通常型腔冷 却超过80% , 流道系统冷却 超过60%时,塑 件就可以顶出。
•12
结果: X-deflection
图中显示了X方向的变形分布。箭头所指的区域向里移动了约0.3~ 0.4 mm•13。
结果: Y-deflection
图中显示了Y 方向的变形 分布。
箭头所指的 区域向里移 动了约1.1 ~ 1.2 mm。
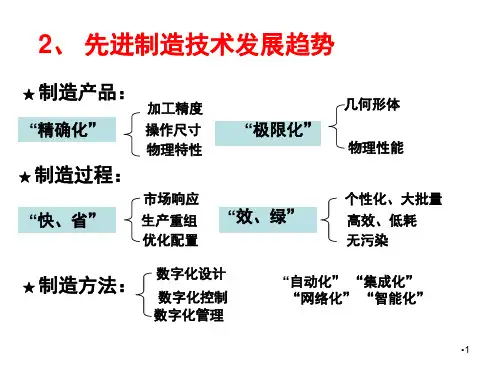
2、 先进制造技术发展趋势
★ 制造产品:
加工精度
“精确化”
操作尺寸 物理特性
★ 制造过程:
市场响应
“快、省”
生产重组 优化配置
“极限化” “效、绿”
几何形体
物理性能
个性化、大批量 高效、低耗 无污染
★ 制造方法: 数字化设计
数字化控制 数字化管理
“自动化” “集成化” “网络化” “智能化”
•1
3、产品制造过程及先进制造技术应用
•3
模具计算机辅助设计CAD
• 典型的数字化设计效果图(作品)
•4
汽车仪表板
•5
二板模
•6
三板模具
•7
汽车覆盖件模具
•8
精密手机模具
•9
模具CAE分析 填充形式
填充型式较为 均匀,因此锁 模力不会过大。 在本方 案中, 从浇口 到填充末端的 距离很长,因 此需要采用合 适的保压工艺。
•10
其它区域的 变形都较为 均匀,因此, 只需考虑上 部区域的变 形。
•14
结果: Z-deflection
图中显示了z方向的变形分布。
•15
红箭头所指的区域向下移动了约0.7 mm。
•16
•17
模具CAM三轴加工
•18