轻型车纵梁通用落料冲孔工艺及模具
- 格式:pdf
- 大小:218.25 KB
- 文档页数:2
收稿日期:1998—12—20
轻型车纵梁通用落料冲孔工艺及模具
450004 郑州轻型汽车制造厂 宋 楠
摘要 介绍轻型汽车纵梁在小设备上进行落料冲孔的工艺及其相应模具。
叙词 纵梁 冲压 通用性 模具
我厂是以生产EQ 1060轻货、Z Q 6600轻客为主导产品的工厂,已开发扩展成了二十多种车型,其主要零件纵梁已系列化生产。
纵梁是汽车的主要承载结构件,纵梁的质量是影响整车质量的关键因素之一,同时由于其结构尺寸大、孔位多,成形要求严等特点,其制造工艺又直接制约着整车成本。
因此,合理的工艺及模具设计,显得十分重要。
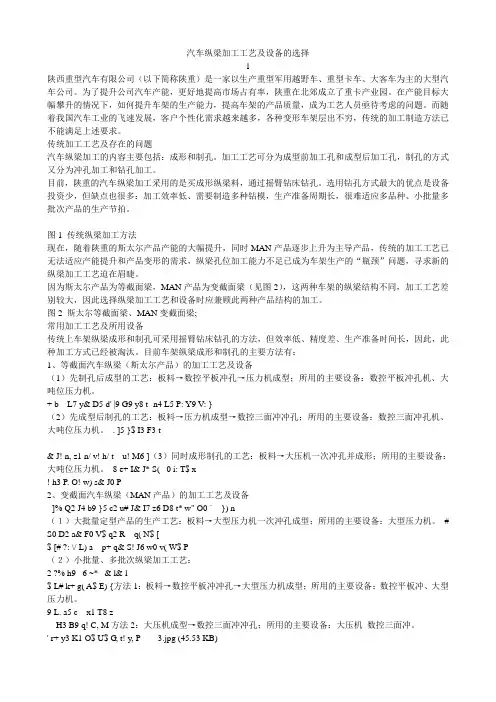
1 纵梁的工艺分析
图1所示是我厂生产的一种车的纵梁结构图和
展开图,该纵梁材料为16M n 钢板(板厚5mm ),两梁左右对称。
对不同车型来说,图中所示L 1~L 3仅孔位是不同的,但其斜面斜度及截面(A -A ,B -B )尺寸相应不变。
图1 轻型车纵梁
(a )纵梁结构 (b )冲压加工展开图
图示结构纵梁按最长尺寸(L =5160~6840mm )进行全落料冲孔,其冲裁力约为24000kN ,为此,需选择吨位大于30000kN 、台面尺寸大于1000mm ×8000mm 的机械压力机;若保留条料毛坯一直边,仅切另一带斜边的边全长,则冲裁力约为13000kN ,需选吨位大于15000kN 、台面尺寸大于1000mm ×8000mm 的机械压力机。
轻型车纵梁落料件的相同点是落料宽度及斜边斜度相应不变(图1b ),不同点是斜边沿纵向的位置及孔位各车型有所不同。
因此,模具通用是可能的。
我厂设备现状:6300kN 为最大吨位压力机,无法作全落料冲压工艺;20000kN 液压机虽台面可满足要求,但因精度低、速度慢仅能用于纵梁成形。
2 工艺设计原则
由此可见,纵梁工艺设计应遵循以下原则:①有利于轻型车纵梁的系列化生产,便于新产品开发,可降低成本。
但对于纵梁上的一百多个孔,因落冲模难于加工,还需用通用钻模机来完成。
②适应设备吨位,用小压力机进行落料冲孔。
③操作方便、可靠、稳定,模具制造简单。
3 工艺设计
(1)设备选择。
据现有设备状况,只能选择6300kN 压力机落料,这就要求我们降低冲裁力和
工作区段尺寸,采用分段冲裁。
(2)工艺孔的设置。
为保证分段冲裁接口无明显错位,过渡平滑,衔接准确。
落料必须逐段以孔定位,故在适当位置设定了8—<30工艺孔。
同时,这些孔也是纵梁成形时的定位孔。
(3)工序的设定。
工序按图2所示进行。
工序1以条料毛坯一边和端头定位(定位可调,见图中黑三角所示)。
切口长度1740mm ,冲2—<30工艺孔。
工序2、3、4以工序1所冲工艺孔定位,冲切,切口长度也为1740mm ,若落料长度(L 1~L 3)
超过切口长度
图2
时(不同车型),采用工序内二工位切二刀来完成。
工序2、3、4在落料时,每工序也须冲出2—<30工艺孔,以便纵梁成形时定位用。
4 模具设计
7
2成形技术——轻型车纵梁通用落料冲孔工艺及模具
