M7180×40B-10G_平面磨床技术协议
- 格式:doc
- 大小:42.50 KB
- 文档页数:6
【平面磨床技术参数】M7180×40B-10G_平面磨床技术协议m7180×40B-10G_平面磨床技术协议m7180×40B/10G-Gm卧轴矩台平面磨床技术协议书日期:技术协议书甲方:乙方:桂林桂北机器有限责任公司产品名称:卧轴矩台平面磨床一、产品型号:m7180×40B/10G-Gm二、数量:三、交货期:四、交货地点:五、技术特点:1、磨头主轴采用动静压轴承,精度高,刚性好,抗重切能力强,磨削效率高。
2、3、磨床工作台纵向移动为液压传动,无级调速;磨头横向移动可电动亦可手动,横向自动进刀由电动机带动滚珠丝杠副传动,使用十分轻便;4、工作台导轨、拖扳平导轨粘贴聚四氟乙烯导轨软带,耐磨性好,使用寿命长;5、垂直进刀为手动,并备有自动快速升降机构可减轻劳动力。
6、本机具有工作台退磁装置,便于装卸工件;电磁吸盘磁力可无级调整。
7、机床运动平稳、性能可靠、噪音低。
六、技术规格:1、工作台工作面尺寸(宽×长):800×4000mm2、磨削工件的最大尺寸(宽×长×高):800×4000×1000mm3、工作台纵向移动量(液动):200~4100mm4、工作台速度(无级调速):8~24m/min5、工作台T形槽数3T形槽宽度28mm6、砂轮中心至台面距离:225~1225mm()7、磨头最大移动量:横向820mm垂直1000mm8、砂轮尺寸(外径×宽度×内径):φ450×63×φ203mm9、磨头横向进给(无级调速)连续0.5~2.5m/min断续3~20mm/次10、手柄每转磨头进给量横向5mm垂直0.175mm11、垂直进给手轮最小刻度值:0.005mm12、磨头快速升降速度:241mm/min13、设备总容量:28kVa14、磨头电动机功率:15kw转速:1460r/min15、液压泵电动机功率:18.5kw转速:1500r/min16、快速升降电动机功率0.75kw转速1400r/min17、冷却泵电动机功率0.25kw转速3000r/min18、动静压主轴液压箱电动机功率1.1kw 转速1400r/min19、横向直流电动机功率1.2kw转速500r/min20、磁性分离器功率60w转速1400r/min21、砂轮转速1460r/min。

M7130卧轴矩台平面磨床技术协议第一条协议背景为了更好地开展M7130卧轴矩台平面磨床的使用和维护工作,制定本技术协议,明确双方的权利和义务,提高设备的使用效率和维护质量。
第二条协议目的本技术协议的目的在于规范M7130卧轴矩台平面磨床的使用和维护流程,确保设备的正常运行,延长设备的使用寿命。
第三条设备概述第四条使用规范1.接受使用人员必须经过专业培训,熟练掌握设备的操作流程和安全事项。
2.在使用设备前,必须进行设备的检查和调试工作,并确保设备处于正常工作状态。
3.使用人员在操作设备时,必须按照操作手册的要求进行操作,严禁超负荷使用设备,确保操作过程中的安全性。
4.禁止未经许可拆卸设备的关键部件,如发现设备存在故障或异常情况,应及时报告维修人员处理。
5.使用人员应根据设备的使用情况,进行设备的定期保养和维护,确保设备的正常运行。
第五条维护要求1.对设备的维修和保养工作必须由专业人员进行,确保维修质量和维修效果。
2.定期对设备进行保养,包括设备的清洁、润滑、紧固件的检查等。
3.对设备进行故障排除时,必须先切断设备的电源,确保维修人员的安全。
4.维修人员应对设备的故障进行及时记录和报告,为设备的更新和改进提供参考。
5.维修人员应定期对设备进行全面检查,发现问题及时处理,确保设备的正常运行。
第六条协议期限本技术协议自签署之日起生效,有效期为三年。
协议期满后,双方可以根据实际情况决定是否进行续签。
第七条协议变更本技术协议的任何变更均须经过双方协商一致,并以书面形式进行确认。
第八条协议解除1.在协议期限内,任何一方如有违反协议的行为,经对方提出书面通知并限期改正,仍不改正的,对方有权解除协议。
2.在协议期限内,如因不可抗力等因素导致无法继续履行协议的,双方可以协商解除协议。
第九条争议解决本技术协议在履行过程中,双方如发生争议,应协商解决。
如协商不成,双方可以依法向有管辖权的人民法院提起诉讼。
第十条协议附件本技术协议附件包括《M7130卧轴矩台平面磨床操作手册》、《M7130卧轴矩台平面磨床维修手册》等,附件与本协议具有同等效力。
【平面磨床技术参数】M7180×40B-10G_平面磨床技术协议m7180×40B-10G_平面磨床技术协议m7180×40B/10G-Gm卧轴矩台平面磨床技术协议书日期:技术协议书甲方:乙方:桂林桂北机器有限责任公司产品名称:卧轴矩台平面磨床一、产品型号:m7180×40B/10G-Gm二、数量:三、交货期:四、交货地点:五、技术特点:1、磨头主轴采用动静压轴承,精度高,刚性好,抗重切能力强,磨削效率高。
