PCB贴装加工数据结构设计
- 格式:docx
- 大小:50.29 KB
- 文档页数:10
可编辑修改精选全文完整版印制电路板设计规范一、适用范围该设计规范适用于常用的各种数字和模拟电路设计。
对于特殊要求的,尤其射频和特殊模拟电路设计的需量行考虑。
应用设计软件为Protel99SE。
也适用于DXP Design软件或其他设计软件。
二、参考标准GB 4588.3—88 印制电路板设计和使用Q/DKBA—Y004—1999 华为公司内部印制电路板CAD工艺设计规范三、专业术语1.PCB(Print circuit Board): 印制电路板2.原理图(SCH图):电路原理图,用来设计绘制,表达硬件电路之间各种器件之间的连接关系图。
3.网络表(NetList表):由原理图自动生成的,用来表达器件电气连接的关系文件。
四、规范目的1.规范规定了公司PCB的设计流程和设计原则,为后续PCB设计提供了设计参考依据。
2.提高PCB设计质量和设计效率,减小调试中出现的各种问题,增加电路设计的稳定性。
3.提高了PCB设计的管理系统性,增加了设计的可读性,以及后续维护的便捷性。
4.公司正在整体系统设计变革中,后续需要自主研发大量电路板,合理的PCB设计流程和规范对于后续工作的开展具有十分重要的意义。
五、SCH图设计5.1 命名工作命名工作按照下表进行统一命名,以方便后续设计文档构成和网络表的生成。
有些特殊器件,没有归类的,可以根据需求选择其英文首字母作为统一命名。
对于元器件的功能具体描述,可以在Lib Ref中进行描述。
例如:元器件为按键,命名为U100,在Lib Ref中描述为KEY。
这样使得整个原理图更加清晰,功能明确。
5.2 封装确定元器件封装选择的宗旨是1. 常用性。
选择常用封装类型,不要选择同一款不常用封装类型,方便元器件购买,价格也较有优势。
2. 确定性。
封装的确定应该根据原理图上所标示的封装尺寸检查确认,最好是购买实物后确认封装。
3. 需要性。
封装的确定是根据实际需要确定的。
总体来说,贴片器件占空间小,但是价格贵,制板相同面积成本高,某些场合下不适用。
1.大要1.1 SMT是英文Surface Mount Technology表面贴装技术的缩写,它与传统的通孔插装技术有实在质的差异,主要表现在组装方式的不同样、元器件外形的差异及尺寸更小、集成度更高、可靠性更高等好多方面。
SMT主要由SMB〔表贴印制板〕、SMC/SMD〔表贴元器件〕、表贴设备、工艺及资料几局部组成。
本标准的内容是对SMB设计过程中与SMT制程及质量有直接影响的一些详尽要求。
1.2 SMT主要生产设备有:锡膏印刷机、贴片机、回流焊炉。
AOI 自动检验机。
1.3 SMT的工艺流程有好多种,我们采用的主要有以下几种:元件面或焊锡膏印刷贴片回流焊接检验接面:焊接面:贴片胶印贴片回流固化检验刷或点胶元件面锡膏印刷贴片回流焊接检验拼焊接面:翻转2.PCB 外形、尺寸及其他要求:PCB 外形应为长方形或正方形,如PCB 外形不规那么,可经过拼板方式或在PCB 的长方向加宽度不小于8mm的工艺边。
PCB 的长宽比以防范高出 2.5 为宜。
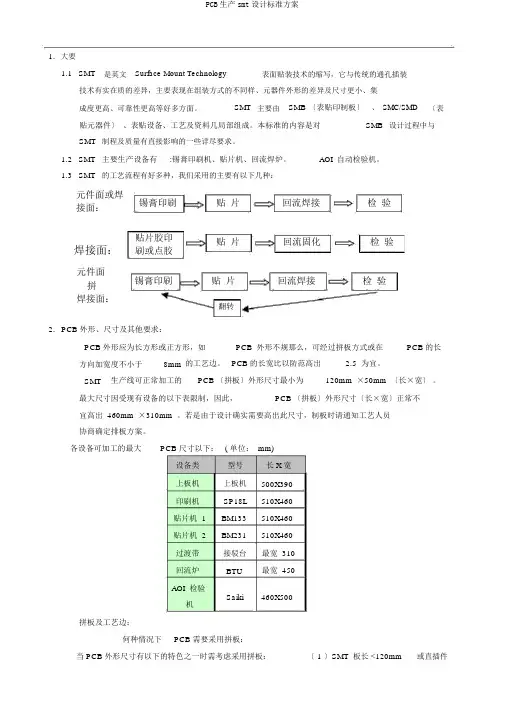
SMT生产线可正常加工的PCB 〔拼板〕外形尺寸最小为120mm ×50mm 〔长×宽〕。
最大尺寸因受现有设备的以下表限制,因此,PCB 〔拼板〕外形尺寸〔长×宽〕正常不宜高出 460mm ×310mm 。
若是由于设计确实需要高出此尺寸,制板时请通知工艺人员协商确定排板方案。
各设备可加工的最大PCB 尺寸以下: ( 单位: mm)设备类型号长 X 宽上板机上板机500X390印刷机SP18L510X460贴片机 1BM133510X460贴片机 2BM231510X460过渡带接驳台最宽 310回流炉BTU最宽 450AOI 检验Saiki460X500机拼板及工艺边:何种情况下PCB 需要采用拼板:当 PCB 外形尺寸有以下的特色之一时需考虑采用拼板:〔 1 〕SMT 板长 <120mm或直插件板长 <80mm ;〔 2 〕 SMT 板宽 <50mm或直插件板宽<80mm ;〔 3 〕基标点的最大距离<100mm;〔 4 〕板上单面元件较少〔少于180 个元件〕拼板后板的长宽不会高出460mm×310mm时。
