船体放样与号料
- 格式:doc
- 大小:148.00 KB
- 文档页数:4



船舶建造流程(3)船体放样号料与钢材预处理船舶建造流程(3)船体放样号料与钢材预处理首先说明船体建造流程1船体放样与号料,就是将设计部门设计的型线图、结构图按比例进行放样展开,以得到船体构件的真实形状和实际尺寸,然后再将这些已经展开的零件,通过样板、图纸()、数控等不同的号料方法,实尺画(割)在钢板或型材(球扁钢、角钢)上。
船体放样和号料目前已全部由手工转为计算机(样板制作依然需手工完成,不过依据的图纸也是由计算机完成的)制作,主要是利用相关生产设计或专门放样得软件进行展开,给出零件套料图(一般以分段为单位,方便后续零件的堆放和转运)、数控切割程序(切割机下料使用)、以及零件加工数据。
一般分为结构线生成、零件生成和套料。
2钢材预处理。
供船体结构使用的板材和型材,由于轧制和运输堆放过程中的各种影响,会产生变形和锈蚀,为保证质量,在切割前需要进行除锈,喷涂车间底漆,矫正,这个过程叫做钢材预处理。
常用的除锈方法有抛丸除锈(使用离心式抛丸机的旋转叶轮将铁丸或其他的磨料高速喷射到钢板的表面使氧化皮和锈斑剥离)、化学除锈(使用某些酸液将氧化皮和锈斑反应掉,应用范围广,可以对铝板等除锈)。
目前常用的除锈和涂漆是由钢材预处理流水线完成的。
钢材预处理流水线是由钢材的除锈、喷漆、烘干等工序形成的自动作业流水线。
钢材预处理流水线的工艺流程:(1)先用电磁吊将钢材吊放到输送辊道上。
(2)辊道以3-4m/min的速度送入加热炉,使钢材温度达40~60℃,目的是去除钢板表面的水份,并使氧化皮、锈斑疏松,便于除去,同时可增加漆膜的附着性。
(3)钢板进入抛丸除锈机,抛丸装置自动地向钢板两面抛射丸粒(丸粒可回收再使用),并用热风除去钢板表面的灰尘。
一般要求除锈等级要达到Sa2.5级,及钢板表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(不包括疵点),但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
《船体放样》课程标准课程名称:船体放样适用专业:船舶工程技术1.课程的性质《船体放样》课程是船舶工程技术专业核心课程,是学生学习船舶制造与维修的专业课程。
其功能与教学目的是使学生对船体手工放样和船体数学放样有深的认识与理解,使学生具备从事船体放样与号料的专业技能,它要以船体识图与制图课程的学习为基础,也是进一步学习船体生产设计、船体构件加工与装配等课程的基础。
2.课程的设计思路本课程是以“船舶工程技术专业工作任务与职业能力分析表”中的船体构件加工装配工作项目设置的。
其总体设计思路是,以船体建造的实际工作过程为导向,以船体构件加工装配的专业知识学习领域工作任务为课程主线,以船体放样与号料的工作过程所需要的岗位职业能力为依据,根据学生知识与技能的特点,采用船体放样相关理论知识与典型案例相结合的方式来展现教学内容,通过学习领域、知识点、技能点典型案例分析与讲解等工作项目来组织教学。
本课程设计打破以知识传授为主要特征的传统学科课程模式,转变为按船体建造放样过程中各工艺阶段的工艺项目任务来设置课程内容,实施项目导向、任务驱动、教学做一体化教学。
构建基于现代船舶制造与维修工艺过程的“模块教学,阶段培养,循环实训,螺旋上升”的模块化课程体系”之目标。
工作任务模块主要包括船体手工放样和船体数学放样2个能力训练模块。
让学生在完成具体项目的过程中学会完成相应工作任务,并构建相关理论知识,发展职业能力。
课程内容突出对学生职业能力的训练,理论知识的选取紧紧围绕工作任务完成的需要来进行,同时又充分考虑了对理论知识学习的需要,并融合了相关职业资格证书如中级放样工对知识、技能和态度的要求。
模块一:船体手工放样;根据《船体结构与制图》书中的提供的150吨冷藏船的主尺度、型值表以及其它有关尺寸,教师先进行讲解,然后学生在一体化教室的图板上完成150吨冷藏船基线、格子线和轮廓线以及型线等手工放样的训练内容。
教师在学生进行手工放样的时候可以进行演示和辅导。
第二章船体放样与号料船体放样是船体建造的第一道工序。