2、3、磨床工作台纵向移动为液压传动,无级调速;磨头横向移动可电动亦可手动,横向自动进刀由电动机带动滚珠丝杠副传动,使用十分轻便;4、工作台导轨、拖扳平导轨粘贴聚四氟乙烯导轨软带,耐磨性好,使用寿命长;5、垂直进刀为手动,并备有自动快速升降机构可减轻劳动力。
6、本机具有工作台退磁装置,便于装卸工件;电磁吸盘磁力可无级调整。
7、机床运动平稳、性能可靠、噪音低。
六、技术规格:1、工作台工作面尺寸(宽×长):800×4000mm2、磨削工件的最大尺寸(宽×长×高):800×4000×1000mm3、工作台纵向移动量(液动):200~4100mm4、工作台速度(无级调速):8~24m/min5、工作台T形槽数3T形槽宽度28mm6、砂轮中心至台面距离:225~1225mm()7、磨头最大移动量:横向820mm垂直1000mm8、砂轮尺寸(外径×宽度×内径):φ450×63×φ203mm9、磨头横向进给(无级调速)连续0.5~2.5m/min断续3~20mm/次10、手柄每转磨头进给量横向5mm垂直0.175mm11、垂直进给手轮最小刻度值:0.005mm12、磨头快速升降速度:241mm/min13、设备总容量:28kVa14、磨头电动机功率:15kw转速:1460r/min15、液压泵电动机功率:18.5kw转速:1500r/min16、快速升降电动机功率0.75kw转速1400r/min17、冷却泵电动机功率0.25kw转速3000r/min18、动静压主轴液压箱电动机功率1.1kw 转速1400r/min19、横向直流电动机功率1.2kw转速500r/min20、磁性分离器功率60w转速1400r/min21、砂轮转速1460r/min砂轮线速度34m/s22、加工表面对基面的平行度:≤0.008mm/30023、工件加工表面粗糙度:≤Ra0.63μm24、电磁吸盘尺寸(宽×长):800×4000mm25、承载最大质量(包括电磁吸盘):4950kg26、机床外形尺寸(长×宽×高):12840×3600×3250mm27、机床净重:约20000kg七、随机附件:1、2、电磁吸盘:800×1000,4件砂轮:2件3、4、5、6、7、8、9、10、11、12、13、台面砂轮修整器:1套(不附金刚钻)砂轮卡盘(装于砂轮上):2副砂轮平衡心轴:1副砂轮平衡架(含平衡调整螺钉):1套二用扳手:1件地脚螺栓:20副机床垫铁:20件刮屑板:1副充退磁器(装于主机电柜内):1套机床使用说明书:机械、电气、液压各1份合格证书、装箱单:各1份八、验收标准:1、按出厂标准Q/GBJQ-20XX验收,乙方提供合格证明书(含精度检测数据)及精度标准(含几何精度及工作精度检测方法)。

圆台卧轴平面磨床技术标准概述及解释说明1. 引言1.1 概述圆台卧轴平面磨床作为一种重要的机械设备,在加工金属和非金属材料时扮演着关键角色。
本文着重介绍圆台卧轴平面磨床技术标准的概述及其解释说明。
圆台卧轴平面磨床技术标准是指对该设备的性能要求、配置规范以及操作规程进行界定和统一,旨在保证设备的稳定运行和加工质量,提高生产效率,确保操作人员安全。
1.2 文章结构本文分为五个部分进行论述。
首先是引言部分,将对本文的内容进行简单介绍。
接下来,《2. 圆台卧轴平面磨床技术标准概述》将详细阐述该技术标准的定义、发展历史以及应用范围。
之后,《3. 圆台卧轴平面磨床技术标准解释说明》会进一步解读该技术标准中设备配置要求、研磨工艺参数解释说明以及操作规范与安全注意事项等内容。
在《4. 圆台卧轴平面磨床技术标准的重要性和意义》部分,将强调该技术标准对产品质量、生产效率、成本以及操作人员安全和环境保护方面的重要作用。
最后,《5. 结论》将总结文章主要内容,并展望圆台卧轴平面磨床技术标准未来的发展,并呼吁行业共同遵守技术标准。
1.3 目的本文的目的在于全面介绍圆台卧轴平面磨床技术标准,从定义、发展历史到应用范围等多个方面进行概述,并详细解释说明其中的设备配置要求、研磨工艺参数解释说明以及操作规范与安全注意事项等内容。
同时,本文还将阐述该技术标准在提高产品质量和精度、加强生产效率和降低生产成本,以及保证操作人员安全和环境保护方面的重要性和意义。
通过本文的撰写,旨在促进圆台卧轴平面磨床技术标准被广泛应用并得到认可,帮助相关行业更好地理解和遵守该标准,从而推动整个行业向着更高水平发展。
2. 圆台卧轴平面磨床技术标准概述2.1 技术标准定义圆台卧轴平面磨床技术标准是针对圆台卧轴平面磨床设备所制定的一系列规范和要求。
该标准涵盖了设备配置、研磨工艺参数、操作规范以及安全注意事项等方面内容,旨在统一圆台卧轴平面磨床的设计、制造、使用和维护等环节,提高产品质量,确保生产安全。
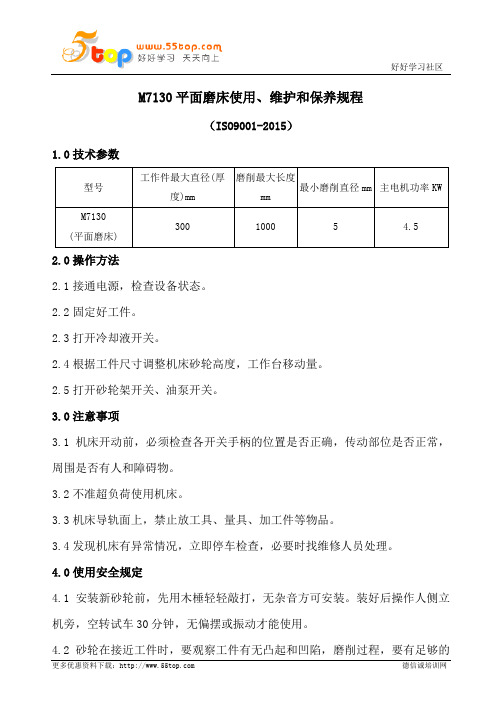
M7130平面磨床使用、维护和保养规程(ISO9001-2015)1.0技术参数型号工作件最大直径(厚度)mm磨削最大长度mm最小磨削直径mm 主电机功率KWM7130(平面磨床)300 1000 5 4.52.0操作方法2.1接通电源,检查设备状态。