什么是PCB组装设计?18个PCB组装设计技巧总结,帮你规避DFM问题依旧自我介绍,张工,NPI工程师,如果还不知道我具体是干什么的,欢迎看我的第一篇文章(主页点进去即可)。
万变不离其宗,作为NPI工程师,DFM 可制造性分析涉及的范围非常广,今天算是和 DFM 息息相关,主要是关于 PCB 组装设计技巧。
今天主要是分享PCB组装设计(DFA)、PCB组装设计技巧。
一、什么是 PCB 组装设计( DFA )?PCB 组装是将电路板与其他电子元件(例如连接器、外壳、散热器等)组合在一起以嵌入最终产品的过程。
PCB组装设计:就是在早期设计阶段过程中考虑 PCB 组装,从而得到最佳的产品。
有一个经常出现的问题,可能那些PCB设计大佬会犯的比较少,但对新手来说还是常犯的,就是在最初的电路板设计没有完全考虑到组装。
相反,更多的注意力放在PCB本身,没有广泛地了解在制造过程中的问题。
忽略掉 PCB组装会导致一系列并发症状。
1、单独来看,PCB 设计似乎可以完全接受,但可在后面的组装会出现巨大的问题,例如:元器件之间可能靠得太近,后续产品无法工作或者性能出现问题。
2、元器件可用性问题,如果元器件不可以用,整个生产制造过程都会被延期。
那一般 PCB Layout 大佬如何避免犯这些错误?如果考虑 PCB 组装设计,这里有15条 PCB 组装设计技巧。
二、PCB 组装设计技巧1、注意元器件之间的间隙PCB Layout 大佬提出的最常见的问题之一:元器件到元器件的间距。
两个元器件之间挨得太近会产生各种问题,可能需要重新设计和重新制造,从而导致时间和金钱的损失。
PCB Layout 大佬一般会这样设计:元器件边界之间留有足够的差距,这样减轻了元器件靠太近引起的潜在问题。
将元器件放在丝印和装配线周围元器件间距图PCB Layout 工程师必须仔细摆放元器件,防止元器件形状相互重叠,在上图中,你可以看到元器件之间保持 50 mli 的间距。
PCB阻抗设计及叠层结构设计前言随着信号传输速度的迅猛提高以及高频电路的广泛应用,对印刷电路板也提出了更高的要求。要得到完整、可靠、精确、无干扰、噪音的传输信号。就必须保证印刷电路板提供的电路性能保证信号在传输过程中不发生反射现象,信号完整,传输损耗低,起到匹配阻抗的作用。为了使信号,低失真﹑低干扰、低串音及消除电磁干扰EMI。阻抗设计在PCB设计中显得越来越重要。对我们而言,除了要保证PCB板的短、断路合格外,还要保证阻抗值在规定的范围内,只有这两方向都合格了印刷板才符合客户的要求。
牧泰莱电路技术有限公司作为快速响应市场的PCB制造服务商,在建厂以来我们就对阻抗进行了大量的研究和开发。并且该类产品已成为公司的特色产品,在pcb业界留下很好的口碑。随着“阻抗”的进一步扩展和延伸,我们作为专业的PCB制造服务商,为能向客户提供优质的产品和高质的服务,对该类PCB的合作方面做如下建议:对于PCB 的阻抗控制而言,其所涉及的面是比较广泛的,但在具体的加工和设计时我们一般控制主要四个因素:Er--介电常数H---介质厚度W---走线宽度T---走线厚度Er(介电常数)大多数板料选用FR-4,该种材料的Er特性为随着加载频率的不同而变化,一般情况下Er的分水岭默认为1GHZ(高频)。目前材料厂商能够承诺的指标<5.4(1MHz)根据实际加工的经验,在使用频率为1GHZ以下的其Er认为4.2左右1.5—2.0GHZ的使用频率其仍有下降的空间。故设计时如有阻抗的要求则须考虑该产品的当时的使用频率。我们在长期的加工和研发的过程中针对不同的厂商已经摸索出一定的规律和计算公式。我们全部采用行业内最好的生益板料,其各项参数都比较稳定。
7628----4.5(全部为1GHz状态下)2116----4.21080----3.8H(介质层厚度)该因素对阻抗控制的影响最大,如对阻抗的精确度要求很高,则该部分的设计应力求精准 ,FR-4的H的组成是由各种半固化片组合而成的(包括内层芯板),常用的半固化片为:1080 厚度 0.075MM、3313厚度 0.09MM、2116 厚度 0.115MM、2116H厚度 0.12MM、7628 厚度 0.175MM、7628H厚度 0.18MM。在多层PCB中H一般有两类:A、内层芯板中H的厚度:虽然材料供应商所提供的板材中H的厚度也是由以上几种半固化片组合而成,但其在组合的过程中必然会考虑材料的特性,而绝非无条件的任意组合,因此板材的厚度就有了一定的约束,形成了一个相应的板料清单,同时H也有了一定的限制。