CNC数控铣床程式系统G码指令
- 格式:docx
- 大小:16.33 KB
- 文档页数:4
数控铣床圆弧切削指令:G02,G03详解简介:G02:顺时针方向(CW)圆弧切削。
G03:逆时针方向(CCW)圆弧切削。
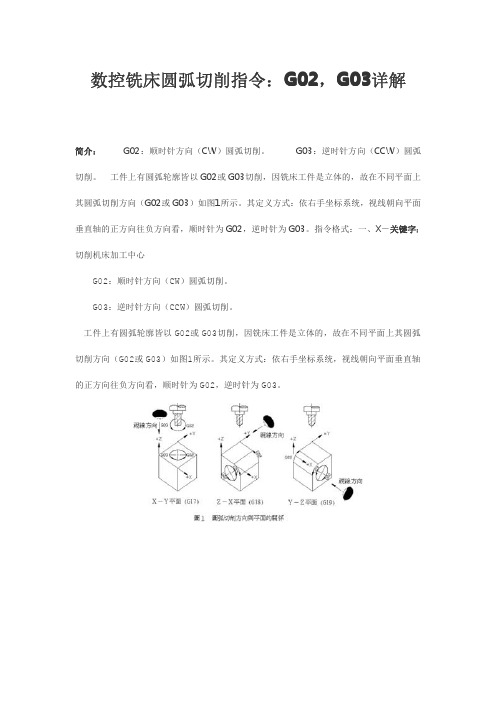
工件上有圆弧轮廓皆以G02或G03切削,因铣床工件是立体的,故在不同平面上其圆弧切削方向(G02或G03)如图1所示。
其定义方式:依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03。
指令格式:一、X-关键字:切削机床加工中心G02:顺时针方向(CW)圆弧切削。
G03:逆时针方向(CCW)圆弧切削。
工件上有圆弧轮廓皆以G02或G03切削,因铣床工件是立体的,故在不同平面上其圆弧切削方向(G02或G03)如图1所示。
其定义方式:依右手坐标系统,视线朝向平面垂直轴的正方向往负方向看,顺时针为G02,逆时针为G03。
指令格式:一、X-Y平面上的圆弧二、Z-X平面上的圆弧三、Y-Z平面上的圆弧指令各地址的意义:X、Y、Z:终点坐标位置,可用绝对值(G90)或增量值(G91)表示。
R:圆弧半径,以半径值表示。
(以R表示者又称为半径法)。
I、J、K:从圆弧起点到圆心位置,在X、Y、Z轴上的分向量。
(以I、J、K表示者又称为圆心法)。
X轴的分向量用地址I表示。
Y轴的分向量用地址J表示。
Z轴的分向量用地址K表示。
F:切削进给速率,单位mm/min。
圆弧的表示有圆心法及半径法两种,兹分述如下:1.半径法:以R表示圆弧半径,以半径值表示。
此法以起点及终点和圆弧半径来表示一圆弧,在圆上会有二段弧出现,如图2所示。
故以R是正值时,表示圆心角"f180°者之弧;R是负值时,表示圆心角>180°者之弧。
假设图2中,R=50mm,终点坐标绝对值为(100.,80.)则(1)圆心角>180°之圆弧(即路径B)G90G03X100.Y80.R-50.F80;(2)圆心角"f180°之圆弧(即路径A)G90G03X100.Y80.R50.F80;2.圆心法:I、J、K后面的数值是定义为从圆弧起点到圆心位置,在X、Y、Z轴上之分向量值。

加工中心g代码大全加工中心G代码大全。
加工中心是一种多功能的数控机床,广泛应用于零部件的加工和制造。
G代码是数控加工中心的一种控制语言,用于指挥机床进行各种加工操作。
本文将介绍加工中心G代码的基本知识和常用指令,帮助读者更好地理解和应用G代码。
1. G代码概述。
G代码是数控加工中心中最基本的指令集,用于控制机床进行各种加工操作,如切削、定位、进给、退刀等。
G代码由字母G和后面的数字组成,代表不同的加工功能和操作指令。
在编程时,需要根据加工要求选择合适的G代码指令,以实现所需的加工操作。
2. 常用G代码指令。
2.1 G00,快速移动。
G00指令用于控制机床在空转状态下快速移动到指定位置,适用于加工中心的快速定位和刀具换位操作。
2.2 G01,线性插补。
G01指令用于控制机床进行直线插补运动,实现直线加工操作。
在G01指令中需要指定加工路径的起点和终点坐标,以及加工速度和进给速度等参数。
2.3 G02/G03,圆弧插补。
G02和G03指令用于控制机床进行圆弧插补运动,实现圆弧加工操作。
在G02和G03指令中需要指定圆弧的起点、终点、圆心坐标,以及加工速度和进给速度等参数。
2.4 G17/G18/G19,选择平面。
G17、G18和G19指令用于选择加工中心的加工平面,分别表示XY平面、XZ平面和YZ平面。
在编程时需要根据实际加工要求选择合适的加工平面。
2.5 G20/G21,英制/公制。
G20和G21指令用于选择加工中心的加工单位,分别表示英制和公制。
