生产熔喷法非织造布的新型设备
- 格式:pdf
- 大小:353.57 KB
- 文档页数:4
MBL-600型熔喷布生产线的设计摘要:一场史无前例的疫情引发了全世界的不安,不安的背后隐藏着一个不争的事实,就是口罩短缺。
一度,口罩成为了一种“护身符”。
口罩是怎么生产的呢?他需要什么样的设备呢?本文通过对熔喷非织造布的工艺过程分析,对比竖喷式和横喷式熔喷非织造布生产工艺的优缺点进行对比,以及对熔喷非织造布成型机理进行分析,设计一款型号为MBL-600竖喷式熔喷布生产线的设计及注意事项。
关键词:熔喷非织造布;聚丙烯超细纤维;熔喷模头(喷头)一、熔喷布及其作用1.1什么是熔喷布熔喷布是口罩最核心的材料,熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。
空隙多、结构蓬松、抗褶皱能力好,具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。
可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
1.2应用范围(1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等;(2)家庭装饰用布:贴墙布、台布、床单、床罩等;(3)服装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等;(4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等;(5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等;(6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。
熔喷布是口罩最核心的材料。
医用口罩及N95口罩是由纺粘层、熔喷层和纺粘层构成的。
其中,纺粘层、熔喷层均由聚丙烯PP材料构成。
熔喷布过滤材料是由聚丙烯超细纤维随机分布沾结在一起,外观洁白、平整、柔软,材料纤维细度为0.5-1.0μm,纤维的随机分布提供了纤维间更多的热粘合机会,因而使熔喷气体过滤材料具有更大的比表面积,更高的孔隙率(≥75%)。
经过高压驻极过滤效率,使产品具有低阻、高效、高容尘等特点。
二、熔喷布生产线的组成熔喷非织造工艺是采用高速热空气流对模头(喷头)喷丝孔(一排间距不超过1mm,直径在0.1-0.2mm之间),挤出的聚合物溶体细流进行牵引,由此形成超细纤维并收集在聚网帘或滚筒上,同时靠自身粘合而形成熔喷法非织造布。
熔喷生产线熔喷生产线是一种制造非织造布的设备。
其工作原理是将聚合物液体通过喷嘴喷射到高速运动的气流中,接着经过冷却固化,形成非织造布。
熔喷生产线主要由以下若干部分组成:1. 熔胶系统熔胶系统是熔喷生产线的核心部件之一。
其主要作用是将聚合物粘接剂加热至液态,保持在一定的温度下,并通过喷嘴喷出。
该部分包括熔胶机、熔胶箱、过滤器、熔胶泵和计量泵等设备。
2. 螺杆挤出系统螺杆挤出系统是用于将聚合物加热至高温、高压状况下,熔化、压缩、挤出成型,并形成非织造布的主要设备。
其主要包括进料系统、单螺杆挤出机、双螺杆挤出机和台车等。
3. 气流引导系统气流引导系统是用于将高压气流,引导到喷嘴处,形成高速气流雾状物,与熔融的聚合物形成混合物后,凝聚成纤维的主要设备。
该部分设备包括气流进出口、管道、风机和过滤器等。
4. 喷嘴系统喷嘴系统是实现熔胶喷射的主要部件。
其主要分为单头喷嘴和多头喷嘴两种。
在其作用下,熔胶将会形成纤维状物,最终沉积到凝固的辊筒上形成非织造布。
该部分设备包括喷嘴本身和调节器等。
5. 辊轮传动系统辊轮传动系统是将形成的非织造布从辊筒上卷起来并定型的部分设备。
其主要由传动装置、卷筒和辅助设备等组成。
总的来说,熔喷生产线的工作流程可以分为以下几个环节:1. 将熔融聚合物喷射到高速气流中,形成纤维状物。
2. 纤维状物沉积到辊筒上,形成可视为非织造布的物品。
3. 将非织造布从辊筒上卷起来,并将其进行定型加工。
4. 根据需要,对定型后的非织造布进行后续的加工处理,例如压花、涂覆等。
总之,熔喷生产线是一种制造非织造布的重要设备,其结构和工作原理比较复杂。
通过合理安装和维护,可以使其正常运行并生产出高品质的非织造布。
