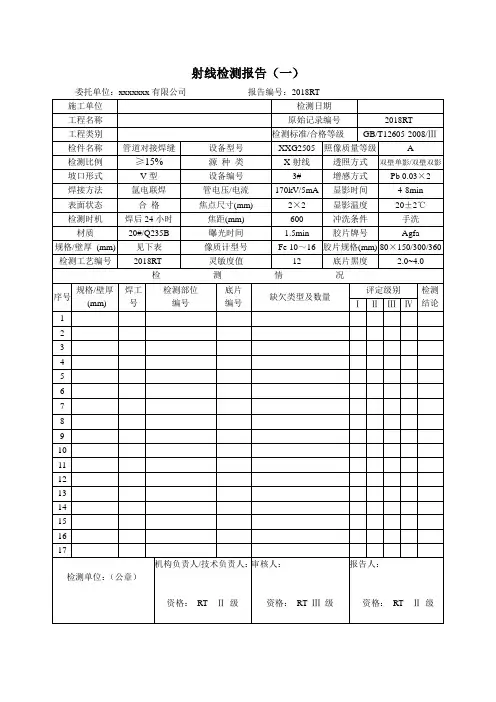
射线检测报告(一)
委托单位:xxxxxxx有限公司 报告编号:2018RT-
施工单位 检测日期
工程名称 原始记录编号 2018RT-
工程类别 检测标准/合格等级 GB/T12605-2008/Ⅲ
检件名称 管道对接焊缝 设备型号 XXG2505 照像质量等级 A
检测比例 ≥15% 源 种 类 X射线 透照方式 双壁单影/双壁双影
坡口形式 V型 设备编号 3# 增感方式 Pb 0.03×2
焊接方法 氩电联焊 管电压/电流 170kV/5mA 显影时间 4-8min
表面状态 合 格 焦点尺寸(mm) 2×2 显影温度 20±2℃
检测时机 焊后24小时 焦距(mm) 600 冲洗条件 手洗
材质 20#/Q235B 曝光时间 1.5min 胶片牌号 Agfa
规格/壁厚 (mm) 见下表 像质计型号 Fe 10~16 胶片规格(mm) 80×150/300/360
检测工艺编号 2018RT- 灵敏度值 12 底片黑度 2.0~4.0
检 测 情 况
序号 规格/壁厚
(mm) 焊工号 检测部位
编号 底片
编号 缺欠类型及数量 评定级别 检测结论 Ⅰ Ⅱ Ⅲ Ⅳ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
检测单位:(公章)
机构负责人/技术负责人:
资格: RT Ⅱ 级