在编程时需要根据实际加工要求选择合适的加工单位。
3. G代码编程示例。
下面是一个简单的G代码编程示例,用于控制加工中心进行直线加工操作:N10 G00 X0 Y0 Z0 ; 快速移动到起始位置。
N20 G01 X100 Y100 Z50 F100 ; 在XY平面上进行直线插补加工。
N30 G00 Z100 ; 刀具快速退刀。
N40 M30 ; 程序结束。

加工中心指令G代码全集:G00 定位(快速进给)B *G01 直线插补(切削进给)B *G02 圆弧插补/螺旋线(CW)BG03 圆弧插补/螺旋线(CCW)BG04 暂停BG05.1 预读(预先读出多个程序段BG07.1 圆柱插补OG08 预读控制BG09 准确停止BG10 加工程序参数输入BG11 加工程序参数输入删除BG15 取消极坐标指令BG16 极坐标指令BG17 X&Y平面选择B *G18 Z&X平面选择BG19 Y&Z平面选择BG20 英寸输入BG21 毫米输入BG22 存储行程检查OG23 存储行程检查删除OG27 返回参考点检测BG59 工件坐标系6选择B G60 单方向定位BG61 准确定位方式B G62 自动拐角倍率BG63 攻丝方式O G64 切削方式O *G65 宏程序调用B G66 宏程序模式调用BG67 宏程序模式调用取消BG68 坐标系旋转BG69 取消坐标系旋转BG73 步进深孔钻循环BG74 轮廓攻丝循环BG76 精镗孔BG80 固定循环取消B *G81 钻孔或钻定位孔循环BG82 钻孔或镗孔循环BG83 深孔钻循环BG84 攻牙循环BG85 镗孔循环BG86 镗孔循环BG87 反镗削循环BG28 返回参考点BG29 从参考点返回BG30 返回第2.3.4参考点BG31 跳跃功能OG33 螺旋切削OG37 自动刀具长度测量OG39 拐角偏置圆弧插补BG40 刀具径补偿取消B *G41 刀具左侧补偿BG42 刀具右侧补偿BG40.1 法线方向控制取消OG41.1 法线方向控制左侧打开O G42.1 法线方向控制右侧打开O G43 +方向刀具长度补偿BG44 -方向刀具长度补偿BG49 刀具长度补偿取消B *G50 取消比例缩放BG51 比例缩放BG50.1 G指令镜像功能删除BG51.1 G指令镜像功能BG52 局部坐标设定BG53 机床坐标选择BG88 镗孔循环BG89 镗孔循环BG90 绝对坐标输入B *G91 增量输入B *G92 坐标系设定BG92.1 预置工件坐标OG94 每分进给BG95 每转进给OG96 恒端面切削速度控制OG97 取消恒端面切削速度控制O G98 返回初始平面BG99 返回R点平面B加工中心指令M代码集:M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转(CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关G54 工件坐标系1选择B * G54.1 附加工件坐标系选择B G55 工件坐标系2选择BG56 工件坐标系3选择BG57 工件坐标系4选择BG58 工件坐标系5选择B M16 刀具入刀座M28 刀座返回原点M30 程序结束(复位) 并回到开头M48 主轴过载取消不起作用M49 主轴过载取消起作用M60 APC 循环开始M80 分度台正转(CW)M81 分度台反转(CCW)M98 子程序调用M99 子程序结束。

CNC加工中心程序代码大全在现代制造业中,CNC 加工中心凭借其高精度、高效率和高自动化程度,成为了生产加工中的重要设备。
而要让 CNC 加工中心按照我们的意愿精确地进行加工操作,就离不开程序代码的编写。
下面就为大家详细介绍一下常见的 CNC 加工中心程序代码。
