BGA 焊接不良的红墨水分析
- 格式:ppt
- 大小:1004.00 KB
- 文档页数:9
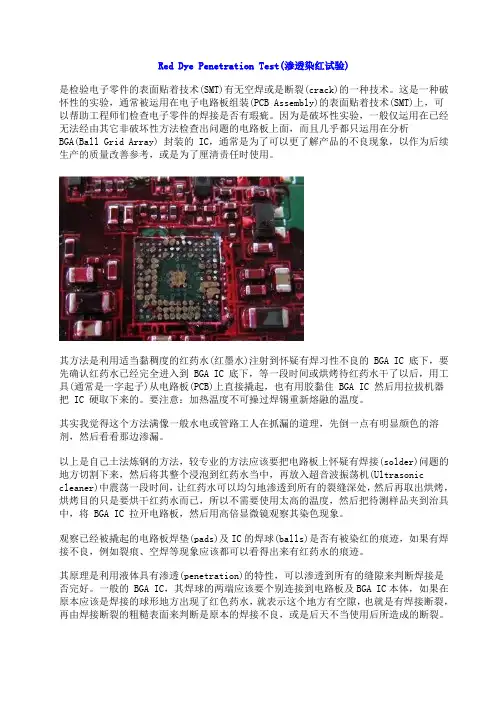
Red Dye Penetration Test(渗透染红试验)是检验电子零件的表面贴着技术(SMT)有无空焊或是断裂(crack)的一种技术。
这是一种破怀性的实验,通常被运用在电子电路板组装(PCB Assembly)的表面贴着技术(SMT)上,可以帮助工程师们检查电子零件的焊接是否有瑕疵。
因为是破坏性实验,一般仅运用在已经无法经由其它非破坏性方法检查出问题的电路板上面,而且几乎都只运用在分析BGA(Ball Grid Array) 封装的 IC,通常是为了可以更了解产品的不良现象,以作为后续生产的质量改善参考,或是为了厘清责任时使用。
其方法是利用适当黏稠度的红药水(红墨水)注射到怀疑有焊习性不良的 BGA IC 底下,要先确认红药水已经完全进入到 BGA IC 底下,等一段时间或烘烤待红药水干了以后,用工具(通常是一字起子)从电路板(PCB)上直接撬起,也有用胶黏住 BGA IC 然后用拉拔机器把 IC 硬取下来的。
要注意:加热温度不可操过焊锡重新熔融的温度。
其实我觉得这个方法满像一般水电或管路工人在抓漏的道理,先倒一点有明显颜色的溶剂,然后看看那边渗漏。
以上是自己土法炼钢的方法,较专业的方法应该要把电路板上怀疑有焊接(solder)问题的地方切割下来,然后将其整个浸泡到红药水当中,再放入超音波振荡机(Ultrasonic cleaner)中震荡一段时间,让红药水可以均匀地渗透到所有的裂缝深处,然后再取出烘烤,烘烤目的只是要烘干红药水而已,所以不需要使用太高的温度,然后把待测样品夹到治具中,将 BGA IC 拉开电路板,然后用高倍显微镜观察其染色现象。
观察已经被撬起的电路板焊垫(pads)及IC的焊球(balls)是否有被染红的痕迹,如果有焊接不良,例如裂痕、空焊等现象应该都可以看得出来有红药水的痕迹。
其原理是利用液体具有渗透(penetration)的特性,可以渗透到所有的缝隙来判断焊接是否完好。
LED红墨水实验发布时间:2016-03-02 13:59:35
红墨水实验早期主要是用来检验电子零件的表面贴着技术(SMT)有无空焊或是断裂(crack)的一种技术。
这是一种破怀性的实验,通常被运用在电子电路板组装(PCB Assembly)的表面贴着技术(SMT)上,可以帮助工程师们检查电子零件的焊接是否有瑕疵。