如 0.18mm 1/1 OZ的芯板为: 2116如 0.5mm 1/1 OZ的芯板为:7628*2+1080……B、多层板中压合部分的H的厚度:其方法基本上与A相同但需注意层压中由于填胶的损失。举例:如GROUND~GROUND 或POWER~POWER之间用半固化片进行填充,因GROUND、POWER在制作内层的过程中铜箔被蚀刻掉的部分很少,则半固化片中树脂对该区的填充会很少,则半固化片的厚度损失会很少。反之如SIGNAL~SIGNAL之间用半固化片进行填充SIGNAL在制作内层的过程中铜箔被蚀刻掉的部分较多,则半固化片的厚度损失会很大。因此理论上的计算厚度与实际操作过程所形成的实际厚度会有差异。故建议设计时对该因素应予以充分的考虑。同时我们在市场部资料审核的岗位也有专人对此通过工具进行计算和校正。W(设计线宽)该因素一般情况下是由客户决定的。但在设计时应充分考虑线宽对该阻抗值的匹配,即为达到该阻抗值在一定的介质厚度H、介电常数Er和使用频率等条件下线宽的使用是有一定的限制的,并且还需考虑厂商可制造性。当然阻抗控制不仅仅是上述这些因素,上面所提的只是比较而言影响度较大的几个因素,也只是局限于从PCB的制造厂商的角度来看待该问题的。以下是我们公司在PCB实际生产加工过程中,总结出来的一些PCB板的结构示例。

pcb线路板设计方案一. 简介PCB线路板(Printed Circuit Board)是现代电子产品中最常见的硬件组成部分之一,它承载着电子元件的连接和布局,是电路设计的基础。
本文将介绍PCB线路板设计的一般步骤和方案。
二. PCB设计流程PCB设计通常包括以下几个步骤:1. 电路原理图设计:根据需求和功能,使用专业电路设计软件,如Altium Designer、Cadence Allegro等,绘制电路的原理图。
确保元件的正确连接和符合设计要求。
2. 元件库建立:将需要使用的电子元件的封装信息添加到元件库中。
确保封装的准确和标准化,以便在设计中使用。
3. PCB布局规划:根据电路的复杂程度和空间限制,确定PCB板的尺寸和层数。
同时考虑到布局的合理性和信号干扰的问题。
4. 元件布局:将电子元件放置在PCB板上,并根据信号的传输要求和电路的优化,进行合理的布局。
注意元件之间的距离和布线的方向。
5. 信号走线:根据电路的要求和布局的限制,进行信号线的走线设计。
避免信号之间的串扰和干扰,确保信号质量的稳定和可靠。
6. 电源和地线规划:合理规划电源和地线的布局,为电路提供稳定可靠的电源和良好的接地。
7. 敏感信号处理:对于敏感信号,使用差分对、屏蔽等技术进行处理,减少信号的干扰和失真。
8. PCB封装生成和输出:根据设计要求和PCB厂商提供的标准,生成PCB封装文件,并按照要求进行输出,以供后续的加工和制造。
三. 优化和验证设计完成后,还需要进行优化和验证的工作。
1. 电子元件优化:对电路中的电子元件进行选择和替换,考虑性能和成本的平衡。
根据实际需求,精简和调整元件的使用。
2. 仿真验证:使用仿真软件对电路进行验证,包括信号的稳定性、噪声和失真等参数。
确保电路设计的可靠性和性能。
3. 原型制作和测试:根据设计完成原型样板,并进行相应的测试和验证。
修正设计中存在的问题,并逐步改进和完善。
四. 设计注意事项在进行PCB线路板设计时,还需要注意以下几个方面:1. 封装的准确性和标准化:确保元件的封装信息的准确性和标准化,避免因为封装的不准确而导致的错误连接和信号干扰。
PCB设计布局规则1. 根据结构图设置板框尺寸,按结构要素布置安装孔、接插件等需要定位的器件,并给这些器件赋予不可移动属性。
按工艺设计规范的要求进行尺寸标注。
2. 根据结构图和生产加工时所须的夹持边设置印制板的禁止布线区、禁止布局区域。
根据某些元件的特殊要求,设置禁止布线区。
3. 综合考虑PCB性能和加工的效率选择加工流程。
加工工艺的优选顺序为:元件面单面贴装--元件面贴、插混装(元件面插装焊接面贴装一次波峰成型)--双面贴装--元件面贴插混装、焊接面贴装。