熔喷布最高的设备和工艺
熔喷布是一种非织造布,采用熔喷技术制造。
其最高的设备是熔喷布生产线,主要包括熔喷头、熔喷装置、冷却装置、成型辊等部分。
熔喷布的工艺包括以下几个步骤:
1. 原材料准备:通常采用聚丙烯(PP)树脂作为主要原料,通过添加剂和纤维素等物质进行调节和增强。
2. 熔融:将原料置于高温下,使其融化成液体状态。
3. 熔喷:将熔化的原料通过熔喷头均匀地喷出,在空气流的冷却作用下形成纤维网状结构。
4. 成型:纤维网状结构在成型辊的作用下,经过热定型和冷却处理,形成熔喷布产品。
5. 收集和整理:收集熔喷布产品,并进行修整和折叠等工序,使其符合要求的尺寸和形状。
熔喷布生产线拥有高温、高压和高速的特点,能够实现连续、高效的生产,广泛应用于口罩、医用防护服、卫生巾等领域。
非织生产工艺及设备非织造生产工艺及设备非织造是一种新型的纺织生产工艺,它不同于传统的织造工艺,而是通过将纤维材料通过机械、化学或热力方法进行纤维网状结构的制备。
非织造生产工艺具有高效、环保、经济等优点,在许多领域得到了广泛应用。
本文将介绍非织造生产工艺及其相关设备。
一、非织造生产工艺的分类非织造生产工艺可以根据纤维材料的类型、加工方法等不同因素进行分类。
根据纤维材料的类型,可以将非织造分为短纤维、长纤维和连续纤维非织造。
短纤维非织造是利用短纤维通过纺丝、粘合等方法制备而成的,具有较高的柔软性和透气性。
长纤维非织造是利用长纤维通过纺纱、制网等方法制备而成的,具有较高的强度和耐磨性。
连续纤维非织造是利用连续纤维通过纺丝、熔融纺丝等方法制备而成的,具有较高的细度和均匀性。
根据加工方法的不同,非织造生产工艺可以分为热力纺、化学纺和机械纺。
热力纺是利用热力将纤维材料熔融并通过喷射、热辊等方法形成纤维网状结构。
化学纺是利用化学药剂将纤维材料溶解或涂覆,并通过干燥、固化等方法形成纤维网状结构。
机械纺是利用机械力将纤维材料形成纤维网状结构,常见的机械纺工艺包括针刺、水刺、风力纺等。
二、非织造生产设备的介绍1. 熔喷布设备:熔喷布是一种热力纺非织造产品,其生产设备主要包括熔喷机、熔融设备和收卷设备。
熔喷机通过将熔融的纤维材料喷射到传送带上,形成纤维网状结构,然后经过冷却、固化等工艺,最终形成熔喷布。
2. 针刺设备:针刺是一种机械纺非织造产品,其生产设备主要包括针刺机、透气带和收卷设备。
针刺机通过将纤维材料置于透气带上,然后通过针刺机的针刺作用,将纤维材料穿刺并锁定在一起,形成纤维网状结构,最终形成针刺布。
3. 水刺设备:水刺是一种机械纺非织造产品,其生产设备主要包括水刺机、水刺网和收卷设备。
水刺机通过将纤维材料放置在水刺网上,并通过高压水流的冲击作用,将纤维材料交织在一起,形成纤维网状结构,最终形成水刺布。
4. 风力纺设备:风力纺是一种机械纺非织造产品,其生产设备主要包括风力纺机、风力纺网和收卷设备。
熔喷布生产设备操作规程一、概述熔喷布作为一种重要的非织造布,广泛应用于医疗、卫生、过滤等领域。
为了保证熔喷布生产设备的正常运行和生产质量,制定本操作规程。
二、设备准备1. 开机前应检查电源和熔喷布机械设备的运行状态,确保正常。
2. 清除生产线上的杂物和污渍,保持生产环境整洁。
3. 检查设备有无异常响声,确认热熔胶机温度、转速等参数设定正确。
三、开机操作1. 打开电源开关,确认设备接通电源。
2. 开启熔喷布机械设备,检查传动系统和电控系统的运行情况是否正常,确认所有仪表均处于正常工作状态。
3. 预热设备:根据生产要求,将熔喷布机设备设置合适的工作温度,并等待预热完成。
4. 进行试产:选择适当的熔喷布原料,启动设备进行试产,检查生产线是否正常运转,熔喷布质量是否合格。
四、生产操作1. 调整设备参数:根据不同批次的熔喷布生产要求,合理调整设备参数,如温度、速度、张力等,以确保熔喷布质量的稳定。
2. 增加原料供给:当发现熔喷布生产线出现原料不足时,及时增加原料供给,保持连续稳定的生产。
3. 定期检查设备:定期检查熔喷布生产设备的机械传动部分,确保设备正常运转。
如发现异常情况,立即停机维修。
4. 定期清洁设备:每天工作结束后,对设备进行清洁,并清理熔喷头上的残渣,防止堵塞和影响生产质量。
五、事故处理1. 设备故障:当设备出现故障时,操作人员应立即停机进行检修,如无法自行处理,应联系维修人员进行维修,确保设备安全。