2.2固定好工件。
2.3打开冷却液开关。
2.4根据工件尺寸调整机床砂轮高度,工作台移动量。
2.5打开砂轮架开关、油泵开关。
3.0注意事项3.1机床开动前,必须检查各开关手柄的位置是否正确,传动部位是否正常,周围是否有人和障碍物。
3.2不准超负荷使用机床。
3.3机床导轨面上,禁止放工具、量具、加工件等物品。
3.4发现机床有异常情况,立即停车检查,必要时找维修人员处理。
4.0使用安全规定4.1安装新砂轮前,先用木棰轻轻敲打,无杂音方可安装。
装好后操作人侧立机旁,空转试车30分钟,无偏摆或振动才能使用。
4.2砂轮在接近工件时,要观察工件有无凸起和凹陷,磨削过程,要有足够的冷却液,缓慢进刀,防止挤碎砂轮伤人。
4.3机床运转中,不许从冷却液喷嘴接取冷却液。
4.4砂轮未完全停止转动前,不准清理冷却液或更换工件。
4.5磨削工件时,要加防护罩,以防砂轮碎裂飞出伤人。
5.0维护保养规程5.1工作中经常检查润滑油泵是否正常。
5.2机床三班以上未连续工作时,应先开空车试转,确认正常后,才能开始工作。
5.3按润滑“五定”对机床各传动部位进行润滑,各储油箱的油量保持在正常水平。
5.4坚持每周一次设备强制保养,对机床进行清洗、检查、调整、加油,锯床和磨床的冷却液每两周更换一次。
5.5工作完成后把铁屑清扫干净,机床各部位擦干净。
6.0点检标准6.1试样夹紧装置、电吸盘是否灵活可靠。
6.2冷却系统是否缺水,管路是否畅通,有无跑冒滴漏。
6.3砂轮损耗是否正常,主要存在哪些问题,更换频次如何。
6.4控制系统是否精准可靠。
6.5变速齿轮箱有无异响,是否缺油。

卧轴矩台平面磨床技术要求1.主要技术参数- 最大矩台行程:1400mm×400mm- 磨削最大工件尺寸:1400mm×400mm×400mm- 工作台面积:1400mm×400mm- 砂轮直径:400mm- 砂轮转速:1440r/min- 工件最大质量:500kg- 工作台滑块移动速度:3-25m/min-电机功率:7.5kW2.机床结构-该磨床采用床身结构,整体刚性较好,通过选用高强度材料和合理的结构设计,确保机床的高刚度和高稳定性。
-机床配备卧式主轴,提供高转速和高磨削效率。
-工作台采用V型导轨和滚珠丝杠传动,确保工作台的平稳运动和高精度。
3.磨削系统-该磨床配备高精度砂轮进给机构,可以实现砂轮的微调,确保加工面的高精度。
-砂轮进给采用液压系统,可以精确控制砂轮的进给速度和角度。
-砂轮头配备快速自动紧固装置,方便更换砂轮。
4.控制系统-该磨床采用数控控制系统,可以实现自动化磨削操作。
-数控系统具有高精度、高可靠性和易操作性。
-数控系统具备多种加工模式,可以满足不同磨削要求,如平面磨削、倾斜面磨削等。
5.安全保护措施-机床配备紧急停机按钮,保证操作人员在紧急情况下能够迅速停机。
-机床周围设有防护罩,确保操作人员的人身安全。
-机床配备过载保护装置,可以自动停机,避免机床和工件的损坏。
总结:卧轴矩台平面磨床(M7140)是一种用于精加工平面和倾斜面的磨床,具有高精度、高刚度和高稳定性。
该设备主要技术参数包括最大矩台行程、砂轮直径、工件最大质量等。
机床结构采用床身结构、卧式主轴和V型导轨传动,磨削系统采用高精度砂轮进给机构和液压系统。
控制系统采用数控控制系统,具备高精度、高可靠性和易操作性。
安全保护措施包括紧急停机按钮、防护罩和过载保护装置。
M7150A/H卧轴矩台平面磨床维护规程一、用途:本机床主要是以砂轮的周边磨削工件平面的机床,可以磨削角尺、槽子、模具等使用范围很广。
磨削时按工件的不同可将其吸牢在电磁吸盘上,也可将工件直接固定在工作台面上或用其他夹具夹持进行磨削。
本机床可以磨削钢、铁以及有色金属制成的工件。
二、主要规格与参数:三、工作前的检查和准备:1、检查“交接班记录本”,按设备巡回检查内容及要求检查设备。
2.按设备润滑图表规定注油,注油后将油杯(池)的盖子盖好。
3、停车八小时以上再开动设备时应空转3~5分钟确定润滑良好各部运转正常后开始工作。
四、工作中注意事项:1、凭“设备操作证”使用设备。
2、严禁超负荷使用设备。
3、操作者严禁离开或托人代管开动着的设备。
4、操作者必须熟悉设备的结构和性能。
5、操作者必须严格遵守设备管理和维修工作制度。
6、工作前按照工件的磨削长度,手动调整好换向撞块的位置,并加以紧固。
7、开动砂轮时,应将液压传动调速手柄放在低速位置。
8、砂轮快速移动手柄放在后退位置,以防与工件接触碰撞。
9、砂轮主轴箱内温度不可超过60℃。
10、砂轮必须经过试验,保管时应防止受潮,使用时要仔细检查,发现裂纹严禁使用。
11、安装砂轮时,必须先进行一次静平衡,修正砂轮后应再次平衡,然后空运转3~5分钟(操作者应避开砂轮正面)运转平稳,确认安全后再开始工作。
12、在砂轮和夹紧法兰盘间垫0.6~2毫米的纸板,夹紧砂轮时用力必须均匀。
13、砂轮修正器的金钢石必须尖锐,其尖点高度应与砂轮中心线的水平面一致,禁止使用磨钝的金钢石。