所谓放样,其直接的含义是将图纸上按一定缩尺比例绘制的设计图,放大成1:1的实尺图样(或1:10、1:5的比例图样),作为船体构件下料、加工的依据。
由于船体表面是光顺的曲面,这就要求放大的图样也一定是光顺的。
因此,船体放样的目的不仅仅是将设计图放大,更重要的是要将设计图上因比例限制而隐匿的型值误差和曲线(面)不光顺因素予以消除,即对型线进行光顺;此外,还要补充进设计图中尚未完全表示出的内容;并依据放大、光顺的图样求取船体构件的真实形状和几何尺寸,为后续工序提供施工资料(样杆、样板和草图等)。
由此可知,放样既是设计意图的体现与完善,又是产生后续工序施工依据的重要环节。
常用的船体放样方法,有手工放样和数学放样之分。
手工放样包括按1:1比例绘图的实尺放样和按1:10(或1:5)比例绘图的比例放样,比例放样的优点在于能减小放样台面积,降低放样工作劳动强度,它的放样方法和实尺放样一样,只是所用的绘图比例、放样工具和技术要求有所不同。
数学放样则是用数学方程定义船体型线或船体型面,建立数学模型,借助于电子计算机完成船体放样。
数学放样将在第三章中介绍。
船体放样的内容,主要包括理论型线放样、肋骨型线放样、船体结构线放样、船体构件展开和提供后续工序所需资料等几部分。
船体构件号料,就是依据放样提供的构件样板、草图、样杆和数据,在乎直的钢板和型材上划(印)出构件的切割线及加工线等。
同时,还要在材料上合理地排列各构件图样,以求省料省工,这一工作称为套料。
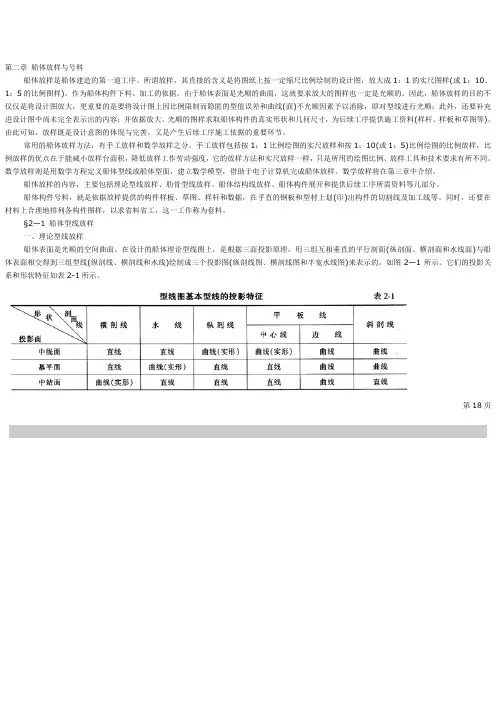
§2—1 船体型线放样一、理论型线放样船体表面是光顺的空间曲面。
在设计的船体理论型线图上,是根据三面投影原理,用三组互相垂直的平行剖面(纵剖面、横剖面和水线面)与船体表面相交得到三组型线(纵剖线、横剖线和水线)绘制成三个投影图(纵剖线图、横剖线图和半宽水线图)来表示的,如图2—1所示。
它们的投影关系和形状特征如表2-1所示。
项目六放样资料的制作项目6-1 放样资料、号料和套料的概念一、知识目标1、掌握放样资料、号料和套料的概念2、了解样板和草图的分类及其作用3、掌握手工号料方法的选用原则二、能力目标能根据构件形状和批量选用合适的手工号料方法一、船体放样资料的种类和作用一)放样资料的概念船体型线放样和构件展开工作结束后,还必须把放样和展开的结果制作成具有一定精度的资料,供号料、加工、装配和检验时使用。
这些记载放样和展开所产生的数据并用于后续工序的资料称为放样资料。
放样资料包括样板、草图、投影底图、仿形图及数控加工信息等。
思考:某同学认为:所谓放样资料是指为了指导放样过程、顺利进行放样工作、保证放样质量,放样前所应准备的有关资料,如待放样船的型线图、肋骨型线图及其它有关图样和资料等。
你认为此同学的观点对吗?为什么?二)样板1、样板的分类1)按用途不同分类号料样板、加工样板、装配画线样板和装配角度样板等等。
2)按形状不同分类平面样板和立体样板(立体样板即样箱)两大类。
2、制作样板的材料有木材、扁铁、薄铁皮、油毡和纸板等。
1)木质样板是按照展开的构件实际形状用木板条(或夹板)钉制而成。
2)扁铁样板是用扁铁弯制而成,主要作为肋骨等成形加工的检验样板。
3)薄铁皮、油毡和纸板等样板则是经剪裁而成,主要用来替代部分木质样板,以节省木材。
3、几种常见的样板及其作用1)号料样板(或称为下料样板)用于在船体零件加工前,在钢板上画出所需切割的零件的外形。
当零件的形状较复杂,或绘成草图后图示尺寸复杂,或在批量生产及标准零件号料时,为了加快速度,均需钉制样板供零件号料时使用。
下图所示的肋板样板和外板样板主要作为号料样板使用。
2)加工样板下料后得到的构件一般是平直的。
对于曲形构件,还必须根据构件的曲型要求进行弯曲加工。
为了保证构件的弯曲度符合设计要求,在放样间必须钉制出加工样板,作为构件加工度量曲型的工具。
下图所示的甲板梁拱样板,既可作画线样板,又可作横梁加工的检验样板,还可作甲板分段的安装样板。
第二章船体放样与号料
船体放样是船体建造的第一道工序。
所谓放样,其直接的含义是将图纸上按一定缩尺比例绘制的设计图,放大成1:1的实尺图样(或1:10、1:5的比例图样),作为船体构件下料、加工的依据。