2. 熔喷布质量问题:如发现生产的熔喷布质量存在问题,及时停机排查原因,排除故障,确保生产质量。
六、安全注意事项1. 操作人员应穿戴好工作服、工作帽、防护口罩等个人防护装备。
2. 严禁接触运转中的设备,以免发生意外伤害。
3. 禁止在带电状态下触摸电气元件,以免发生电击事故。
4. 工作结束后,及时关闭设备电源,确保设备安全。
七、操作规程培训1. 新进员工必须接受相关操作规程的培训,了解设备的结构、工作原理、操作方法和注意事项,确保能够独立操作设备。

熔喷无纺布设备停开机流程及注意事项最近熔喷布又比20天前更难买了,原因是口罩需求指数级增加,口罩机产能释放,小型熔喷布过滤效率低,大型熔喷产线还没有投产,投产后毛病多。
停开机一次,时间长,在熔喷布价格高涨的情况下,损失很大,今天就先整理熔喷无纺布停开机运行次序。
一、熔喷法非织造布生产线运行次序(一)升温对于新的熔喷系统,在系统首次从冷态启动时,包括螺杆挤压机、熔体过滤器、熔体管道、纺丝泵、纺丝箱体及牵伸风空气加热器等设备都要同步升温,而且各种设备都要处于正常状态。
升温期间,纺丝系统要处于离线位置。
1.升温方法新的纺丝箱体通过65℃低温加热试验后,确认系统的技术状态正常后,可以15-20℃/小时的速率依次从室温、65℃、160℃、265℃(或工艺要求的温度)分四个阶段升温,每次保温约1小时,待温度稳定后再升温,在升温阶段所有加热器应投入运行,纺丝箱体的温度应均匀分布。
当温度到达65℃后,要同时启动牵伸风机向纺丝箱体送热风。
有的机型则可以在到达工作温度后才启动牵伸风机向纺丝箱体送热风,但不论是何种机型,均禁止在升温期间向纺丝箱体送冷风。
当纺丝箱体到达最高温度并稳定后,再次按规定力矩紧固各种螺栓。
要求控温精度不低于±1℃,纺丝箱体与牵伸气流的温差应在±130℃之间(根据工艺要求)。
2.升温期间的管理工作在纺丝箱体进行加热、升温期间的管理工作可参照纺粘系统。
当温度到达设定值后,一定需要0. 5-1h的平衡保温时间,以保证系统内的熔体能完全熔化并能正常流动。
视环境温度和配置的加热功率,纺丝箱体从冷态升温至可以开机运行,所需的时间在3-4h。
在纺丝箱体进行加热、升温期间,残留在纺丝箱体、熔体管道、热气流管道上的油污、保温层中的水分会发生汽化或蒸发,在这些部位冒出一些白色烟雾的同时,还会产生一股焦蝴的气味。
在经过约30分钟后,烟雾的产生量会逐渐减少,气味变淡并随之消失。
这是一个正常的过程。
口罩专用熔喷布生产设备熔喷机调试技术技巧
熔喷法是依靠高温、高速的气流喷吹聚合物熔体,使其得到迅速拉伸而制备纤维的一种方法。
聚合物切片通过螺杆挤压机加热加压成熔融状态后,经熔体分配流道到达喷头前端的喷丝孔,挤压后再经过两束收敛的高速、高温气流的拉伸使其细化。
细化的纤维冷却固化于网帘装置上形成熔喷非织造布。
一调机流程
1、在较高温度和风压条件下,把布做得更柔软。
2、依次慢慢降低模头温度、热风温度,至布刚看起来有点硬。
3、记录此时的模头温度和螺杆温度。
4、调整风压、熔体挤出量、收网距离,让布做的更柔软一些。
5、调整收卷速度,达到充分牵引的效果。
6、驻极根据收网速度,一般加两道驻极即可,静电压在40kv-60kv,驻极棒距离布面5-7厘米,收网速度慢加一道静电即可,可以选择加正电,也可以选择加负电,可以通过试验来确定。
二调机起始参数设置
1、螺杆温度:设置190度,230度,230度,...,230度,270度(1500熔指的料不超过270度,可以为260度)
2、模头温度:252度,252度,...,252度(一般为240度-255度)。
3、快速换网器,计量泵,模头滤网:240度。
4、加热煲温度:300度,热风温度:240度。
5、风压:0.2-0.5MPa(一般低温PP料,风压可以选择小一点,中高温料、熔指1300左右的料风压可以大一点)
6、收网距离:15-25厘米,很多是15-19厘米。
生产熔喷法非织造布的新型设备E .Gla wi on 立达自动化设备公司(德国)摘 要:描述了熔喷法非织造布的典型应用以及工艺的基本步骤与缺点。
将熔喷法与其他纤网成形工艺相结合便形成了复合材料,这开启了该工艺新应用领域之门,而这是以前仅用熔喷法所难以实现的。
介绍了德国立达自动化设备公司为易于操作维修所做的优化设计。