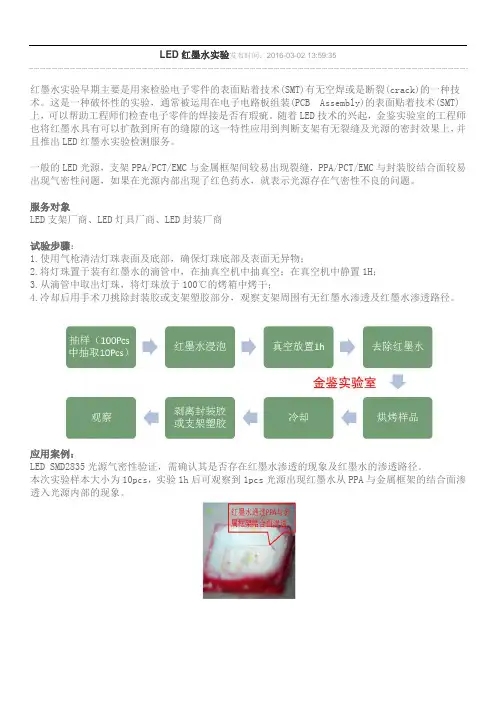
随着LED技术的兴起,金鉴实验室的工程师也将红墨水具有可以扩散到所有的缝隙的这一特性应用到判断支架有无裂缝及光源的密封效果上,并且推出LED红墨水实验检测服务。
一般的LED光源,支架PPA/PCT/EMC与金属框架间较易出现裂缝,PPA/PCT/EMC与封装胶结合面较易出现气密性问题,如果在光源内部出现了红色药水,就表示光源存在气密性不良的问题。
服务对象
LED支架厂商、LED灯具厂商、LED封装厂商
试验步骤:
1.使用气枪清洁灯珠表面及底部,确保灯珠底部及表面无异物;
2.将灯珠置于装有红墨水的滴管中,在抽真空机中抽真空;在真空机中静置1H;
3.从滴管中取出灯珠,将灯珠放于100℃的烤箱中烤干;
4.冷却后用手术刀挑除封装胶或支架塑胶部分,观察支架周围有无红墨水渗透及红墨水渗透路径。
应用案例:
LED SMD2835光源气密性验证,需确认其是否存在红墨水渗透的现象及红墨水的渗透路径。
本次实验样本大小为10pcs,实验1h后可观察到1pcs光源出现红墨水从PPA与金属框架的结合面渗透入光源内部的现象。
红墨水实验步骤和分析
准备材料:
1 红墨水(专业)、洗板水、窗纱(金属的)、无纺布、注射器、真空袋、吸尘器、烤箱。
检验步骤:
1 用注射器装上洗板水把要做红墨水实验的BGA底部注射上洗板水,浸泡大约2分钟让BGA底部的助焊剂充分融化,用气枪把底部的洗板水吹干净,依次重复2遍,保证把BGA 底部的助焊剂清理干净。
2 用注射器装上红墨水,把红墨水注射到BGA下面,能看见四边有红墨水澀出即可。
3 把以上两步做完的PCB板,用纱窗和无纺布包住防止器件把真空袋扎漏。
4 包好放到真空袋里,用吸尘器把袋里真空抽干,抽真空主要是让红墨水能充分融入到BGA底部没一个点上。
5 抽完真空5分钟后,把PCB板从袋里拿出放到烘箱里125度烘烤8小时。
6 烘烤时间完毕后,趁PCB板还热用大力钳夹住PCB板,来回折让BGA自然脱落。
(不能用工具翘起防止损坏BGA球)。
现象分析:
第一种现象是在显微镜下看见BGA球上和焊盘上都有红墨水说明焊接有问题。
第二种现象是如两者有一者有红墨水,说明可能在拆时渐到上面这种说明不了问题。
第三种现象是BGA 焊盘和PCB 焊盘上面都没有红墨水这说明焊接没有问题。
下图是在做红墨水实验一个少锡的案例
技术部吴宝莹 2013.04.22.
