第三章开清棉资料
- 格式:ppt
- 大小:11.90 MB
- 文档页数:10

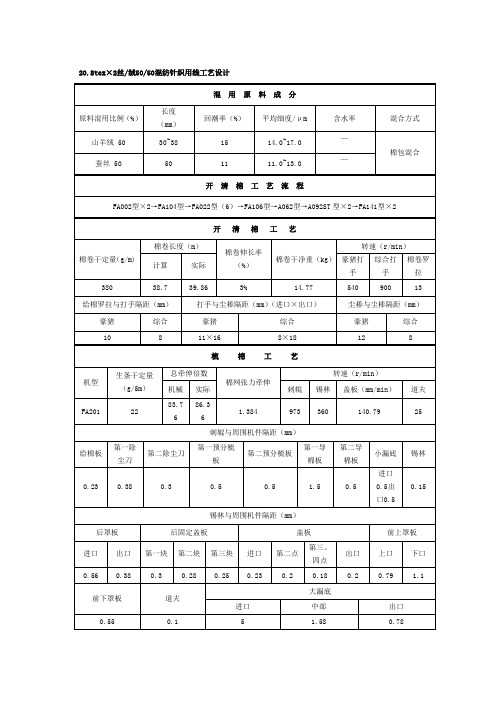
20.8tex×2丝/绒50/50混纺针织用线工艺设计混用原料成分原料混用比例(%)长度(mm)回潮率(%)平均细度/μm 含水率混合方式山羊绒 50 30~38 15 14.0~17.0  ̄棉包混合蚕丝 50 50 11 11.0~13.0  ̄开清棉工艺流程FA002型×2→FA104型→FA022型(6)→FA106型→A062型→A092ST型×2→FA141型×2开清棉工艺棉卷干定量(g/m) 棉卷长度(m)棉卷伸长率(%)棉卷干净重(kg)转速(r/min)计算实际豪猪打手综合打手棉卷罗拉380 38.7 39.86 3% 14.77 540 900 13 给棉罗拉与打手隔距(mm)打手与尘棒隔距(mm)(进口×出口)尘棒与尘棒隔距(mm)豪猪综合豪猪综合豪猪综合10 8 11×16 8×18 12 8梳棉工艺机型生条干定量(g/5m)总牵伸倍数棉网张力牵伸转速(r/min)机械实际刺辊锡林盖板(mm/min)道夫FA201 22 83.7686.361.384 973 360 140.79 25刺辊与周围机件隔距(mm)给棉板第一除尘刀第二除尘刀第一预分梳板第二预分梳板第一导棉板第二导棉板小漏底锡林0.23 0.38 0.3 0.5 0.5 1.5 0.5进口0.5出口0.50.15锡林与周围机件隔距(mm)后罩板后固定盖板盖板前上罩板进口出口第一块第二块第三块进口第二点第三、四点出口上口下口0.56 0.38 0.3 0.28 0.25 0.23 0.2 0.18 0.2 0.79 1.1前下罩板道夫大漏底进口中部出口0.55 0.1 5 1.58 0.78并条工艺道别机型条子干定量(g/5m)并合数总牵伸倍数各区牵伸倍数前罗拉速度(m/min)机械实际1~2 2~3 3~4头并FA311 21 8 8.40 8.38 4.85 1.018 1.7 296 二并FA311 20.5 8 8.55 8.58 7.30 1.018 1.14 268 罗拉握持距(mm)罗拉加压(N)罗拉直径(mm)喇叭口直径(mm)1~2 3~4 1×2×3×41×2×3×435.5 45 294×294×392×39235×35×35×35 3.8~4.0 35.5 45 294×294×392×392 35×35×35×35 3.8~4.0粗纱工艺机型粗纱干定量(g/10cm)总牵伸倍数后区牵伸倍数计算捻度(捻/10cm)捻系数罗拉中心距(mm) 罗拉加压(N) 机械实际1~2 2~3 1×2×3FA401 5.5 7.47 7.45 1.26 4.43 104 44 46 200×150×120罗拉直径(mm)轴向卷绕密度(圈/10cm)转速(r/min) 锭翼绕纱集合器口径(mm)钳口隔距(mm)1×2×3前罗拉锭子锭端压掌前区喂入后区28×25×28 37 264 960 3/437×48×5.5 8×4.5 5.5细纱工艺机型细纱干定量(g/100m)公定回潮率(%)总牵伸倍数后区牵伸倍数捻向计算捻度(捻/10cm)捻系数罗拉中心距(mm)机械实际1~2 2~3FA506 1.921 8.3 29.63 28.63 1.06 Z 65.06 305 43 50罗拉加压(N)罗拉直径(mm)转速(r/min)皮圈钳口(mm)钢领钢丝圈型号集合器口径(mm)1×2×31×2×3前罗拉锭子型号直径(mm)140×100×14025×25×25 314.34 16060 4 PG1BU 7/0 2.5络筒工艺机型槽筒转速(r/min)清纱器张力圈重量(g)形式隔距1332M 2487 清纱板0.37 16。
开清棉中开清的原理开清棉是一种将纯棉从其它杂质中分离的机械处理方法,通过一系列的处理过程和设备,将棉花中的杂质和短纤维剔除,使得最终的产品能够具备更好的纯度和品质。
开清棉的原理主要包括破棉和清棉两个过程。
破棉是指将原棉经过加工处理,使其纤维变得更细软、更容易开放,以便更好地进行清洁分离。
清棉是指将经过破棉处理后的原棉进行进一步的清洁分离,将其中的杂质、短纤维等剔除,获得纯棉。
首先,开清棉的第一步是破棉。
在这一步中,原棉会经过一系列的处理过程,如除杂、清洁和破块,以便更好地进行开清分离。
除杂是指将原棉中的附着物、杂草和其他杂质进行清除,以减少对后续处理过程的影响。
清洁是指通过水洗或其他清洁剂,将原棉中的污垢和杂质清洗干净,以提高纯度。
破块是指将原棉进行脱胶、松软处理,使其纤维变得更细软,方便后续的分离过程。
接下来,开清棉的第二步是清棉。
在这一步中,经过破棉处理后的原棉会经过一系列的设备进行进一步的清洁分离。
首先是棉花开松机,它通过电动机驱动的刀片或锯齿,在将原棉进行搅拌、撕裂的同时,将纤维逐渐开放,使其更加纤细。
接下来是棉花清分机,它利用风机和筛网的作用,将开松后的纤维和杂质进行分离。
其中,风机通过吹风的方式将轻杂质如棉籽等吹走,而重杂质如短纤维则通过筛网的筛分作用进行剔除,从而获得纯棉。
总结来说,开清棉的原理是通过破棉和清棉两个步骤,对原棉进行了细化和清洁分离,以获得纯度更高的棉花产品。
这其中,破棉过程主要是通过除杂、清洁和破块等处理,使原棉纤维变得更细软,方便后续的分离;清棉过程则是通过开松机和清分机等设备,对破棉后的原棉进行具体的清洁分离,将杂质和短纤维等剔除,从而得到纯棉。
这种机械处理方法有效地提高了纯棉的质量和纯度,使其能够更好地满足市场需求和消费者的需求。