的开发主要围绕这些主题进行。
同时一些新的设备,如新型喷嘴、快分、终端设备、气提装置和再生器等都有已经成功地在工业FCC装置使用。
FCC装置是的大型化使得干气的利用具有经济性,而FCC装置加工含氧化物也是一些炼油企业提高效益的有效途径。
(1)Orbit系列重油裂化催化剂
由中国石化石油化工科学研究院开发的Orbit系列重油裂化催化剂大分子裂解能力强,焦炭选择性好,具有较高的轻质油收率,同时可兼顾汽油辛烷值。
该系列催化剂水热稳定性好,具有一定的抗重金属污染能力,可适用于原料油质量较差、剂油比较低的状况。
(2)抗钒污染的系列催化剂
从中国石化洛阳化工总厂重油催化裂化装置1997年使用CHV-1催化剂的情况看:在原料比重为0.9108和残炭6.3%、平衡催化剂上镍、钒含量分别为8700µg/g和3500µg/g、反应温度和再生温度分别为5090C和6670C等条件下轻质油收率达71.21%,总液体收率为81.43%
焦炭产率为9.34%。
表明该剂具有较高的钒容纳能力、产品分布较好、重油裂化能力强。
(3)多产柴油的系列催化剂
为了适应国内提高催化裂化装置柴油比的要求,石油化工科学研究院开发了以MLC系列催化剂为代表的多产柴油催化剂。
该剂在苛刻的条件下,具有水热稳定性好、活性保留度高、机械强度好、重油裂化能力强的特点,可用于加工重质原料,与相应的工业技术配合可提高柴油产率。
中国石化沧州炼油厂重油催化裂化装置应用MLC-500催化剂,并配合多点进料和调整汽、柴油切割点,总液体收率为79.18%,柴油产率达37.71%,柴汽比达1.27.。
(4)大庆减压渣油裂化催化剂
为配合催化裂化装置加工全大庆减压渣油原料,中国石化石油化工学院针对渣油大分子的扩散—传质机理而专门开发出重质油催化剂DVR系列的催化剂。
该系列催化剂采用专利大孔基质以及精心设计孔梯度及酸梯度的复合分子筛配方,不仅有利于实施“高温瞬时热击”裂化原理,也有利于强化重质油转化,降低胶质、芳烃的生焦率。
2、国外催化技术进展
国外三大公司(Crace Davison公司、Albemarle 公司、Engelhard 公司)的渣油催化裂化各具特色,近年来,Grace Davison 公司重油转化催化剂推出了Impact催化剂家族技术(2003年底),Albemarle 公司借助ADM氧化铝基质和其ADM材料协同作用,提高大分子裂化能力,有效捕集镍和钒,减少气体和焦炭产率。
Engelhard 公司基于DMS基质推出了一系列重油转化催化裂化催化剂。
这些技术的进展,实现了重油催化裂化水平的提高和轻质油品收率的提高。