4.布局操作的基本原则A. 遵照“先大后小,先难后易”的布置原则,即重要的单元电路、核心元器件应当优先布局.B. 布局中应参考原理框图,根据单板的主信号流向规律安排主要元器件.C. 布局应尽量满足以下要求:总的连线尽可能短,关键信号线最短;高电压、大电流信号与小电流,低电压的弱信号完全分开;模拟信号与数字信号分开;高频信号与低频信号分开;高频元器件的间隔要充分.D. 相同结构电路部分,尽可能采用“对称式”标准布局;E. 按照均匀分布、重心平衡、版面美观的标准优化布局;F. 器件布局栅格的设置,一般IC器件布局时,栅格应为50--100 mil,小型表面安装器件,如表面贴装元件布局时,栅格设置应不少于25mil。
G. 如有特殊布局要求,应双方沟通后确定。
5. 同类型插装元器件在X或Y方向上应朝一个方向放置。
同一种类型的有极性分立元件也要力争在X或Y方向上保持一致,便于生产和检验。
6. 发热元件要一般应均匀分布,以利于单板和整机的散热,除温度检测元件以外的温度敏感器件应远离发热量大的元器件。
7. 元器件的排列要便于调试和维修,亦即小元件周围不能放置大元件、需调试的元、器件周围要有足够的空间。
8. 需用波峰焊工艺生产的单板,其紧固件安装孔和定位孔都应为非金属化孔。
当安装孔需要接地时, 应采用分布接地小孔的方式与地平面连接。
9. 焊接面的贴装元件采用波峰焊接生产工艺时,阻、容件轴向要与波峰焊传送方向垂直,阻排及SOP(PIN间距大于等于1.27mm)元器件轴向与传送方向平行;PIN间距小于1.27mm(50mil)的IC、SOJ、PLCC、QFP等有源元件避免用波峰焊焊接。
分析表面贴装PCB板的设计要求【关键词】要求,设计,表面,分析,PCB,宽度,元器件,定位,焊接,间表面贴装技术(SMT)和通孔插装技术(THT)的PCB板设计规范大不相同。
SMT工艺对PCB板的要求非常高,PCB板的设计直接影响焊接质量。
在确定表面贴装PCB板的外形、焊盘图形以及布线方式时应充分考虑电路板组装的类型、贴装方式、贴片精度和焊接工艺等。
只有这样,才能保证焊接质量,提高功能模块的可靠性。
一、表面贴装PCB板外形及定位设计PCB板外形必须经过数控铣削加工。
如按贴片机精度±0.02mm 来计算,则PCB板四周垂直平行精度即形位公差应达到±0.02mm。
对于外形尺寸小于50mm*50mm的PCB板,宜采用拼板形式,具体拼成多大尺寸合适,需根据贴片机、丝印机规格及具体要求而定。
PCB板漏印过程中需要定位,必须设置定位孔。
以英国产DEK丝印机为例,该机器配有一对D3mm的定位销,相应地在PCB上相对两边或对角线上应设置至少两个D3mm的定位孔,依靠机器的视觉系统(Vision)和定位孔保证PCB板的定位精度。
PCB板的四周应设计宽度一般为(5±0.1)mm的工艺夹持边,在工艺夹持边内不应有任何焊盘图形和器件。
如若确实因板面尺寸受限制,不能满足以上要求,或采用的是拼板组装方式,可采取四周加边框的制作方法,留出工艺夹持边,待焊接完成后,手工掰开去除边框。
二、 PCB板的布线方式1、走线要求布线时尽量走短线,特别是对小信号电路来讲,线越短电阻越小,干扰越小,同时藕合线长度尽量减短。
同一层上的信号线改变方向时应该避免直角拐弯,尽可能走斜线,且曲率半径大些的好。
导线的分布应考虑均匀、美观。
2. 走线宽度和中心距PCB板线条的宽度要求尽量一致,这样有利于阻抗匹配。
从PCB板制作工艺来讲,宽度可以做到0.3mm、0.2mm甚至0.1mm,中心距也可以做到0.3mm、0.2mm、0.1mm,但是,随着线条变细,间距变小,在生产过程中质量将更加难以控制,废品率将上升,制造成本将提高。
第七章印制线路板的结构设计及制造工艺在组装工艺技术方面,印制电路板PCB(printed circuit boards)产品已经走过三个阶段,即通孔插装用PCB、表面安装用PCB和芯片封装用PCB。
7.1印制电路板结构设计的一般原则元器件布局与布线原则,对印制板上的元器件布局也基本适用。
但印制板又有其自身特点,如印制导线都是平面布置,单面印制板上导线不能相互交叉;铜箔的抗剥离强度较低,接点不易多次焊接;不宜采用一点接地等。
因此印制板上元器件布局与布线又有其自身特点。
7.1.1印制电路板的结构布局设计1.印制电路板的热设计由于印制电路板基材耐温能力和导热系数都比较低,铜箔的抗剥离强度随工作温度的升高而下降。
印制电路板的工作温度一般不能超过85℃。
2.印制电路板的减振缓冲设计印制电路板是电子产品中电路元件和器件的支撑件,它提供电路元件和器件之间的电气连接。
为提高印制板的抗振、抗冲击性能,板上的负荷应合理分布以免产生过大的应力。