一、准备功能代码(G 代码)G 代码是 CNC 编程中最常用的代码之一,用于指定机床的运动方式和加工操作。
以下是一些常见的 G 代码:1、 G00:快速定位指令机床以最快的速度移动到指定的位置,不进行切削加工。
2、 G01:直线插补使刀具沿着直线轨迹进行切削运动,需要指定终点坐标和进给速度。
3、 G02/G03:圆弧插补G02 用于顺时针圆弧插补,G03 用于逆时针圆弧插补。
需要指定圆弧的终点坐标、圆心坐标(或半径)以及进给速度。
4、 G04:暂停使机床在指定的时间内暂停动作,常用于钻孔时的排屑。
5、 G17/G18/G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
6、 G20/G21:单位选择G20 选择英制单位,G21 选择公制单位。
7、 G28:返回参考点使机床各坐标轴快速返回机床参考点。
8、 G40/G41/G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
用于在轮廓加工中自动补偿刀具半径。
二、辅助功能代码(M 代码)M 代码主要用于控制机床的辅助动作,如主轴的启停、冷却液的开关等。
1、 M03:主轴正转启动主轴以顺时针方向旋转。
2、 M04:主轴反转启动主轴以逆时针方向旋转。
3、 M05:主轴停止停止主轴旋转。
4、 M08:冷却液开打开冷却液。
5、 M09:冷却液关关闭冷却液。
6、 M30:程序结束并返回表示程序结束,机床复位并返回程序开头。
三、进给功能代码(F 代码)F 代码用于指定切削进给速度,单位通常为 mm/min 或 mm/r(每分钟进给量或每转进给量)。

数控铣床g代码和代码的使用方法G代码可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
一般可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母G以及两位数字组成,也被称为G代码。
另一类功能被称为辅助功能,用来完成程序的执行控制、主轴控制、刀具控制、辅助设备控制等功能。
在这些辅助功能中,Tx x用于选刀,Sx x x x用于控制主轴转速。
其它功能由以字母M与两位数字组成的M代码来实现。
1.2 准备功能本机床使用的所有准备功能见表1.1:表1.1G代码分组功能*G00 01 定位(快速移动)*G01 01 直线插补(进给速度)G02 01 顺时针圆弧插补G03 01 逆时针圆弧插补G04 00 暂停,精确停止G09 00 精确停止*G17 02 选择X Y平面G18 02 选择Z X平面G19 02 选择Y Z平面G27 00 返回并检查参考点G28 00 返回参考点G29 00 从参考点返回G30 00 返回第二参考点*G40 07 取消刀具半径补偿G41 07 左侧刀具半径补偿G42 07 右侧刀具半径补偿G43 08 刀具长度补偿+G44 08 刀具长度补偿-*G49 08 取消刀具长度补偿G52 00 设置局部坐标系G53 00 选择机床坐标系*G54 14 选用1号工件坐标系G55 14 选用2号工件坐标系G56 14 选用3号工件坐标系G57 14 选用4号工件坐标系G58 14 选用5号工件坐标系G59 14 选用6号工件坐标系G60 00 单一方向定位G61 15 精确停止方式*G64 15 切削方式G65 00 宏程序调用G66 12 模态宏程序调用*G67 12 模态宏程序调用取消G73 09 深孔钻削固定循环G74 09 反螺纹攻丝固定循环G76 09 精镗固定循环*G80 09 取消固定循环G81 09 钻削固定循环G82 09 钻削固定循环G83 09 深孔钻削固定循环G84 09 攻丝固定循环G85 09 镗削固定循环G86 09 镗削固定循环G87 09 反镗固定循环G88 09 镗削固定循环G89 09 镗削固定循环*G90 03 绝对值指令方式*G91 03 增量值指令方式G92 00 工件零点设定*G98 10 固定循环返回初始点G99 10 固定循环返回R点从表1.1中我们可以看到,G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。