其特点包括纺丝头组合件的顶端装载以及聚合物的链段分布。
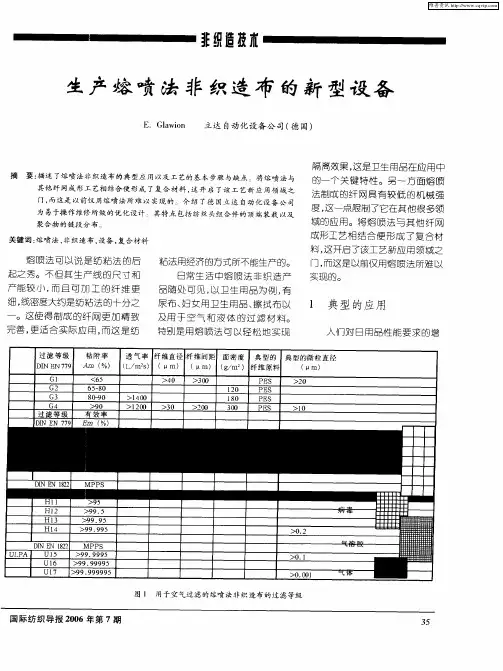
关键词:熔喷法,非织造布,设备,复合材料图1 用于空气过滤的熔喷法非织造布的过滤等级 熔喷法可以说是纺粘法的后起之秀。
不但其生产线的尺寸和产能较小,而且可加工的纤维更细,线密度大约是纺粘法的十分之一。
这使得制成的纤网更加精致完善,更适合实际应用,而这是纺粘法用经济的方式所不能生产的。
日常生活中熔喷法非织造产品随处可见,以卫生用品为例,有尿布、妇女用卫生用品、擦拭布以及用于空气和液体的过滤材料。
特别是用熔喷法可以轻松地实现隔离效果,这是卫生用品在应用中的一个关键特性。
另一方面熔喷法制成的纤网具有较低的机械强度,这一点限制了它在其他很多领域的应用。
将熔喷法与其他纤网成形工艺相结合便形成了复合材料,这开启了该工艺新应用领域之门,而这是以前仅用熔喷法所难以实现的。
1 典型的应用人们对日用品性能要求的增图2 熔喷法工艺中喷嘴下纤网的形成图3 熔喷法工艺中纺丝头组合件的顶部载荷加促成了熔喷法在应用方面的成功。
由天然或合成纤维加工而成的简单针刺纤维网不能满足精细过滤应用的要求,它们仅用于预过滤或量多的场合。
熔喷法非织造布最重要和需求量最大的应用领域是空气过滤,详细应用见图1中的过滤等级F5~F9。
微粒直径为10μm 时,虽然可用过滤等级为F5、纤维直径不小于10μm ,面密度为60~100g/m 2的熔喷非织造布进行分离,但是过滤等级为F9要求用纤维直径接近1μm 、面密度为140~180g/m 2的熔喷非织造布来分离,面密度的增加使过滤性能更好。
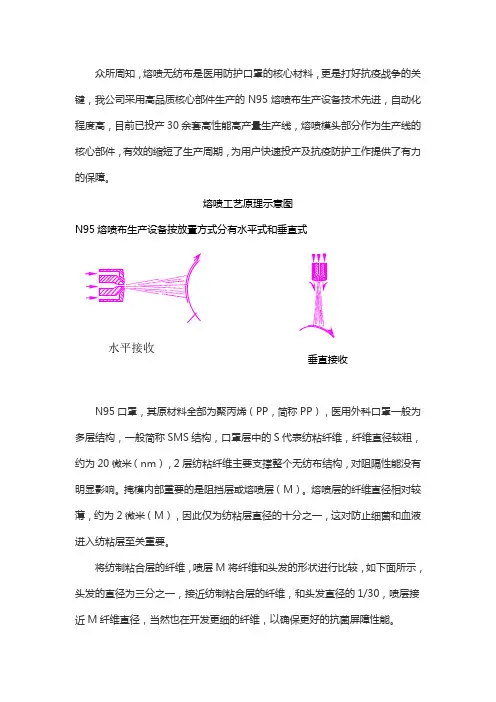
众所周知,熔喷无纺布是医用防护口罩的核心材料,更是打好抗疫战争的关键,我公司采用高品质核心部件生产的N95熔喷布生产设备技术先进,自动化程度高,目前已投产30余套高性能高产量生产线,熔喷模头部分作为生产线的核心部件,有效的缩短了生产周期,为用户快速投产及抗疫防护工作提供了有力的保障。
熔喷工艺原理示意图
N95熔喷布生产设备按放置方式分有水平式和垂直式
水平接收
垂直接收
N95口罩,其原材料全部为聚丙烯(PP,简称PP),医用外科口罩一般为多层结构,一般简称SMS结构,口罩层中的S代表纺粘纤维,纤维直径较粗,约为20微米(nm),2层纺粘纤维主要支撑整个无纺布结构,对阻隔性能没有明显影响。
掩模内部重要的是阻挡层或熔喷层(M)。
熔喷层的纤维直径相对较薄,约为2微米(M),因此仅为纺粘层直径的十分之一,这对防止细菌和血液进入纺粘层至关重要。
将纺制粘合层的纤维,喷层M将纤维和头发的形状进行比较,如下面所示,头发的直径为三分之一,接近纺制粘合层的纤维,和头发直径的1/30,喷层接近M纤维直径,当然也在开发更细的纤维,以确保更好的抗菌屏障性能。
如上所述,M层较薄,越能阻止细菌等小颗粒物的进入,如N95,是指在正常情况下,能阻挡百分之九十五的小颗粒物(0.3微米),根据医用呼吸器国家标准GB/T 19083,在气体流量为85L/min的条件下。
N95实际上是一个由聚丙烯无纺布SMMMS制成的5层口罩,可以过滤百分之九十五的细小颗粒。
从材料的角度,纺粘层S和熔喷层M的要求:
M层:熔喷层、材料要求:高流动性。
S层:纺粘层、材料要求:高强度。
熔喷非织造布技术令狐采学一、熔喷非织造布技术简介1、熔喷法熔喷法是将高聚物熔体通过高速高温气流喷吹,使熔体细流受到极度拉伸而形成超细纤维,然后凝聚到多孔滚筒或成网帘上形成纤网,再经自身粘合或热粘合作用得以加固而制成非织造布的一种生产技术。
熔喷工艺流程示意图2.熔喷非织造布工艺特点熔喷工艺流程短,设备简单(不需要固结纤网的设备),生产效率高;能耗大,成本较高,对其应用领域的扩大有一定的消极影响;纤维极细(纤维直径达微米级甚至纳米级),比表面积大,纤网孔隙率高,纤网均匀度好,柔软蓬松,尤其适用于过滤、吸液和保暖材料等;纤维和纤网强度低,取向度低,耐磨性差。
二、熔喷非织造布生产设备以Reifenhause公司的MB2400全自动熔喷生产线为例:整套熔喷设备由主机、加热系统、润滑系统、液压系统、冷却系统、电气控制系统等。
主机主要由喂入系统、螺杆挤出机、过滤装置、计量泵、熔喷模头组合件、接收装置和卷取机构。
生产聚酯及聚酰胺等熔喷非织造材料时,还需要进行切片干燥、预结晶。