3.印制电路板的抗电磁干扰设计7. 印制电路板的板面设计元器件应按电原理图顺序成直线排列,力求紧凑以缩短印制导线长度,并得到均匀的组装密度。
在保证电性能要求的前提下,元器件应平行或垂直于板面,并和主要板边平行或垂直。
在板面上分布均匀整齐。
一般不得将元件重叠安放,如果确实需要重叠,应采用结构件加以固定。
通常元器件布置在印制板的一面。
此种布置便于加工、安装和维修。
对于电位器、可调电感线圈、可变电容器、微动开关等可调元件的布局应考虑整机的结构要求。
机内调节,应放在印制板上便于调节的地方;机外调节,其位置与调节旋钮要在机箱上。
元件的标记或型号应朝向便于观察的一面。
7.1.2印制电路板上的元器件布线的一般原则1.电源线设计根据印制线路板电流的大小,尽量加粗电源线宽度,减少环路电阻。
同时使电源线、地线的走向和数据传递的方向一致,这样有助于增强抗噪声能力。
2. 地线设计⑴公共地线应布置在板的最边缘,便于印制板安装在机架上,也便于与机架(地)相连。
Pcb板贴标机说明书毕业设计(论文)外文摘要目录第一章绪论 (1)1.1 课题研究目的和意义 (1)1.2 PCB板贴标机发展现状及发展趋势 (1)1.3 PCB板贴标机的具体任务 (3)第二章 PCB板贴标机的设计 (4)2.1 PCB板贴标机总体结构设计及方案确定 (4)2.2详细方案的设计 (6)2.3 贴标机标站的设计 (6)2.4分料装置的设计 (10)2.5输送装置的设计 (11)2.6调整部分 (14)参考文献 (16)致谢 (17)第一章绪论1.1 课题研究目的和意义随着经济的发展,人们生活水平的提高,每一种流通的商品都需要注明生产日期保质期等相关信息,包装是信息的载体,对商品贴标是实现的途径。
[1]。
为产品或包装件贴上标签,不但有助于产品的美观,更重要的是可以实现对产品销售的追踪与管理,特别在医药、食品等行业,如出现异常可准确及时的启动产品召回机制。
追溯至20世纪70年代,欧洲等发达国家就开始应用条形码来管理商品。
将条形码打印并贴附在产品或者商品上一件繁琐的工作,传统的贴标是靠人工手动贴标,先将打印机打印的条形码标签剥离,然后贴在产品上[2]。
不仅工人劳动强度大、贴标顺序难以一一对应;而且不便于管理、误差较高和造成条形码标签的二次污染。
随着自动化技术的发展和制造行业的产品管理水平的提高,越来越多的厂家倾向于使用一种高速自动贴标机器[3]。
本课题研究的主要内容是完成PCB板专用贴标机的结构设计,实现平面自动贴标签。
1.2 PCB板贴标机发展现状及发展趋势社会在不断地发展和进步,同时也带动着各行各业的不断进步,而行业的前进也间接的推动着社会的发展,他们之间相互推动着[4]。
而今制造业的发展,从半自动到自动化再到非标自动化的顺势发展态势,包装机械做出了很大的贡献,尤其是包装机械中贴标机的进步,更是使得制造业如雨后村笋,蓬勃发展[5]。
贴标机的发展历程同时也象征着自动化的进展,从最初简单的模仿,到后来半自动化的设计,再到之后全自动化设计,直至现在的非标自动化,这一切的一切都印证着自动化的步伐[6]。
文章主题:PCB电路板加工工艺流程及参数一、概述PCB(Printed Circuit Board)即印刷电路板,是电子产品中不可或缺的一部分。
它承载着电子元器件,连接着各个部分,是电子设备的基础。
PCB电路板的加工工艺流程及参数,对于电子产品的性能和质量起着至关重要的作用。
在本文中,我们将探讨PCB电路板加工的全面流程及相关参数,帮助您更加深入地了解PCB的加工工艺。
二、PCB电路板加工工艺流程(1)原材料准备与选择PCB电路板的原材料主要包括基材、铜箔、阻焊膜、覆铜膜等。
在原材料选择时,需要考虑到其导热性能、耐高温性能、机械强度等因素,以保证PCB电路板的稳定性和可靠性。
(2)工艺设计PCB电路板的工艺设计包括布线设计、孔位设计、焊盘设计等。
合理的工艺设计不仅能够满足电路的功能需求,还能够提高生产效率和减少生产成本。
(3)印制电路图印制电路图是将电路图案转移到PCB电路板上的过程,主要包括干膜光绘、显影、蚀刻、去膜等步骤。
在这一过程中,需要精准控制时间、温度、光照强度等参数,以确保印刷的准确性和稳定性。
(4)电镀工艺电镀工艺是在铜箔上镀上一层铜以增加导电性。
这一过程包括脱脂、微蚀、化学镀铜、堆焊等步骤,需要严格控制酸碱度、温度、电流密度等参数,以获得均匀、致密的铜层。