CNC加工应用G代码大全及应用详解CNC加工中心G代码:G00定位G01直线切削G02顺时针方向圆弧切削G03逆时针方向圆弧切削G04暂停指令G09正确停止检测G10补正设定G12顺时针方向圆周切削G13逆时针方向圆周切削G15极座标系统取消G16极座标系统设定G17XY平面设定G18XZ平面设定G19YZ平面设定G20英制单位设定G21公制单位设定G22软体极限设定G23软体极限设定取消G27机械原点复归检测G28自动经中间点复归机械原点G29自动从参考点复归G30自动复归到第二原点G40刀具半径补正取消G41刀具半径偏左补正G42刀具半径偏右补正G43刀具长度沿正向补正G44刀具长度沿负向补正G49刀具长度补正取消G45刀具位置补正增加G46刀具位置补正减少G47刀具位置补正两倍增加G48刀具位置补正两倍减少G50比例功能取消OFFG51比例功能设定ONG52回复到基本座标系统G53回复到机械座标系统G54第一工件座标系统G55第二工件座标系统G56第三工件座标系统G57第四工件座标系统G58第五工件座标系统G59第六工件座标系统G60 外部补正G70圆周等分段循环G71圆周分段循环G72直线分段循环G73高速喙钻循环G74左旋牙切削循环G76精搪孔循环G77反面搪孔循环G80固定循环取消G81钻孔循环G82沉头孔加工循环G83啄钻循环G84右旋牙切削循环G85搪孔循环G86搪孔循环G87搪孔循环G88搪孔循环G89搪孔循环G90绝对指令座标值设定G91增量指令座标值设定G92绝对程式零点设定G94每分钟进给量设定mm/minG95每转进给给设定mm/revG98固定循环,刀具复归到起始点G99固定循环,刀具复归到R点M04主轴逆时针旋转M05主轴停止M06刀具交换M07雾化冷却液开启M08冷却液开启M09冷却液关启M10工作台(B轴)锁住M11工作台(B轴)松开M13主轴顺时针转动及加切削液M14主轴逆时针转动及加切削液M15正方向运动M16负方向运动M19主轴定位M30程式结束记忆体回归M90程式中断取消M91程式中断设定M92多段暂存取消M93多段暂存设定M94镜像投影工能取消M95镜像投影工能设定M96刀具补正圆弧转角模式M97刀具补正交角转角模式M98副程式呼叫M99副程式结束G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__ 说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
数控铣床G代码加工中心系统的G代码列表代码组号含义G00 定位(快速定位)G01 直线插补(切削进给)G02 圆弧插补/螺旋插补 CWG03 01 圆弧插补/螺旋插补 CCWG02.3,G03.2 渐开线插补 CW/CCWG02.3,G03.2 指数函数插补 CW/CCWG02.4,G03.4 三维圆弧插补 CW/CCWGO4 暂停G05 AL轮廓控制(高精度轮廓控制兼容指令)G05.1 00 AL轮廓控制/那米平滑/平滑插补G05.2 HRV3,4接通/断开G06.2 01 NURBS插补G07 假想轴插补G07.1(G07) 圆柱插补G08 AL轮廓控制(前瞻控制兼容指令)G09 00 准确停止G10 