BGA 上面的红
墨水。
Red Dye Penetration Test(渗透染红试验)是检验电子零件的表面贴着技术(SMT)有无空焊或是断裂(crack)的一种技术。
这是一种破怀性的实验,通常被运用在电子电路板组装(PCB Assembly)的表面贴着技术(SMT)上,可以帮助工程师们检查电子零件的焊接是否有瑕疵。
因为是破坏性实验,一般仅运用在已经无法经由其它非破坏性方法检查出问题的电路板上面,而且几乎都只运用在分析BGA(Ball Grid Array)封装的IC,通常是为了可以更了解产品的不良现象,以作为后续生产的质量改善参考,或是为了厘清责任时使用。
其方法是利用适当黏稠度的红药水(红墨水)注射到怀疑有焊习性不良的BGA IC底下,要先确认红药水已经完全进入到BGA IC底下,等一段时间或烘烤待红药水干了以后,用工具(通常是一字起子)从电路板(PCB)上直接撬起,也有用胶黏住BGA IC然后用拉拔机器把IC硬取下来的。
要注意:加热温度不可操过焊锡重新熔融的温度。
其实我觉得这个方法满像一般水电或管路工人在抓漏的道理,先倒一点有明显颜色的溶剂,然后看看那边渗漏。
以上是自己土法炼钢的方法,较专业的方法应该要把电路板上怀疑有焊接(solder)问题的地方切割下来,然后将其整个浸泡到红药水当中,再放入超音波振荡机(Ultrasoniccleaner)中震荡一段时间,让红药水可以均匀地渗透到所有的裂缝深处,然后再取出烘烤,烘烤目的只是要烘干红药水而已,所以不需要使用太高的温度,然后把待测样品夹到治具中,将BGA IC拉开电路板,然后用高倍显微镜观察其染色现象。
观察已经被撬起的电路板焊垫(pads)及IC的焊球(balls)是否有被染红的痕迹,如果有焊接不良,例如裂痕、空焊等现象应该都可以看得出来有红药水的痕迹。
其原理是利用液体具有渗透(penetration)的特性,可以渗透到所有的缝隙来判断焊接是否完好。
一般的BGA IC,其焊球的两端应该要个别连接到电路板及BGA IC本体,如果在原本应该是焊接的球形地方出现了红色药水,就表示这个地方有空隙,也就是有焊接断裂,再由焊接断裂的粗糙表面来判断是原本的焊接不良,或是后天不当使用后所造成的断裂。

BGA焊点失效引发不开机案例分析生产质量部--Quality2010年8月25日问题描述不良情况汇总从公司成立至今,在售后返修不良原因中占数量最大的就是BGA虚焊或者焊点开裂(主要是CPU)。
因BGA虚焊或焊点开裂造成不开机、开机掉电等不良的项目累计有R1000、R6300、D16、D18、T616、M550、M555,其中不良最多的为R6300。
查看这些项目都有一个共性,并不是在组装线就退回。
都是在客户端使用一段时间后开始出现不开机、开机掉电、白屏、重启等问题,特别是用手按键时故障容易复现。
并且一旦有退回一般量都会比较大。
售后维修时重新焊接相应的BGA后故障消失,基本都是由BGA虚焊或者焊点开裂造成。
问题描述R6300不良数据此项目在07年5、6、8、10月共贴片24274pcs。
5月份贴片2k当时客户天鸿利在销售1-2周后几乎100%退机,造成客户该项目直接死掉。
故障都是不开机或者开机掉电、死机。
售后维修时重新加焊CPU即可,但过一段时间故障重现。
从6月中旬开始安排点胶,后面出货的22k全部是点胶后。
同一时期R1000结构类似故直接安排点胶后再出货。
问题描述D16不良数据在08年1-4月份生产D16出货后同样是因为不开机、开机掉电等退回,加焊CPU即可。
客户圣力天和盛世中唐、以诺、科讯都有退回,对于客户没有装机的3956pcs退回工厂后对CPU点胶,点胶后再测试功能OK重新出货。
整体不良比率在3%左右。
出货数量:42067pcs,总退回量:2178pcs客退比率:5.18%(CPU重焊占3%)CPU重焊:954pcs问题描述D18和T616不良数据D18生产数量:44215pcs退回数量:3800pcs客退比率:8.5% (CPU重焊占4.35%)CPU重焊:1925pcsT616生产数量:18000pcs(除7528pcs出货给客户装机无法点胶,剩余全部退工厂点胶)退回数量:1164pcs客退比率:6.5% (CPU重焊占3.6%)CPU重焊:643pcs问题描述M550不良数据明细M550项目从09年9月份开始生产,关于CPU 虚焊引起的不开机或者黑屏等不良统计,数据截止10年7月底整体不良在0.3%。