(5)插孔工艺插孔工艺是在PCB电路板上加工孔位,主要包括钻孔、镀孔、清洗等步骤。
这一过程需要考虑到孔径、孔距、孔壁粗糙度等参数,以满足电子元器件的插装要求。
(6)过孔工艺过孔工艺是为了在多层电路板中连接不同层之间的导线,主要包括钻孔、化学镀铜、覆盖膜等步骤。
选择合适的镀孔液、调控镀孔时间和温度等参数对于形成均匀的导线至关重要。
(7)阻焊工艺阻焊工艺是在PCB电路板表面覆盖一层耐高温、耐腐蚀的阻焊膜,以保护电路和焊点,增强电路板的环境适应性。
在这一过程中,需要合理控制阻焊涂布均匀度和固化温度,以确保阻焊膜的性能。
(8)喷锡工艺喷锡工艺是在PCB电路板表面喷涂一层锡以增加焊接性能,主要包括脱脂、化学镀锡、热空气平均化等步骤。
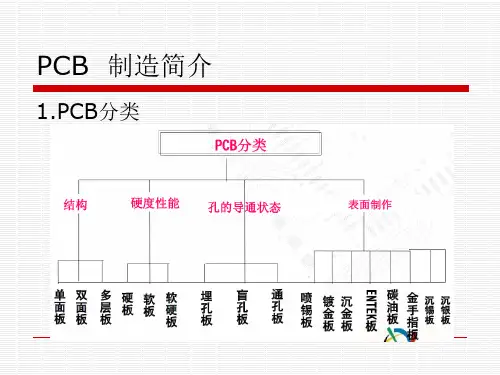
pcb制造结构树PCB制造结构树。
今天咱们来唠唠PCB制造结构树这个超有趣(虽然可能有点小复杂)的玩意儿。
一、啥是PCB制造结构树呀 。
PCB呢,就是印刷电路板(Printed Circuit Board),这可是电子设备里的超级明星哦。
那PCB制造结构树就像是它的家族族谱一样,详细地列出了制造PCB的各个部分、流程以及它们之间的关系。
这棵“树”的树根呢,就是PCB制造的最初设想和设计要求,然后从这个树根开始,不断地长出树枝、树叶,也就是PCB制造过程中的各个环节啦。
想象一下,你要盖一栋房子。
最开始你有个想法,想要一个温馨的小别墅,这就是树根。
然后你得规划地基怎么打、墙怎么砌、屋顶怎么盖,这些就相当于PCB制造结构树里的各个枝干啦。
二、PCB制造结构树的主要枝干 。
(一)设计枝干。
1. 原理图设计。
- 这可是PCB制造的第一步哦。
就像画画之前先打草稿一样。
工程师们要先确定电路板上都需要哪些电子元件,比如电阻、电容、芯片之类的,然后把它们之间的电气连接关系画出来。
这就像是在给房子画设计图,哪个房间要放什么电器,电线怎么拉一样。
比如说,你要设计一个手机的PCB,那你得知道CPU和内存怎么连接,摄像头模块和主板之间怎么通信,这些都要在原理图里体现出来。
- 原理图设计的时候,工程师们还得考虑很多因素呢。
像信号完整性啦,就是要保证信号在电路板上传输的时候不会失真或者受到干扰。
这就好比你在房子里拉电线,不能让电线之间互相干扰,不然电器就可能出问题啦。
2. 布局设计。
- 原理图设计好之后,就到布局啦。
这时候就是把那些电子元件在PCB板上找个合适的“家”。
就像你装修房子,要把家具放在合适的位置一样。
一些发热量大的元件,像功率放大器之类的,就得放在通风好的地方,就像你不能把烤箱放在一个狭小封闭的角落里一样。
而且,布局还得考虑到元件之间的连接距离,要尽量缩短那些重要信号的传输路径,减少信号延迟。
(二)制造枝干。
1. 基板准备。
贴装加工数据结构设计C系统主要而对*.PCB、*.PCBDOC、*.CSV、*.TXT四种格式的读収解析. 在换作过程中会生成余下三种恪式的文件。
因此对数抓•结构的设计主要是謫足对前四种文件解析后的数据保存的需要。
本文通过对上述文件的格式分析,可归为三种数据类型。
4.1 PCB FILE 6 VERSION2.B 数据结构设计便用Prulel设计的PCB文件,包含了多种国元的昭息,眼抵文件恪式与系统需求分析,只有文件头、元件描述部分、口由图元部分、PCB版而显示伯息部分含有PCB_CNC 系统所盅要的缶息,因此木文迪过直接设计对应的结构体來保存这些们息:1.文件头此部分的数据比较少,只包含一行,关于文件的一些统计数据,本文设计一个结构体Siaiic$Data来保存相关信息。
具体代码如下所示㈢):typcdcf si rue 1(ini conncclionrcmaining;//未完成布纟戈的连接数ini iracks;//连接总数ini drill s://钻孔总数ini neldef;//网络总数int arc;//圆弧总数ini via:〃过孔总数int compcnenls://芫件总数int fills;〃填充区总数int pads;〃焊盘总数int strings;〃字符串总数}StaslicsDala;2.元件部分文件中所有的元件都在包含在此部分屮,由于元件的数量不定,可臥便用一个链表來保存所有元件.对于单个元件可用一个结构W COM Def表示,考虑到需耍解析的CP. CT、CA三种图尤的数口也不定.COMDcf通过保存链表描针来索引这些屈性。