1.喂料系统喂料系统采用德国AZOGMOHCO公司的P-320-38G 型三级料箱计量混料系统。
喂料系统由3个料桶组成:1个主料桶、2辅料桶,主料桶加入聚合物切片,两个辅料桶分别加入色母粒和功能母粒,且通过PLC/SBBL自动控制主料、色母粒及抗静电剂的比例和喂入量。
三级料箱计量混料系统料桶示意图实行定时定量喂料,满足挤出量的要求通过PLC/SBBL 控制系统自动控制切片、色母粒和功能母粒的比例;每一料桶有一料位水平指示仪,显示计量桶中料的高度,由程序监控。
混合作用定量加入的粒料在混合计量桶内进一步混合,桶内有一个螺旋搅拌器,通过搅拌使各种粒料混合均匀,再通过喂入管喂入螺杆挤压机。
2.螺杆挤压机在螺杆挤出机的进料端,聚合物切片要与稳定剂、增白剂等添加剂及色母粒等必须的原料,经过充分搅拌混合后进入螺杆挤出机,加热成熔体。
采用RH801单螺杆挤压机。
熔喷布驻极处理机熔喷布驻极处理机是一种用于熔喷布制程的设备,它在制造熔喷布时发挥着重要的作用。
熔喷布是一种由高分子材料制成的非织造布,具有很多优良的性能,广泛应用于医疗、卫生、工业、农业等领域。
熔喷布的制程主要包括熔融、喷射和固化三个过程。
其中,熔融是指将高分子材料加热至熔点,使其变为流体状态;喷射是将熔融的高分子材料通过喷嘴喷出,并形成纤维状的液滴;固化是指将喷射出的液滴快速冷却,使其凝固成为纤维,最终形成熔喷布。
而熔喷布驻极处理机则是用于熔喷布固化过程中的一种设备,它通过电场的作用,使喷射出的液滴在空中形成带电状态,然后通过静电吸附在接收器上,最终形成熔喷布。
熔喷布驻极处理机的核心部件是电极,它通过电源提供的高压电场,使喷射出的液滴带电,然后通过电极的作用,将液滴吸附在接收器上。
熔喷布驻极处理机的工作原理主要包括以下几个步骤:首先,将高分子材料加热至熔点,使其变为熔融状态;然后,通过喷嘴将熔融的高分子材料喷射出来;接着,利用电极产生的高压电场,使喷射出的液滴带电;最后,通过电极的作用,将带电的液滴吸附在接收器上,形成熔喷布。
熔喷布驻极处理机的优点主要有以下几个方面:首先,可以控制熔喷布的厚度和密度,从而使其具有更好的过滤性能和透气性能;其次,可以提高熔喷布的强度和耐磨性,增加其使用寿命;此外,熔喷布驻极处理机还可以提高熔喷布的抗静电性能,使其更适用于一些特殊环境下的使用。
熔喷布驻极处理机的应用范围非常广泛。
在医疗领域,熔喷布驻极处理机可以用于制造一次性口罩、手术衣等医用材料;在卫生领域,它可以用于制造卫生巾、尿不湿等产品;在工业领域,它可以用于制造工业用布、过滤材料等;在农业领域,它可以用于制造农用覆盖布等。
可以说,熔喷布驻极处理机在现代生活中发挥着重要的作用。
熔喷布驻极处理机是一种用于熔喷布制程的设备,通过电场的作用,使喷射出的液滴在空中形成带电状态,然后通过静电吸附在接收器上,最终形成熔喷布。
TECH N O LO G Y_____“双组份纺粘热熔非织造布生产联合机”项目本刊记者武筱婷/整理■拍E3關2019年3月,由浙江朝隆纺织机械股份有限公司研发的“双组份纺粘热熔非织造布生产联合机”项目通过了中纺联科技成果鉴定,项目整体技木达到国际先进水平。
【技术优势】非织造布行业历经多年发展,如今的趋势是集复合、结合和混合技术 于一体,并融合差别化纤维理念。
“双组份纺粘热熔非织造布生产联 合机”项目采用“直接纺丝成网+热风 无轧点热粘合+后整理模块”的技术路 线,可获得无轧点、高透气量的PP/PE 和PET/P E双组份纺粘非织造布;采用 双螺杆挤出技术,解决了规模化、连续 化生产中低熔点聚合物的干燥问题;采 用了复合双螺杆挤出,双组份皮芯复合 纺丝组件,全门幅狭缝正压牵伸与佈丝,采用高效平网热风粘合和电晕驻极技 术;该设备可生产不同材料、配比、结 构、功能的特殊纺粘和普通纺粘产品。
该项目创新发明了双组分粗旦纺 粘长丝非织造布的设备及工艺技术,并 获授权发明专利,在国内率先实现了双 组份纺粘非织造滤材骨架材料的产业 化。
该设备获得了 1项发明专利、12 项实用新型专利,拥有自主知识产权。
鉴定委员会认为该项目具有创新性,整 体技术达到国际先逬水平,社会效益 和经济效益前景良好,并建议进一步 加快市场推广应用。
【创新感言】浙江朝隆纺织机械股份有限公司副总经理陈颖娴:朝隆纺机历时28年枳累技术,并持续进行相关投入。