BGA做红墨水实验的报告
机种应力导致BGA的焊接不良,针对问题进行红墨水实验
问题描述:
实验步骤
实验步骤
1.使用气枪清洁BGA的底部数分钟,确保BGA的底部无灰尘等异物;
2.在BGA底部注入红墨水,将PCBA装入真空包装袋,使用包装机抽真空;
3.从包装袋取出pcba,将样品放入烤箱125度烘烤12h;
4.使用螺丝刀将BGA翘起,在显微镜下观察BGA位置;
5.观察焊点上红墨水渗透情况并拍照,得出实验结论。
移除BGA后观察效果图
移除BGA后断裂处分为三个位置:A.断裂处发生在锡球与PCB连接处,红色区域B.断裂处发生在锡球内部,灰色区域C.断裂处发生在锡球与BGA连接处,蓝色区域
B GA 图示Polarity Mark BGA PCB A B C
移除BGA观察效果图
PCB侧BGA侧
移除BGA观察效果图 PCB侧BGA侧A B C BGA
PCB
无红墨水痕迹无红墨水痕迹
无红墨水痕迹
结论
基于以上实验结果分析
所有断裂面无红墨水渗入,BGA的焊接无问题。

BGA焊点失效与承垫坑裂由于无铅焊接的强热造成板材树脂已处于α2软弱的橡胶态,再加上BGA封装载板顶部内硅晶片的CTE只有3-4Pppm/℃,且在强热中载板本身XY的CTE达15ppm/℃之际,其两者之差异会迫使BGA载板会发生凹形上翘(Concave Warpage)。
于是此种BGA四个角落向上的拉力,经常会酿成不同的灾难,也就是垂直拉拔中会呈现不同的失效模式(Failure Mode):图10 大型BGA无铅回焊的强热中,其载板(Substrate在XY之CTE约14-15ppm/℃)将因矽芯片的CTE太小(3-4ppm/℃)而呈现上凹现象。
此时会将外线的有铅锡球拉而消除其应力,无铅球则因刚性较大而容易出现断头或断脚的危机(注意此图为室温回复后的外观)。
图12 左图为强热中已发生的坑裂,但于降温后又使得基材回缩到原状,然而却出现无法愈合的开裂情形,右图为红墨水试验后所见到的铜垫上附着的基材,也就是坑裂最明显的证明。
所幸BGA于无铅焊接中均未出现上述故障者,则刚性较明显与硬度较大的无铅锡球,当强热使载板朝上用力扯拉中,会直接将力量传达给球脚的顶部与底部而发生断头与断脚,甚至有可能将PCB承垫底部的树脂连根拔起斜向拉裂。
事实上事后用红墨水试验法(Dye and Pry)即可判断其等板材是否有裂缝存在。
图14 左图说明无铅回焊之上风温比下风温高出50℃中,另将使得PCB呈现隆起现象,也更造成了BGA角球被拉长扯裂的应力。
右图说明板面所贴装较大型之电容器时,由于其CTE与PCB的CTE相差很大,且在α2板材变软下,其拉扯的应力,也经常会将板材斜向局部拉裂。
改善行动全新定义的“承垫坑裂”(Pad Crater)是2006年3月由Intel论坛的一位Gary Shade首先提出,之后Intel另一位Gary Long又于2006年10月深圳所举办的IPC/CPCA论坛中再度加以陈述,并组织了业界共同研究的单位,其中IT知名大厂Intel、Cisco、Jabil、Sun、IBM、Foxconn(鸿海)、Dell、Lenovo(联想)、Merix、Apple、Isola、Celestica、Henkel、Dage均已参与,该WG之工作目标将锁定在:至于目前可行性的实际改善办法约有:1. 取消大型BGA四个角落的各三颗球脚,或布置无功能的假球脚与假承垫。
BGA红墨水试验判定标准在BGA焊接后的产品功能测试失效后,因为缺陷现象很小,很轻微,在采用X Ray等无法有效确认问题点的时候,需要采用红墨水实验来确认焊接状况,也就是BGA的焊接结果。
我们先来介绍下什么是红墨水试验,红墨水实验,又叫染色试验,是电子组装焊接质量的一种常用的分析手段,可以分析观察电子零部件的焊接工艺是否存在虚焊,裂缝,假焊等缺陷。
染色试验的原理是采用液体的渗透性,把焊点(失效品)放置到红色染剂中,让染料渗入焊点裂纹,干燥后将焊点强行分离,通过观察开裂处界面颜色状态来判断焊点是否断裂。
这种实验比较直观可以看到失效区域的裂缝状况。
因为是红色的,所以称为红墨水实验。