对于元件的综合厲性〈图层、封装型号、X与Y的参考坐标等)放到一个结构体中比较理想。
除了文件中所含的信息,COMDef结构休的设计还要考虑到其它因素,例如料槽号.是否已贴装完,所含的CP、Cl\ CA总数等,因此在结构休中还需要对应的成员属性来表示.最重要的是rti-J—个元件包倉多个焊盘的信息(包括坐标、直径等).但在文件屮却没有指明元件的屮心坐标,当下位机拾収元件时.一般拾収元件的屮心位M13-1,此时必须考虑到元件的中心坐标值,所以木文定文了一个描述矩形区域的结构休SiruciReci,井在COMDef结构体中定义了此类型变量成员.由于此文件恪式中元件包括了图形倍息, 可以用于图片显示,因此COMDef中也缓存了此元件显示时所占矩形区域的大小。
另外一个需要考虑的问题是COMDef写入文件时,只写入非指针类型成员数据,对于指针类型成员,需要写入具指向的链表数据内容,因此会出现数拡对齐的问题,因此成员的排列要按一定的规则排列.考虑到二进制MAN格式文件的读取.COMDcf同时也定义了三个鉴型变虽:.分别对应着兀件所包含的焊盘图元、圆弧罔兀、线段图兀相应的数II-3•自由图元部分本部分需要解析的只有FP、FA两种图元,可分别市链表保存。
对于FP图元.本文定义的结构体名为CompFA, FA图元用结构体CwnpCA來表示。
4.PCB版面显示信息部分这部分包含了protcl显示此文件需要的参数。
木文所需要的是坐标原点倍息,可用GD1+-*-'{«的类PoinlF 來表示。
PCB文件对应的整休数掘•结构示意:图如图4.1所示。
FP 郡J 体CFPsruci一—C■■---GpsmaCompCT 4 *•CorrpCA.m 4」PCBv28数据结构示恿国 Fig. 4.1 The data structure of PCB v284.2 PCBDOC 数据结构设计DOC 格式文件屮焊盘、同弧等忙息是在单独的段中.与PCBV28 式不同,不再被 包含在元件的描述行内.而是通过1D 数来表示其归屈哪个元件卩叫因此对应的数据结 构也不同°本文需要解析的部分包括板描述段(Bzal)第一行、75件描述段(Comp^ncni)、 焊盘描述段Pad.文木推述段Text.1. 板描述段板段包含的信息一般是显示伫息与设计选项的一些参数变虽,其中包括了绘图过程 屮设定的原点坐标值,是B oard 段的第一行“IRE COR D=BoardlOR 1G IN X=xlO RIGIN Y=y ” 中的用x 与y 表示的值lM35,o 本文同样用GDI++中的类PoiniF 来表示。
2. 元件描述段元件段包含了所有元件信息,每个元件占用一行。
Itl 于在元件的表示中启用1D 标 识符來表示,从整数零开始递增,可以统计元件的总体数口,因此木文以整型index 变 址來表示。
行里也包括了元件的中心点、的坐标值,但是这个值是rtl altium 软件中元件库 文件决定的,用户在绘制元件库的时候,理论上是可以随意指定中心点的坐标自曲證世 CompGFA . ft | EP TCBv2Stfr删t拾轉购体 STuc-Bec i线段结呦体 ・| CA | CA.千7-线股崔农 .....t 亘■厂山即|司值,与真实值有出入的(特别是在元件含有奇数个引脚的情况下),丙此不能依赖此坐标來确定元件的拾収点位宜坐标。
考虑到元件有可能没有焊盘,所以术文在设计元件结构体的时候,同时保留了心y和拾収矩形三种变量成员。
由于每个元件的属性描述与PCBv28恪式不同,例如COMDef中由于没有[D值,需要考虑到怎样才能査找到其所包含的基本图元, 因此设计了徒表结构。
基于DOC恪式的元件在其屈性描述行中,并不描述所包含的基本图元值息,而是在每种基木图元中都会有所属的元件的索引值,考虑到读取的效率的问脛,木文在对元件结构体〃倚时使用J‘ CArrayVlype,lyp<i>模板类,除厂和C arrays —佯,对索引元素的访问时间是常值.与数组大小无关.还可以在必要时动态压缩或者扩展数组大小。
另外使用CArray类还有一个重要原因是数组元素在内存中是连续排列的. 方便写入二进制文件(PCB-CNC系统严生的中间文件屮叫对于焊盘所届的元件可匕方便的迪过索引茯得.对于元件中的注释项、设计名称两种属性都在DOC文件中的文木段描述,由于这两种屈性需要写入到*-CFG 文件屮.为了降低读写的复杂度.木文段描述的属性在元件结构体中也设宜了对应的成员变虽。