修正砂轮时必须用冷却液。
14、装卸和测量工件时,必须将砂轮退离工件,停车后进行。
15、以电卡盘吸附工件时,必须检查工件吸附牢固后再磨削。
16、在电磁卡盘吸附较高工件或底面面积较小工件时,必须另加适当高度的靠板,防止零件歪倒造成事故。
17、禁止在工作台面及电磁卡盘上敲打和校直工件。
18、经常注意砂轮平衡和工件紧固情况,以防松动。
直进给机构壳体车间工序号工序名称材料牌号10 粗铣斜面HT15—33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数X62铣床X62 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助10 粗铣斜面高速钢铣刀118 59.7 3.18 2.2 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期直进给机构壳体车间工序号工序名称材料牌号30粗车孔120。
116.80及端面。
粗车螺纹HT15—33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车前面车刀游标卡尺160 132.5 0.23 2.5 1 0.2582 车直径116孔车刀内百分表50-100 160 123.1 0.36 2.25 1 0.6273 粗车孔80端面车刀游标卡尺160 132.5 0.23 2.5 1 0.2944 粗车孔80 车刀内百分表0-125 80 109.0 0.30 1.25 1 0.9845 粗车直径120孔车刀内百分表0-100 160 130.8 0.36 1.5 10.3366 粗车R4弧面车刀80 114.8 0.3 0-6.5 1 1.03设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期械工程系机械加工工序卡片产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第 2 页车间工序号工序名称材料牌号20粗车半径47、52、61孔及端面、粗车螺纹HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床GA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车半径47孔车刀内径百分表35-50 160 127.8 0.36 1.75 1 0.8282 粗车半径52孔车刀内径百分表50-100 160 121.2 0.36 2.5 1 0.5483 粗车半径47端面车刀游标卡尺0-125 160 158.1 0.35 0.44 1 0.0524 粗加工半径61槽T型槽镗刀160 109.8 0.35 5 1 0.1335 粗车螺纹孔车刀内径百分尺50-100 160 125.3 0.36 2 1 0.3936 车半径61孔车刀内径百分表50-100 160 125.3 0.36 2 1 0.3267 粗车螺纹内螺纹车刀63 36.9 1.5 0.3 1 0.270设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第 4 页车间工序号工序名称材料牌号40 铣斜端面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X62 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣斜面端面高速钢套式面铣刀游标卡尺475 61.9 0.79 4.5 1 0.352设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第 5 页车间工序号工序名称材料牌号50 铣左端面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X62 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣左端面高速钢套式面铣刀游标卡尺0-125475 78.4 0.79 3.5 1 0.328设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第 6 页车间工序号工序名称材料牌号60 铣R73圆弧面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣R73圆弧面高速钢立铣刀游标卡尺0-125325 58.6 0.4 4.5 1 1.04设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第7 页车间工序号工序名称材料牌号70 铣圆弧槽HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣圆弧槽高速钢立铣刀游标卡尺0-125475 