针对红墨水实验后观察到的断裂现象,有如下判定标准:1. 如果断裂发生在锡球与PCB之间,需要继续检查PCB焊盘有无剥离现象,红墨水是否进入到焊垫剥离处,如果没有,则可能是NWO问题,但是要继续观察断面的形状及粗糙度,如果焊垫剥离,而且红墨水深入到了剥离处,则问题可能来自PCB的品质,或是PCB本身的焊盘强度就不足以负荷外部应力所造成的开裂。
2. 如果断裂发生在锡球与BGA载板中间,需要继续检查BGA载板的焊盘有无剥离现象,红墨水是否进入到了焊垫剥离处,如果有的话,这有可能关系到问题可能来自BGA载板的品质问题,或者是BGA载板的焊盘强度不足以承担外部应力所造成问题。
3. 假如是NWO及HIP则偏向制程问题,这类问题通常是因为PCB板材或是BGA载板过回流高温时变形所引起,但变形量也关系到产品的设计,PCB上的铜面布线不均匀或太薄时会比较容易造成变形,其次是焊锡镀层氧化。
4. 假如断裂发生在BGA锡球的中间,要继续观察其断面为圆弧面、光滑面、粗糙面、平面,如果是光滑的圆弧面,就有可能是HIP(Head in pillow枕头效应),相反的就比较偏向外部应力引起的开裂。
红墨水实验步骤和分析
准备材料:
1 红墨水(专业)、洗板水、窗纱(金属的)、无纺布、注射器、真空袋、吸尘器、烤箱。
检验步骤:
1 用注射器装上洗板水把要做红墨水实验的BGA底部注射上洗板水,浸泡大约2分钟让BGA底部的助焊剂充分融化,用气枪把底部的洗板水吹干净,依次重复2遍,保证把BGA 底部的助焊剂清理干净。
2 用注射器装上红墨水,把红墨水注射到BGA下面,能看见四边有红墨水澀出即可。
3 把以上两步做完的PCB板,用纱窗和无纺布包住防止器件把真空袋扎漏。
4 包好放到真空袋里,用吸尘器把袋里真空抽干,抽真空主要是让红墨水能充分融入到BGA底部没一个点上。
5 抽完真空5分钟后,把PCB板从袋里拿出放到烘箱里125度烘烤8小时。
6 烘烤时间完毕后,趁PCB板还热用大力钳夹住PCB板,来回折让BGA自然脱落。
(不能用工具翘起防止损坏BGA球)。
现象分析:
第一种现象是在显微镜下看见BGA球上和焊盘上都有红墨水说明焊接有问题。
第二种现象是如两者有一者有红墨水,说明可能在拆时渐到上面这种说明不了问题。
第三种现象是BGA 焊盘和PCB 焊盘上面都没有红墨水这说明焊接没有问题。
下图是在做红墨水实验一个少锡的案例
技术部吴宝莹 2013.04.22.
BGA 上面的红
墨水。
BGA不良分析、改善报告目录一、内容概括 (1)二、BGA不良现象概述 (1)三、BGA不良详细分析 (2)3.1 不良现象描述 (4)3.2 不良现象原因分析 (4)3.3 不良现象影响评估 (5)四、BGA不良改善方案 (6)4.1 改善方案制定原则 (7)4.2 改善方案实施步骤 (8)4.3 改善方案效果预测 (8)五、BGA不良改善成果展示 (10)5.1 改善前后对比分析 (11)5.2 改善成果量化评估 (12)5.3 改善成果应用前景展望 (13)六、结论与建议 (14)6.1 结论总结 (16)6.2 建议提出 (16)一、内容概括本报告旨在深入分析BGA(球栅阵列)不良品产生的原因,并提出针对性的改善措施。
通过对不良品的详细统计与分析,结合生产工艺、材料特性等多方面因素,我们识别出主要的不良模式及成因,为后续的改进工作提供了明确的方向。
在改善方案方面,我们提出了切实可行的改进措施,并对实施效果进行了预测。
通过这些改善措施的实施,我们期望能够有效降低BGA不良率,提升产品的整体质量和可靠性,从而满足客户的需求和期望。
本报告还强调了持续改进的重要性,建议公司应建立长期的不良分析与改善机制,不断优化生产工艺和管理流程,以实现产品质量的持续提升。
二、BGA不良现象概述在电子制造行业中,BGA(Ball Grid Array,球栅阵列)封装技术因其高密度、高可靠性和良好的电性能而广泛应用。
随着电子产品向高性能、小型化发展,BGA封装的不良品率也逐渐上升,给企业带来了巨大的经济损失和市场竞争压力。
焊球缺陷:焊球是BGA封装的重要组成部分,其质量直接影响到BGA的整体性能。
焊球缺陷主要包括焊球偏移、焊球缺失、焊球断裂等,这些问题会导致BGA无法正常工作,甚至引发更严重的产品故障。
封装体破裂:BGA封装体的强度和密封性对其性能至关重要。
在制造过程中或使用过程中,由于各种因素的影响,如高温、湿度、压力等,可能导致封装体破裂,从而影响产品的可靠性。