可编程数据输入G010.6 刀具回退和返回G010.9 直径/半径编程可编程切换G11 可编程数据输入取消G12.1 21 极坐标插补方式G13.1 极坐标插补方式取消G15 17 极坐标指令取消G16 极坐标指令G17 XpYp平面其中,Xp:X 轴或者其平行轴G18 02 ZpXp平面 Yp:Y 轴或者其平行轴G19 YpZp平面 Zp:Z 轴或者其平行轴G20(G70) 06 英制G21(G71) 米制G22 04 存储行程检查功能ONG23 存储行程检查功能OFFG25 主轴速度变动检测OFFG26 19 主轴速度变动检测ONG27 参考点返回检查G28 自动返回至参考点G29 从参考点移动G30 第2、第3、第4参考点返回G30.1 00 可变参考点返回G31 跳转功能G31.8 EGB轴跳动G33 螺纹切削G34 01 可变导程螺纹切削G35 圆弧螺纹切削CWG36 圆弧螺纹切削CCWG37 刀具长度自动测定G38 00 工具半径补偿或刀尖半径补偿:保持矢量G39 工具半径补偿或刀尖半径补偿:拐角圆弧插补G40 工具半径补偿或刀尖半径补偿:取消/三维刀具补偿:取消G41 工具半径补偿或刀尖半径补偿/三维刀具补偿:左G41.2 5轴加工刀具半径补偿:左(类型1)G41.3 5轴加工刀具半径补偿:(前缘偏置)G41.4 5轴加工刀具半径补偿:左(类型1)(FS16i兼容指令)G41.5 07 5轴加工刀具半径补偿:左(类型1)(FS16i兼容指令)G41.6 5轴加工刀具半径补偿:左(类型2)G42 工具半径补偿或刀尖半径补偿/三维刀具补偿:右G42.2 5轴加工刀具半径补偿:右(类型1)G42.4 5轴加工刀具半径补偿:右(类型1)(FS16i兼容指令)G42.5 5轴加工刀具半径补偿:右(类型1)(FS16i兼容指令)G42.6 5轴加工刀具半径补偿:右(类型2)G40.1 法线方向控制取消方式G41.1 19 法线方向控制左侧ONG42.1 法线方向控制右侧ONG43 刀具长度补偿+G43.1 08 刀具轴向刀具长度补偿G43.4 刀具中心点控制(类型1)G43.5 刀具中心点控制(类型2)G44 刀具长度补偿-G45 刀具位置偏置伸长G46 00 刀具位置偏置缩小G47 刀具位置偏置伸长2陪G48 刀具位置偏置缩小2陪G49.(G49.1) 08 刀具长度补偿取消G50 11 比例缩放取消G51 比例缩放G50.1 22 可编程镜像取消G51.1 可编程镜像G50.2 31 多边形加工取消G51.2 多变形加工G52 00 局部坐标系设定G53 机床坐标系选择G53.1 刀具轴向控制G54(G54.1) 工件坐标系1选择G55 工件坐标系2选择G56 14 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G60 00 单向定位G61 准确停止方式G62 15 自动拐角倍率G63 攻丝方式G64 切削方式G65 00 宏程序调用G66 宏模态调用AG66.1 12 宏模态调用BG67 宏模态调用A/B取消G68 坐标旋转或三维坐标变换方式ON G68.2 16 特性坐标系选择G69 坐标旋转或三维坐标变换方式OFF G72.1 00 图形复制(旋转复制)G72.2 图形复制(平行复制)G73 钻深孔循环G74 09 反向攻丝循环G76 精细钻孔循环G80 09 固定循环取消G80.5 24 电子齿轮箱2组同步取消G80.8 34 电子齿轮箱同步取消G81 09 钻孔循环、点镗孔循环G81.1 00 切削G81.5 24 电子齿轮箱2组同步开始G81.8 34 电子齿轮箱同步开始G82 钻循环孔、镗阶梯孔循环G83 钻深孔循环G84 攻螺纹循环G84.2 刚性攻丝循环(FS15)G84.3 