目前企业已建立浙江省企业研究院和技术研究开发中心,并发展成为集纺粘法、纺粘熔喷复合法等技术于一体的国家级高新技木企业,我们的产品远销30多个国家和地区,也先后取得了多个行业级、省级的科技奖,是浙江省“隐形冠军”企业。
作为国内率先实现双组份非织造滤材骨架材料产业化的企业,公司自主研发了双组份纺粘热熔非织造布生产联合机,并因此拥有13项专利技木。
我们很自豪,采用朝隆设备生产出的非织造布产品质量已与国外同类产品相当,与此同时,设备价格还低于国外同类设备,我们相信,凭借这样的设备和技术一定能为更多用户企业带来更有优势的市场竞争力。
专利名称:一种熔喷无纺布制备用的挤出机专利类型:实用新型专利
发明人:俞树超,费威华,高国兴,费丹华
申请号:CN202120641396.3
申请日:20210330
公开号:CN215628444U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种熔喷无纺布制备用的挤出机,旨在提供一种料筒温度易于控制的熔喷无纺布制备用的挤出机。
它包括机架,机架上方设有进料斗,进料斗下端连接有螺旋杆,螺旋杆周围设有螺旋桨,螺旋杆外侧设有料筒,料筒外侧设有连接筒,料筒、连接筒的中轴线和螺旋杆的中轴线重合,连接筒套接转动装置,连接筒内壁设有若干通孔,通孔贯穿连接筒的内外侧壁,连接筒外侧设有保护罩,保护罩位于相邻转动装置之间,保护罩内壁设有若干加热板,保护罩外侧设有进风管,温度感应器、出风管。
本实用新型的有益效果是:挤出机熔融挤出过程中,料筒温度易于控制,从挤出机出来的物料符合产品要求,确保物料全部被熔融挤出,提高物料的利用率。
申请人:浙江巴来腾科技股份有限公司
地址:313117 浙江省湖州市长兴县煤山镇工业园区(自主申报)
国籍:CN
代理机构:杭州伍博专利代理事务所(普通合伙)
代理人:宋锦宏
更多信息请下载全文后查看。
生产熔喷法非织造布的新型设备E .Gla wi on 立达自动化设备公司(德国)摘 要:描述了熔喷法非织造布的典型应用以及工艺的基本步骤与缺点。
将熔喷法与其他纤网成形工艺相结合便形成了复合材料,这开启了该工艺新应用领域之门,而这是以前仅用熔喷法所难以实现的。
介绍了德国立达自动化设备公司为易于操作维修所做的优化设计。
其特点包括纺丝头组合件的顶端装载以及聚合物的链段分布。
关键词:熔喷法,非织造布,设备,复合材料图1 用于空气过滤的熔喷法非织造布的过滤等级 熔喷法可以说是纺粘法的后起之秀。
不但其生产线的尺寸和产能较小,而且可加工的纤维更细,线密度大约是纺粘法的十分之一。
这使得制成的纤网更加精致完善,更适合实际应用,而这是纺粘法用经济的方式所不能生产的。
日常生活中熔喷法非织造产品随处可见,以卫生用品为例,有尿布、妇女用卫生用品、擦拭布以及用于空气和液体的过滤材料。
特别是用熔喷法可以轻松地实现隔离效果,这是卫生用品在应用中的一个关键特性。
另一方面熔喷法制成的纤网具有较低的机械强度,这一点限制了它在其他很多领域的应用。
将熔喷法与其他纤网成形工艺相结合便形成了复合材料,这开启了该工艺新应用领域之门,而这是以前仅用熔喷法所难以实现的。
1 典型的应用人们对日用品性能要求的增图2 熔喷法工艺中喷嘴下纤网的形成图3 熔喷法工艺中纺丝头组合件的顶部载荷加促成了熔喷法在应用方面的成功。
由天然或合成纤维加工而成的简单针刺纤维网不能满足精细过滤应用的要求,它们仅用于预过滤或量多的场合。
熔喷法非织造布最重要和需求量最大的应用领域是空气过滤,详细应用见图1中的过滤等级F5~F9。
微粒直径为10μm 时,虽然可用过滤等级为F5、纤维直径不小于10μm ,面密度为60~100g/m 2的熔喷非织造布进行分离,但是过滤等级为F9要求用纤维直径接近1μm 、面密度为140~180g/m 2的熔喷非织造布来分离,面密度的增加使过滤性能更好。
为了实现F9过滤等级的性能需求,与其他应用相比熔喷法非织造布生产线的产能会减少50%以上,这会导致该种熔喷法非织造布成本的提高。
捕集效果直接与过滤材料中纤维的线密度及材料的面密度相关,因而需要开发出一种更有效的既能够捕集较小微粒又能够提高捕集性能的材料。
另一重要特性是大容积性,这样有利于存储空间,从而在使用期限内更加有效。
其他重要的标准则与纤维直径及面密度相关。
对于擦拭布的存储空间也有相似的要求,它主要是吸收液体。