73.6 1.185 16 1 0.959设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第8 页车间工序号工序名称材料牌号80 铣圆弧槽止口HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣圆弧槽止口高速钢立铣刀t=22B=3 游标卡尺0-125600 86.5 0.15 3 1 1.011 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第9 页车间工序号工序名称材料牌号90 铣窗口顶面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X62 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣窗口顶面滚齿式高速钢套式面铣刀游标卡尺0-125190 52.7 1.2 4.5 1 0.272 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第10 页车间工序号工序名称材料牌号100 粗镗直径45的孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗直径45的孔YG6的车刀内径百分表35-50250 124.4 0.45 1.25 1 0.408 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第11 页车间工序号工序名称材料牌号110 精铣斜面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数铣床X62 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精铣斜面滚齿式高速钢套式面铣刀游标卡尺0-125118 20.2 1.99 0.9 1 0.930 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第12 页车间工序号工序名称材料牌号120 磨斜面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数平面磨床M7120A 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨斜面砂轮扳手3000 5652 2 0.0472 2 0.143设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第13 页车间工序号工序名称材料牌号130精车直径120,116,80的孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车前面YG6 kr=90度r0=15度车刀200 165.5 0.5 1 1 0.9252 精车120的孔YG6 kr=100度kr1=10度车刀200 179.6 0.168 0.5 1 0.4293 精车120孔的端面YG6 kr=100度kr1=10度车刀160 154.6 0.23 0.9 1 0.0934 半精车直径80孔端面YG6 kr=100度kr1=10度车刀200 165.6 0.15 1 1 0.8355 精车直径80孔面YG6 kr=100度kr1=10度车刀250 244.9 0.12 0.5 1 0.8006 精车R40圆弧面YG6 kr=100度kr1=10度车刀250 244.9 0.12 0.5 1 0.863设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第14 页车间工序号工序名称材料牌号140精车47,52 ,61孔及其端面,精车螺纹HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车直径47的孔车刀塞规200 179.6 0.168 0.5 1 0.7862 精车直径52的孔车刀内径百分表50-100 200 179.6 0.168 0.5 1 0.43 精车47孔的端面车刀游标卡尺0-125 200 232.2 0.168 0.09 1 0.0714 精车M60*1.5螺纹内螺纹车刀63 44.3 1.5 0.3 3 0.405设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第15 页车间工序号工序名称材料牌号150 精镗直径45的孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗直径45的孔车刀塞规160 183.8 0.15 0.5 1 0.771设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第16 