3•焊盘描述段在DOC格式文件中,所有的焊盘描述都在焊盘段,并且每个焊盘图元备占一行。
焊盘图元的结构体比较简单,其成员变址包括中心点坐标、图层号、大小、形状、孔直径等。
需要注意的是,在*.(2卜9文件中"图元的描述包括贴片类型屈性,在DOC文件屮对兀件描述行并没有提供此屈性.因此可以通过具所包含的焊盘的迪孔直径值来判断元件类型,当值为零时,为贴片元件"非零时则为其它元件。
由于焊盘只是在计算元件中心点坐标、判断贴片类型和图形显示时才会用到,并且元件结构休己包含前两者的成员变虽,丙此•所有焊盘可以独立保存在CArray模恢类屮,在需要时可以迅速的通过ID索引到所属元。
4.文木描述段文本描述段包括了所有元件文木描述信息。
每个文不各占一行,包括两种性质描述, 可以根据行中的注释项(COMMENT)或者设计名称项(DESIGNATOR)屈性来判断. 一般来说,同一个元件对应着连续的两行文木描述。
由于文木所含属性比较简单,定丈的结构体只包含了字符串、坐标、角度等屈性,在文本的读取时直接賦值到对应妁元件PCBDOC文件图兀坐标原点一一埠盘描述段C 1\rray<PadS侔盘结体PidSlru 1成员变园中,不再需耍单独的数组保存。
对应的文木结构如下所示:typedef struct Lao :Slru<?lTexl(ini Index : 〃所属元件的ID float Ri; 〃旋转角度float X; 〃文本的起始点%坐标值 float Y; 〃文木的起始点y 坐标值float Z; 〃文本的起始点z 坐标值,一股为零 UCHAR Label|32|:〃文本字符串}TexlSiruci;DOCPCB 恪式文件对应的整休数据结构如图4.2所示.板描述段__二____________ CAiTa )<lJoinponcnlStfucLCompL )ncnlSLrucl>图4.2 PCBDOC 对应的数拯结构示敢阳Fig. 4.2 The data stiucture of PCBDOC元件尤件描述段"文本描述段…4.3 Pick Place类型文件数据结构设计Proiel生成TXT和CSV恪式文件都叫做PickPlace文件类型。
该文件包含信息较简单,打卄该文件只能填表,不能绘图.不包含图元的怡息。
两种文件恪式大致一样,本文设计的数据结构也比较简单,在P】K■恪式文件解析屮所有的兀件都保存在一个链表中。
元件对应的具体代码如下所示,typedef sti uclUCHAR Designator! FOOTPRINT_L|;〃名称UCHAR Footpnni[F0OTr*RINT_Ll;〃封装float Mid_X:float Mid_Y; float Ref_X; float Ref_Y;float Pad_X; float Pad Y:USHORTSlot;"料措号USHORT Layer;〃图层float Rokition;〃角度UCHAR Commeiitl FOOTPRINT. L|: )ComPi kSLnjGtFromF;4.4 MAN文件格式设计MAN文件是木文口定义的二进制文件,是以上述三种文件洛式对应的结构体为保存对彖进行保存的,里而包括兀件的详细信息,图兀的详细信息,以及当前显示状态的信息(“显示层设置.”,“显示状态设宜”),作为加工的中间文件在加工中断后打开能在原来加工的臺础Z上继续加工。
同此对于MAN文件的格式i殳计必须考虑到怎样合理有效的存储这些操作过程中产生的信息。
本文口定义的MAN文件分为两部分,首先是文件头包含了PCB_CNC系统的相关统计信息,其具体结构如图4.3所示(32位机).43 MANFig. 4.3 The structure of MAN file1.ManuFileHe-ader是一个结构休,共占384个字节,包括两个成员变量:文件标识和SusticsDaia结构体。
文件标识是一个占64个字节宽的字符型数组,用來标识MAN 文件所含的元件及图元信息的数据恪式(上述三种数据格式Z—九因此其值有三种,分别: ** Manufaclurd Pile for PCB \ ' Manufacture:File for Pik”、"Manufacture File for ASCII PcbDoc”。