09 反向刚性攻丝循环(FS15)G85 镗孔循环G86 镗孔循环G87 反镗孔循环G88 镗孔循环G89 镗孔循环G90 03 绝对值输入G91 增量值输入(相对值输入)G91.1 最大增量指令值检测G92 00 设定工件坐标系的设定/主轴最高转速钳制G92.1 工件坐标系预设G93 反比时间进给G94 05 每分钟进给G95 每转进给G96 13 圆周速度恒定控制G97 固定速度恒量控制取消G98 10 固定循环初始平面返回G99 固定循环R点平面返回G107 00 圆柱插补G112 21 极坐标插补方式G113 极坐标插补方式取消。
加工中心常用的G代码和M指令在现代机械加工领域,加工中心凭借其高精度、高效率和高自动化程度,成为了生产制造中的重要设备。
而要让加工中心按照我们的意愿精确地完成各种加工任务,就离不开对 G 代码和 M 指令的熟练运用。
G 代码是准备功能指令,用于控制机床的运动方式和轨迹。
下面我们来详细了解一些常见的 G 代码。
G00 快速定位指令,它能让刀具以最快的速度移动到指定的位置。
比如,从一个加工点快速移动到另一个加工点,节省非切削时间。
G01 直线插补指令,用于让刀具沿着直线轨迹进行切削运动。
通过指定终点坐标,机床就能控制刀具沿着直线进行精确的切削。
G02 和 G03 分别是顺时针圆弧插补和逆时针圆弧插补指令。
在加工圆弧轮廓时,我们需要使用这两个指令,并给定圆弧的圆心坐标、半径等参数,机床就能按照要求加工出圆弧。
G04 是暂停指令,在加工过程中,有时需要让刀具在某个位置短暂停留,以达到特定的加工效果,这时候就用到 G04 指令。
G17、G18、G19 分别用于选择不同的平面,G17 是选择 XY 平面,G18 是选择 XZ 平面,G19 是选择 YZ 平面。
根据加工零件的形状和要求,选择合适的平面可以更方便地编程和加工。
G20 和 G21 分别用于设定编程时的单位为英寸和毫米。
在实际编程中,一定要根据图纸的要求选择正确的单位,否则会导致加工尺寸的错误。
G28 是返回参考点指令,它能让机床的各坐标轴快速返回机床设定的参考点位置,为下一次加工做好准备。
G40、G41、G42 分别是刀具半径补偿取消、左补偿和右补偿指令。
在加工带有轮廓的零件时,通过合理使用刀具半径补偿,可以简化编程,提高加工精度。
M 指令是辅助功能指令,主要用于控制机床的各种辅助动作。
M00 是程序暂停指令,当程序执行到 M00 时,机床会停止运行,直到按下启动按钮,程序才继续执行。
M03 和 M04 分别用于控制主轴正转和反转。
在进行切削加工时,需要根据工艺要求正确选择主轴的旋转方向。
CNC \G代码
S机能:具有指定主轴转速大小的功能,它必须与M02或M03共同使用,才会有作用。
F机能:具有指定进刀速度的机能,当程式执行时会以程式的输入的值为基准,再配合
控制外的进刀速度百分比作用。
也就是当程式里设定为F1000时,若控制器面板的进刀速率旋钮切换为150%,则加工进行中将会以F1500的速度进行切削
D和H机能:一般D机能多半用于刀具的半径补偿用。
H机能用于刀具长度补正之用。
利用H机能之特性程式设计时,可以不考虑刀具的精确长度与夹具的高度,而完全由补正的方式来满足其实际值。
T:刀具转换功能。
CNC加工中心程序代码大全在现代制造业中,CNC 加工中心凭借其高精度、高效率和高自动化程度,成为了生产各类精密零件和复杂工件的重要设备。
而要让 CNC加工中心按照我们的设计要求精确地加工出产品,就离不开程序代码的编写。
接下来,就为您详细介绍一下常见的CNC 加工中心程序代码。
首先,我们来了解一下 G 代码。
G 代码是 CNC 编程中最常用的指令之一,用于控制机床的运动方式和动作。