页车间工序号工序名称材料牌号160 制2—M4深7螺纹HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液专用分度夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔锥柄麻花钻d=3.3mm 697 17.70 0.23 11 1 0.1062 攻丝丝锥22 5.86 0.7 7 1 0.710设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第17 页车间工序号工序名称材料牌号170 制窗口螺纹HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z35 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔锥柄麻花钻d=3.3mm 85 16.91 0.25 11 1 0.162 攻丝机用丝锥d=4mm 34 5.86 0.7 8 1 0.5243 钻直径12的孔锥柄麻花钻d=12mm 85 23.35 0.25 7 1 0.078设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第18 页车间工序号工序名称材料牌号180 制3—M4螺孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔锥柄麻花钻d=3.3mm 675 17.70 0.23 10 1 0.32 攻丝机用丝锥d=4mm 22 5.86 0.7 10 1 0.954设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第19 页车间工序号工序名称材料牌号185 制3—M6螺孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔锥柄麻花钻d=4.5mm 697 19.13 0.23 12 1 0.3452 攻丝机用丝锥d=6mm 22 6.92 1 12 1 0.824*3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第20 页车间工序号工序名称材料牌号190 制M12*1.25深8螺孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔锥柄麻花钻d=10mm 679 23.36 0.23 12.5 1 0.1652 攻丝机用丝锥22 13.00 1.25 8 1 0.506设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第21 页车间工序号工序名称材料牌号195 钻直径8斜孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数立钻Z550 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻直径8斜孔锥柄麻花钻d=8mm 697 22.09 0.23 62 1 0.402设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第22 页车间工序号工序名称材料牌号200 制端面孔,螺纹孔HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数摇臂钻Z35 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻直径12孔锥柄麻花钻d=12mm 850 23.35 0.25 7 1 0.0782 钻直径3.3孔锥柄麻花钻d=3.3mm 850 16.91 0.25 7 1 0.0593 攻丝M4通机用丝锥d=4mm 34 5.86 0.7 7 1 0.4954 钻直径3.3深12孔锥柄麻花钻d=3.3mm 850 16.91 0.25 12 1 0.071*25 攻丝2—M4深8 机用丝锥d=4mm 34 5.86 0.7 9.4 1 1.106设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第23 页车间工序号工序名称材料牌号210 倒忽止口面HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数摇臂钻Z35夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助6 钻(ZM6通)半径4.5通孔锥柄丝锥钻d=4.5 850 18.27 0.25 7 1 0.064*27 攻ZM6孔机用丝锥d=6 34 6.92 1 7 1 0.371*28 钻(M6深15)半径4.5 