当然对粘附性能的要求也很高,但用于过滤时对粘附性的要求就较低。
因此可用捻度高的长丝来生产擦拭布,而且产能相当高。
然而,熔喷法非织造布最大的消费是用于卫生领域。
为了这一目的,理想地将纤网强度及俘获性能相结合的方式仍然是采用纺粘/熔喷/纺粘的结合方式,通常称为S MS 。
具有S MS 结构且面密度低于10g/m 2的非织造布最为普遍,能满足大多数需求。
2 工艺的基本步骤及缺点 虽然该工艺是由美国海军在20世纪70年代初开发的,但是这项原始专利应用的基本特点仍然反映了当前的水平。
聚合物熔融体从一排呈毛细管状的直径约0.2~0.4mm 的喷嘴中挤出,喷嘴间距不到1mm 。
气隙位于这排毛细管状物的两边,可通入250~300℃的压缩气体,其顶端指向聚合物挤出时易粘于喷丝板的交界处。
这股气流的速度接近声速,它将热的长丝牵伸,最终的直径达1~10μm 。
当这股热气流向下流到成形帘网处时就会与周围的空气相混合,使得长丝冷却最后固化。
当各自到达传送带或纺粘层时,纤维仍保留有足够的热量,可将纤维交界处的长丝熔化,最终无需任何进一步处理便可形成牢固的纤网(图2)。
与先期广泛采用的纺粘法不同的是无需轧光机。
聚丙烯纤维仍然是最主要的原料,占市场份额的90%之多。
图4 宽度为2600mm的E MBLO生产线对于这种工艺重要的是使用的原料应具有较低的粘度或较高的MF I(熔体流动指数)值。
低粘度使生产较细长丝时气流量消耗减少。
目前标准的原料是聚丙烯纤维,MF I800,但MF I1200甚至MF I2000也可从某些供应商处获得。
MF I值的改变主要取决于聚丙烯聚合物的改变,但也可以通过机器设备的参数设置而变化,甚至可能需要一个新的挤出螺杆。
当生产的聚合物性能不同时会改变织物的参数,这会带来新的性能及应用。
由于长丝的断头使得喷丝孔的工作寿命有限,这会在熔喷非织造布中形成闪光条痕、硬块及横条。
这些是由原料中带有微粒造成的,在工艺中不断地形成固定的闪光条痕,但主要是由于间断式生产和模头顶端降解的熔融体污染造成的。
因此有必要对喷嘴进行清洁,需要在生产中停车时更换新的喷嘴,这会造成损失,使得生产成本增加。
清洁工序除更换喷嘴外还包括过滤器及相关的垫圈的更换。
加固的累积程度可主要由模头件与凝聚带或滚筒的距离来控制,通常称为DCD。
其间距越大,冷却效果越好。
另一方面,随着冷却距离的增加,长丝潜在的加捻趋势也在增加,导致纤网成形时散乱。
反之,如果冷却距离太短,那么残留在长丝中热量会非常高,使得长丝像薄膜一样熔化或熔融在一起。
如果这样的话,就必须降低其熔融能力或者将周围的空气冷却下来,通过限制热空气流或简单的用水撒在喷嘴上来进行骤冷。
3 解决方案基于40多年的合成纤维加工经验,立达公司的E MBLO设计优化得更易于操作和维修。
其特点包括纺丝头组合件的顶端装载以及聚合物的链段分布。
顶端装载纺丝头组合件(图3)使得必须经常更换的喷丝板更换起来既快捷又安全,不会因熔滴危及操作人员。
脏的纺丝头组合件在室内就可用起重机转移然后进行清洁,而新的纺丝头组合件可从预热的烤箱处取出安装上去。
由于对包含熔体分配器的纺丝头组合件进行清洁以及清洁后的再调整,残余物造成的危险将减少。
停车时间也减少到不足1h,与熔喷法现有其他设备相比快很多,这些设备的纺丝头组合件都是从底部移出。
纺丝头组合件内聚合物的链段分布使得改变聚合物时更加容易,无需适应侧面的温度,这对于较宽的聚合物选择范围来说是有必要的。
在纤网整体宽度上安装质量均衡分布装置是很重要的。
在生产较窄的纤网产品时,将这一特点与纺丝头组合件的顶端装载相结合是利用纺丝头组合件生产较窄产品的基础,这会降低废料成本。
这种纺丝头组合件不会形成严重的易于在成品中产生闪光条痕或其他缺陷的熔融体停滞问题。
同时,生产过程中空气流的实际宽度较小,这有利于减少压缩气流的消耗。
空气流的分布是由许多分配步骤组成的,这样能够确保在整体宽度上的均匀分布。
开始时从两侧有足够尺寸的分布管道中吹出空气。
进一步的分配是对侧面进行阻塞,且对冲模的纺丝头组合件进行优化,使得压力损失达到最小。
如上所述,这样与其他设备相比使得压缩空气的能量损失减少达50%(图4)。
4 结语总之,在蒸蒸日上的非织造材料领域里,对熔喷法体系所进行的改进极有可能生产出更具竞争力的熔喷法产品。
它能开发和生产出独特的产品来满足广泛的需求。