由于船体表面是光顺的曲面,这就要求放大的图样也一定是光顺的。
因此,船体放样的目的不仅仅是将设计图放大,更重要的是要将设计图上因比例限制而隐匿的型值误差和曲线(面)不光顺因素予以消除,即对型线进行光顺;此外,还要补充进设计图中尚未完全表示出的内容;并依据放大、光顺的图样求取船体构件的真实形状和几何尺寸,为后续工序提供施工资料(样杆、样板和草图等)。
由此可知,放样既是设计意图的体现与完善,又是产生后续工序施工依据的重要环节。
常用的船体放样方法,有手工放样和数学放样之分。
手工放样包括按1:1比例绘图的实尺放样和按1:10(或1:5)比例绘图的比例放样,比例放样的优点在于能减小放样台面积,降低放样工作劳动强度,它的放样方法和实尺放样一样,只是所用的绘图比例、放样工具和技术要求有所不同。
数学放样则是用数学方程定义船体型线或船体型面,建立数学模型,借助于电子计算机完成船体放样。
数学放样将在第三章中介绍。
船体放样的内容,主要包括理论型线放样、肋骨型线放样、船体结构线放样、船体构件展开和提供后续工序所需资料等几部分。
船体构件号料,就是依据放样提供的构件样板、草图、样杆和数据,在乎直的钢板和型材上划(印)出构件的切割线及加工线等。
同时,还要在材料上合理地排列各构件图样,以求省料省工,这一工作称为套料。
§2—1 船体型线放样
一、理论型线放样
船体表面是光顺的空间曲面。
在设计的船体理论型线图上,是根据三面投影原理,用三组互相垂直的平行剖面(纵剖面、横剖面和水线面)与船体表面相交得到三组型线(纵剖线、横剖线和水线)绘制成三个投影图(纵剖线图、横剖线图和半宽水线图)来表示的,如图2—1所示。
它们的投影关系和形状特征如表2-1所示。
第18页
这里所说的船体表面,对于钢质船舶,是指船体骨架外缘所形成的曲面(不包括外板及甲板厚度)。
放样中,理论型线图的绘制,是以设计的理论型线图上给出的理论型值为依据,绘制的原理和方法与设计中的制图基本上是一样的,这已在船体制图课程中学过。
1.放样格子线的绘制
型线图上的格子线,实际是各组船体型线在相应投影面上的投影线。
此外,格子线还是型线放样中测量尺寸的基准。
所以,保证格子线的绘制精度(直线性、垂直性和间距值),是保证船体放样精度的前提条件。
要绘制与实际船舶尺度相当的格子线,必须有相应的绘制方法才能满足精度要求。
放样中有许多种绘制格子线的方法,现仅介绍应用激光经纬仪绘制格子线的基本方法。
(1)激光经纬仪
激光经纬仪是在光学经纬仪的望远镜上增没一套激光瞄准装置而构成,它能使一可见激光束准确地从望远镜中沿视准轴发射出来,投射在被测目标点上,因此,提高了光学经纬仪捕捉被测目标的速度,增强了测量效率和夜间使用的适应性。
而光学经纬仪,则是一种既能测量被测目标与参照目标之间水平角度(由水平度盘指示),也能测量被测目标与水平面之间仰俯角度(由垂直度盘指示)的光学测量仪器。
如图2—2所示为其测角原理。
经计量检定合格的经
号料
文/阿飘
在船体型线光顺和构建展开工作结束后,将展开以后的船体构件精确地画在平直的钢板或型钢上,并标上相应的船名、构件名称及加工符号,这个工艺过程称为号料。
1.样板号料
样板通常用松木板或层压板制成,对一般批量少而尺寸不大的构建也有采用纸板或油毛毡。
号料时将放样板放在矫平了的钢板上,根据样板外形在钢板上划出轮廓线,并标注上加工及装配符号。
用样板号料在画线操作上比较方便,但钉制样板却耗费大量材料和工时。
而且样板的搬运和保存很不方便,因此对成批生产的船舶,当曲度较为复杂的构件及同一构件数量较多时,用样板号料才经济。
2.草图号料
草图号料是把船体构件的展开形状和实际尺寸画在纸上,并标注上必
要的加工及装配符号,据此在钢板上或型钢上号料。
草图号料适用于船体平直部分的构件,如甲板、内底板等。
利用草图号料可节省大量样板材料和制作工时。
3.光学号料
光学号料是利用光学投影的原理,把比例放样中绘制成的涤纶样片拍成照片底片,通过投影放大机投影射到钢板上,并调节成1比1的实行,然后在投影线条上敲出标记。
这种方法省去了样板和草图,但光学号料是在暗室里进行的,而且用手工敲打标记,工作条件较差,生产效率不高。
虽然出现过粉末号料、感光号料和电印号料等工艺,但现已逐步被淘汰。