锥柄丝锥钻d=4.5 850 18.27 0.25 25 1 0.1369 攻M6深15 机用丝锥d=6 34 6.92 1 15 1 0.7设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构壳体共30 页第24 页车间工序号工序名称材料牌号220 打件号HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数砂型铸件135×142×189.5 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)南通职业大学机械工程系机械加工工序卡片产品型号零件图号J90B—01C—L产品名称零件名称精密平面磨床垂直进给机构客体共30 页第25 页车间工序号工序名称材料牌号HT15-33毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称共30 页第26 页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)械工程系机械加工工序卡片产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
M7180×40B/10G-GM 卧轴矩台平面磨床
技术协议书日期:
技术协议书
甲方:
乙方:桂林桂北机器有限责任公司
产品名称:卧轴矩台平面磨床
一、产品型号:M7180×40B/10G-GM
二、数量:
三、交货期:
四、交货地点:
五、技术特点:
1、磨头主轴采用动静压轴承,精度高,刚性好,抗重切能力
强,磨削效率高。
2、磨床工作台纵向移动为液压传动,无级调速;
3、磨头横向移动可电动亦可手动,横向自动进刀由电动机带
动滚珠丝杠副传动,使用十分轻便;
4、工作台导轨、拖扳平导轨粘贴聚四氟乙烯导轨软带,耐磨
性好,使用寿命长;
5、垂直进刀为手动,并备有自动快速升降机构可减轻劳动
力。
6、本机具有工作台退磁装置,便于装卸工件;
电磁吸盘磁力可无级调整。
7、机床运动平稳、性能可靠、噪音低。
六、技术规格:
1、工作台工作面尺寸(宽×长):800×4000 mm
2、磨削工件的最大尺寸(宽×长×高):800×4000×1000 mm
3、工作台纵向移动量(液动):200~4100 mm
4、工作台速度(无级调速):8~24 m/min
5、工作台T形槽数 3
T形槽宽度28 mm
6、砂轮中心至台面距离:225~1225 mm
7、磨头最大移动量:横向 820 mm
垂直 1000 mm
8、砂轮尺寸(外径×宽度×内径):φ450×63×φ203 mm
9、磨头横向进给(无级调速)
连续0.5~2.5 m/min
断续3~20 mm/次
10、手柄每转磨头进给量
横向 5 mm
垂直0.175 mm
11、垂直进给手轮最小刻度值:0.005 mm
12、磨头快速升降速度:241 mm/min
13、设备总容量:28 kVA
14、磨头电动机功率:15 kW
转速:1460 r/min
15、液压泵电动机功率: 18.5 kW
转速:1500 r/min 16、快速升降电动机功率0.75 kW
转速1400 r/min 17、冷却泵电动机功率0.25 kW
转速3000 r/min 18、动静压主轴液压箱电动机功率 1.1 kW
转速1400 r/min 19、横向直流电动机功率 1.2 kW
转速500 r/min 20、磁性分离器功率60W
转速1400 r/min 21、砂轮转速1460 r/min
砂轮线速度34 m/s
22、加工表面对基面的平行度:≤0.008mm /300
23、工件加工表面粗糙度:≤Ra0.63 μm
24、电磁吸盘尺寸(宽×长):800×4000 mm
25、承载最大质量(包括电磁吸盘):4950 kg
26、机床外形尺寸(长×宽×高):12840×3600×3250 mm
27、机床净重:约20000 kg
七、随机附件:
1、电磁吸盘:800×1000,4件
2、砂轮:2件
3、台面砂轮修整器:1套(不附金刚钻)
4、砂轮卡盘(装于砂轮上):2副
5、砂轮平衡心轴:1副
6、砂轮平衡架(含平衡调整螺钉):1套
7、二用扳手:1件
8、地脚螺栓:20副
9、机床垫铁:20件
10、刮屑板:1副
11、充退磁器(装于主机电柜内):1套
12、机床使用说明书:机械、电气、液压各1份
13、合格证书、装箱单:各1份
八、验收标准:
1、按出厂标准Q/GBJQ-2007验收,乙方提供合格证明书(含精
度检测数据)及精度标准(含几何精度及工作精度检测方
法)。
2、机床油漆美观,外观无明显缺陷。
3、机床需经连续六小时空运行试验,确保机床可靠。
九、售后服务:
十一、其它事项:
十一、此协议书一式四份,双方各持两份,与合同、投标书具有同等的法律效力,未尽事宜双方友好协商。
甲方:乙方:桂林桂北机器有限责任公司代表:代表:
日期:日期:。