G00 指令代表快速定位,它能让刀具以最快的速度移动到指定的位置。
比如,G00 X100、 Y50、 Z20、就表示刀具快速移动到 X 坐标为100、Y 坐标为 50、Z 坐标为 20 的位置。
G01 指令用于直线插补,实现刀具沿着直线进行切削运动。
例如,G01 X80、 Y60、 Z15、 F100、这里的 F100 表示切削进给速度为100mm/min。
G02 和 G03 指令分别用于顺时针和逆时针圆弧插补。
假设要加工一个半径为30 的顺时针圆弧,起点坐标为(50,40),终点坐标为(80,70),则可以写成 G02 X80、 Y70、 R30、。
接下来是 M 代码。
M 代码主要用于控制机床的辅助功能。
M03 表示主轴正转,M04 则是主轴反转,而 M05 用于主轴停止。
M08 是打开冷却液,M09 则关闭冷却液。
M30 表示程序结束,并返回程序开头。
除了 G 代码和 M 代码,还有一些其他常用的代码。
T 代码用于选择刀具,比如 T01 表示选择 1 号刀具。
S 代码用于设定主轴转速,例如S1000 表示主轴转速为1000r/min 。
F 代码除了在 G01 指令中用于设定切削进给速度外,在螺纹加工中也有重要作用。
在编程时,还需要注意一些编程规则和格式。
程序一般由程序号、程序内容和程序结束符组成。
程序号用于区分不同的程序,通常以“O”开头加上数字,如 O0001 。
坐标值可以使用绝对值编程或增量值编程。
绝对值编程时,坐标值是相对于工件坐标系原点的绝对位置;增量值编程则是相对于前一个位置的增量。
CNC数控铣床程式系统G码指令G00直线快速进给(定位)
G01 直线插补,切削进给
G02 圆弧插补(顺时针)
G03 圆弧插补(逆时针)
G04 暂停指定时间
G05 高速高精模式
G06.2 NURBS曲线补间
G09 准确停止
G10 加工程序参数输入
G15 取消极坐标插位
G16 极坐标插位
G17 X&Y平面选择
G18 Z&X平面选择
G19 Y&Z平面选择
G22 存储行程检查
G23 存储行程检查删除
G27 返回参考点检测
G28 返回参考点
G29 从参考点返回
G30 任意参考点返回
G31 跳跃功能
G33 螺旋切削
G40 刀具径补偿取消
G41 刀具左侧补偿
G42 刀具右侧补偿
G43 +方向刀具长度补偿
G44 -方向刀具长度补偿
G49 刀具长度补偿取消
G50 取消比例缩放
G51 比例缩放
G50.1 G指令镜像功能删除
G51.1 G指令镜像功能
G52 局部坐标设定
G53 机械坐标选择
G53.1 斜平面加工刀具对正(五轴)G54 工件坐标系1选择
G54.1 附加工件坐标系选择
G55 工件坐标系2选择
G56 工件坐标系3选择
G57 工件坐标系4选择
G58 工件坐标系5选择
G59 工件坐标系6选择
G60 单方向定位
G61 确实停止检测
G62 自动拐角倍率
G63 攻丝方式
G64 切削方式
G65 单一宏程序调用
G66 模式宏程序调用
G67 模式宏程序调用取消G68 坐标系旋转
G68.2 斜平面加工(五轴)G69 取消坐标系旋转
G70 英制单位加工
G71 公制单位加工
G73 步进深孔钻循环
G74 左手攻丝循环
G76 精镗孔
G80 固定循环取消
G81 钻孔或钻定位孔循环G82 暂停钻孔或镗孔循环G83 深孔钻循环
G84 攻牙循环
G85 钻孔循环
G86 高速钻孔循环
G87 反镗削循环
G88 镗孔循环
G89 暂停镗孔循环
G90 绝对坐标输入
G91 相对坐标输入
G92 绝对零点坐标系设定
G93 反时间进给
G94 每分进给
G95 每转进给
G96 等表面切削速度
G97 取消等表面切削速度控制G98 返回初始平面
G99 返回R点平面。