OEE记录表格(设备综合效率)
- 格式:xls
- 大小:42.00 KB
- 文档页数:1
OEE怎么算看完这篇文章你就明白了~附OEE计算表格定义:OEE: Overall Equipment Effectiveness设备综合效率时间稼动率 * 性能稼动率* 良品率1)OEE(设备综合效率)是以时间的观念来反映设备的整体效率的指标2)OEE(设备综合效率)是用来评估设备效率状况﹐以及测知设备运转损失并研究其对策的一种有效指标。
3)由日本能率协会顾问公司所开发。
1.时间稼动率﹕关于设备投入使用的效率﹐衡量故障﹑换模换线﹑调整等生产停顿对设备利用率的影响。
2.性能稼动率﹕速度损失﹑小停顿(空转﹑卡料等)造成的停机损失的衡量指标。
为区分速度和小停顿对性能稼动率的影响﹐又将性能稼动率分为纯稼动率和速度稼动率·纯稼动率﹕反映小停顿的造成的损失 => 另译持续性·速度稼动率﹕反映速度降低造成的损失·性能稼动率=纯稼动率*速度稼动率3.良品率﹕与不良产出相关的机器效率。
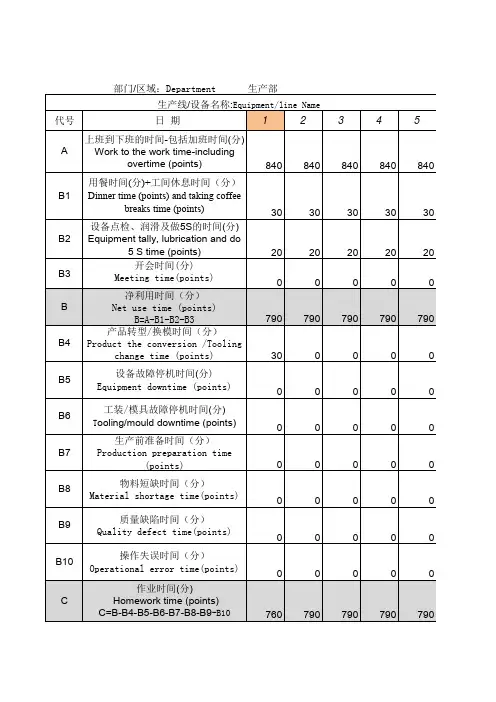
1.总投入时间﹕从开始投入到生产结束的时间﹐一般指出勤时间 (目前一般按每天24小时计算)2.计划停机时间﹕依计划进行的停机时间﹐包括早会﹑计划内休息﹑计划维修保养时间﹑试模﹑管理停止(如教育训练﹑消防演习﹑盘点等)。
外部原因造成的停水﹑停电可视为计划停机。
3.负荷时间﹕设备应该正常运转的时间﹐为总投入时间减去计划停机时间 (计算OEE 的分母)4.当机时间﹕指由于设备故障﹑模具故障﹑换模换线﹑暖机﹑换料等造成的生产停止时间。
1)设备故障时间﹕因设备故障造成机器停机的总时间。
包含维修时间和调试时间﹐直至可正常生产2)换线损失时间﹕机器因切换不同产品或为达成产品最终特性而进行调整的总时间﹐包括从前一个产品停止到新产品第一个良品产出所花费所有的时间3)模具故障时间﹕因模具原因造成的停机的总时间4)暖机时间﹕暖机时间是指﹐要开始生产时﹐启动﹑调整运转﹑直至加工条件安定前所需要的时间5.稼动时间﹕设备实际用于生产的时间﹐等于负荷时间减去当机时间6.净稼动时间﹕稼动时间中扣除速度损失﹑小停顿损失后的产出时间。
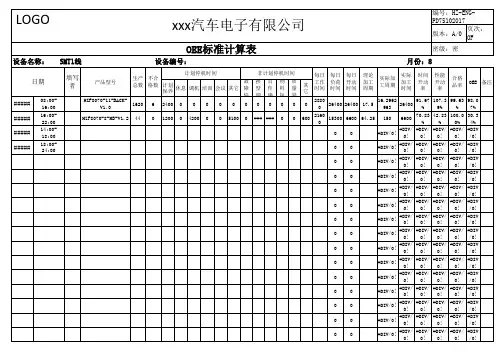
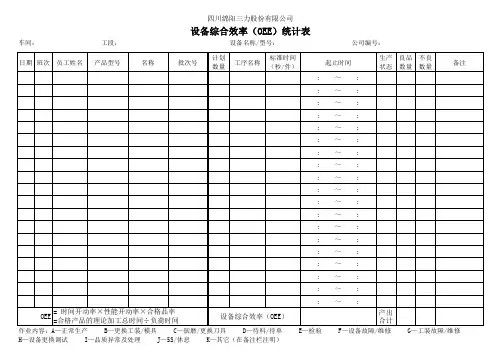
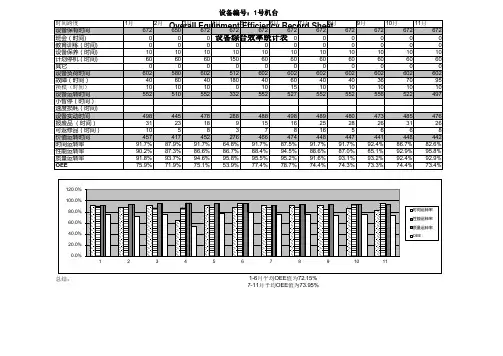
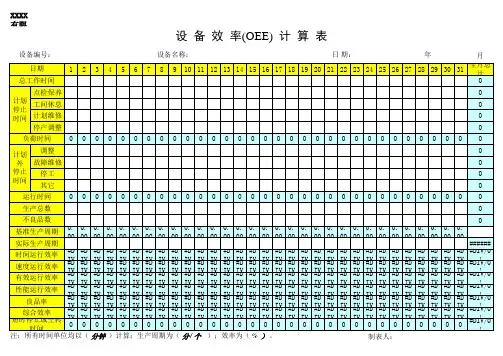
OEE统计表
备注:
1.计划停机时间包括:无生产计划、无订单、节假日等。
2.其他非计划停机时间包括;早晚会、培训、吃饭、5S、不可抗拒的非设备因素(如突然停电自然灾害等)。
3.设备综合效率(OEE)=性能开动率*合格品良*时间开动率。
4.性能开动率=理想节拍时间*生产数量/3600(总时间-计划停机时间-待料时间-调机时间-故障停机时间-点检保养时间-其他非计划停机时间)
5.时间开动率=(总时间-计划停机时间-待料时间-调机时间-故障停机时间-点检保养时间-其他非计划停机时间)/(总时间-计划停机时间)
1 / 1。
OEE(设备综合效率)
OEE计算(文末附计算表格)
1、OEE=时间开动率x性能开动率x合格率
2、时间开动率=实际操作时间/计划工作时间
计划工作时间=总可用时间-计划停机时间
(计划停机时间为员工休息、吃饭时间,计划保养时间)
实际操作时间=计划工作时间-计划外停机时间
(计划外停机时间为计划工作时间中设备故障、设备调整、设备紧急换型等非计划性时间)
3、性能开动率=实际产量/(实际操作时间/理想节拍时间)
4、合格率=良品数量/实际总产量
例如:某设备1天工作时间为24h,员工用餐、休息时间90min,班中计划保养停机60min,故障停机20min,生产中工艺调整30min,产品的理论加工周期为1.2min/件,一天加工产品1000件,有100件废品,求这台设备的设备综合效率OEE
备注:浅绿色为需要输入数据。