汪玲玲 译 李毓陵 校(下转第26页)纺 纱仪测得)。
21413 纱线强度-A lya VCL型化纤纱的强度较传统聚酯纤维纱低5%~10%。
这是由于其短纤维的长度分布所致。
尽管其梳理机产量可达88 kg/h,但其纤维长度分布仍在正常范围内(图4)。
-不同的纺纱工序、喂入量及利用3个刺辊等对纱线的强度均无明显影响。
3 结语Mossi&Ghis olfi集团生产的A lya VCL型聚酯纤维纱与棉纤维很相似,对纺纱设备、纱线及后道工序都有益。
这种纤维也适于同Matt o Gr oss o棉纤维混合,即使是采用两道并条。
由于这种纤维长度较短,抱合力较小,所以其加工性能很好、高产优质,尤其在C60型梳理机上。
与传统等长牵切化纤相比,这种纤维的梳理力减小,从纤维所承受的负荷上可以明显地看出来。
与传统等长牵切化纤相比,在整个生产过程中,A lya VCL型化纤对提高纱线的均匀度略有收效,但可明显改善纱线的粗、细节。
纱线的强度明显下降,通过利用Co m2forSp in工艺加工混纺纱可大幅降低其毛羽。
雷立丽 译 李毓陵 校I nnova ti ve po l ye ste r fi be r on R i e te r sp i nni ng m achi ne sHarald Schw ippl,R ieter S pun Yarn Syste m s,W in terthu r/Sw itzerlandAbstract:A lya VCL,a ne w polyester fiber fr om Mossi&Ghis olfi,B razil,is described.A lya VCL features a stap le that rese mbles cott on.R ieter has conducted extensive trials t o study the p r ocessability of this innovative fiberon high2perf or mance s p inning machines.A lya VCL is intended t o offer advantages in s p inning p r operties aswell as yarn and downstrea m p r ocessing p r operties.The fiber is als o suitable for blending with Matt o Gr oss ocott on,even in a p r ocess with t w o dra wfra me passages.Keywords:polyester,fiber,s p inning(上接第38页)New m achi ne concep t f o r m e ltbl o wn nonwovensE r w in Glaw ion,R ieter A uto m atik G m bH,Gro osthei m/Ger m anyAbstract:Ty p ical app licati ons of meltbl own non wovens and basic functi on and weakness of meltbl own p r ocess are de2 scribed.The combinati on of meltbl own and other non woven for m ing p r ocesses t o create composites,hasopened the doors t o app licati ons p revi ously unavailable t o this unique p r ocess.R ieter′s op ti m ized E MBLOdesign f or easy operati on and handling is p resented.The main features include t op2l oading of s p inning noz2zle and the seg mented distributi on of poly mer.Keywords:meltbl own,nonwovens,machine,composite。