根据工序设计需四套落料冲模,同时为保证每段的衔接必须设计出简便、可靠、速调的定位系统。
(1)模具主体设计
采用正装式落料冲孔复合模结构(图3)。
废边料切断,上模无需卸料。
冲孔废料从上模座槽中出料。
下模凹模卸料板用气垫驱动,顶出可靠。
为保证模具有足够的强度,上下模座用非标铸造件。
为降低冲裁力及方便维修,落料凹模为镶块式波浪斜刃口。
落料凸模为镶块式,冲孔凹模镶套。
图3 落料冲孔复合模
11上模座 21冲孔凹模 31落料凸模镶块 41冲孔凸模 51冲孔凸模固定板61落料凹模镶块71下模座81顶杆
(2)定位系统设计(图4)
定位支架刚度及强度高、尺寸稳定,不易变形。
支架与模座应牢固可靠连接,定位销能快速伸缩,定位准确。
图4
11下模座 21定位支架体 31手柄41定位销 51弹簧 61定位销支架
5 结束语
经过系列纵梁生产,证明采用这四套落料模具加配送料机构,达到了模具良好的通用性、实用性和经济性,产品质量稳定。
拥有这四套模具,无论开发多少系列轻型车,其纵梁落料冲孔均无需再单独制造纵梁落料冲孔模。
以每套落冲模60万元计,其经济效益是相当可观的。
此外,这一实践,开辟了冲压小设备干大活的途径,在一定时期内,为我厂轻型车开发新产品提供了有力的基础。
3基金项目:航天部环保基金资助项目收稿日期:1998—12—21
压力机基础减振降噪实验研究
3
100072 北京 装甲兵工程学院 陈 威150001 哈尔滨工业大学 陈维民 刘 钢
摘要 介绍了压力机工作噪声的产生和防止,减振器种类及特点,压力机用减振器进行床身直
接隔振降噪实验及效果。
Exper i m en ta l research on ba sic dam p and deno ise for punch press
T he p ap er p resen ts cau ses of no ise p roduced du ring w o rk ing of the p ress and p reven tive m ea 2su rem en ts ,every typ e of shock dam per and their featu res ,direct basic dam p and deno ise experi 2m en t of dam p er to bed of the p ress and its effect .
叙词 压力机 隔振 降噪
1 前言
众所周知,噪声是由振动引起的,因此减少振动即可降低噪声。
目前,许多未经减振治理的压力机,
其床身底部与基础都是刚性连接。
工作时,离合器接合瞬间床身振动很大,部分能量将通过床身传到基础。
另外,在冲裁板材的断裂瞬间,床身积蓄的弹性
变形能在短时间内释放出来,也使床身产生振动,除引起床身各部位的强烈冲击噪声外,部分能量还将通过床身直接传给基础,导致地面和建筑物的振动,使车间的混响声增加。
据有关资料介绍,压力机基础振动强度通常在60~90dB 之间,其中大多数超过日本振动环境标准的规定值(白天工业区振动强度小于70dB ,夜间小于65dB )[1]。
此值也大大超过了国际标准化组织ISO 根据振动频率对人体影响而提出的小于0103g 的忍耐极限,当超过这个忍耐极82锻压机械 3 1999。