电机转子过盈配合分析计算
- 格式:pdf
- 大小:700.45 KB
- 文档页数:3

过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
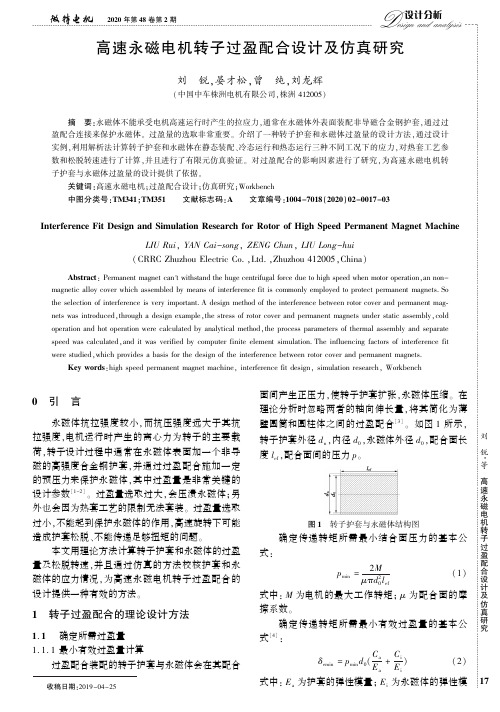
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。
图: 变轴向力的过盈联接图: 受转矩的过盈联接设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则F f =πdlpf因需保证F≥F,故f[7-8]2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。
亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩应大于或等于转矩T。
擦阻力矩Mf设配合面上的摩擦系数为f①,配合尺寸同前,则M f =πdlpf·d/2因需保证M≥T.故得f[7-9]①实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。
配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。
表7-5给出了几种情况下摩擦系数值,以供计算时参考。
表: 摩擦系数f值3)承受轴向力F和转矩T的联合作用此时所需的径向压力为[7-10]2. 过盈联接的最小有效过盈量δmin根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为[7-11]式中:p——配合W问的任向活力,由式(7~8)~(7~10)计算;MPa;d——配合的公称直径,mm;E1、E2——分别为被包容件与包容件材料的弹性模量,MPa;C1——被包容件的刚性系数C2——包容件的刚性系数d1、d2——分别为被包容件的内径和包容件的外径,mm;μ1、μ2——分别为被包容件与包容件材料的泊松比。

过盈配合压装压力参数制定方法目的过盈连接是生产中常使用的一种连接方式,制定过盈连接计算规范是要保证正常生产和研发过程使用正确的压力来连接料件,是装配标准化工作的重要目标之一,最终满足生产和客户的需求,为此,制定本规范。
范围本规范适用于计算金属件,及金属件与非金属件连接的过盈计算内容过盈连接是利用零件之间的过盈配合来实现连接的。
这种连接也叫干涉配合或者紧配合连接过盈连接的特点优点:结构简单,对中性好,承载能力大,在冲击载荷下能可靠地工作,对轴削弱少。
缺点:配合面的尺寸精度高,装拆困难。
过硬连接的主要用于轴与毂的连接,轮圈与轮芯的连接以及滚动轴承与轴或者座孔的连接等过盈连接的工作原理及装配方法过盈连接的工作原理过盈连接是将外径为dB的被包容体压入内径dA的包容件中(图1.1a)。
由于配合直径间有△A +△B的过盈量,在装配后的配合面上,以便产生一定的径向压力。
当连接承受轴向力F (图1.1b)或转矩T(图1.1c)时,配合面上便产生摩擦阻力或摩擦阻力矩以抵抗和传递外载荷过盈连接的装配方法过盈连接的装配方法有压入法和温差法压入法是利用压力机将被包容件直接压入包容件中。
由于过盈量的存在,在压入的过程中,配合表面微观不平度的峰尖不可避免的受到擦伤或压平,因此降低了连接的紧固性。
在被包容件和包容件上分别制出如图1.2所示的倒锥,并对配合面适当加润滑剂,可以减轻上述擦伤。
温差法是加热包容件或者冷却被包容件,使之既便于装配,又可减少或避免损伤配合表面,而在常温下即达到牢固连接。
加热利用电加热,冷却采用液态空气(沸点-1940℃)或者固态二氧化碳(干冰,沸点-790℃)温差法可以得到较大的固持力,常用于配合直径较大的连接;冷却法常用于配合直径较小时。
由于过盈连接拆装会使配合面受到严重的损伤,当过盈量很大时,装好后再拆开就更加困难。
因此,为了保证多次拆装后仍具有良好的紧固性,可采用液压拆卸,即在配合面间注入高压油,以涨大包容件的内径,缩小被包容件的外径,从而使连接便于拆卸,并减少配合面的擦伤。

过盈配合传递扭矩计算过盈配合传递扭矩计算,听起来好像是一门高深的学问,但其实道理简单得很,就像我们生活中那些看似复杂却又充满乐趣的小事。
想象一下,咱们把两个零件紧紧地夹在一起,这就像你和朋友们聚会时,紧紧围坐在一张桌子旁,大家挤得满满的,亲密无间。
这个“过盈配合”就是在说,把两个零件之间的配合做得比正常的要紧一点,让它们之间的接触更紧密,更有力道。
这样一来,传递扭矩的时候就不会那么轻易地松动,简直就像是你在参加一场拔河比赛,手握着绳子,浑身使劲,不想轻易放手。
说到扭矩,那可是机械世界里的“火药桶”。
就好比你开车的时候,油门一踩,那股劲儿立刻就上来了。
扭矩就是那股转动的力量,能让你的机器转起来,能把大大小小的零件组合成一个和谐的整体。
你可能会问,这个扭矩到底是怎么计算的?其实就像咱们平常买东西时,算账一样,找找乘法,做做加法,轻松就能得出结果。
想象一下,两个零件的直径和材料都不一样,传递扭矩的能力也就不同。
这时候,咱们得把这些因素都考虑进去,像做一道复杂的菜,得先把各种材料都准备好,再来一锅煮的。
材料的硬度、接触面积、摩擦力,样样都是影响扭矩传递的关键。
就好比你的朋友们吃饭,吃得太饱、吃得太快,结果最后就会肚子不舒服。
扭矩的传递也是如此,太强的扭矩或者太小的接触面,都会导致不必要的麻烦,甚至出故障。
咱们聊聊这个计算过程。
得测量好过盈量,想象成两个零件之间的“距离”。
如果这两个零件过于紧密,就会导致安装时出现问题,搞不好还会变成“拧不动”的尴尬场面。
简单地说,过盈量要适中,才能保证零件的紧固和良好的传递扭矩。
而这就需要你提前做好功课,心中有数。
咱们得考虑一下接触面。
就好比我们平时走路,鞋底的摩擦力大了,不容易滑倒,反之则容易摔跤。
在扭矩传递中,接触面的大小和摩擦力直接影响着传递效率。
要是你想让扭矩传得更顺畅,就得确保接触面足够大,摩擦力又不会过高。
这样才能稳稳当当地把扭矩传递下去,绝不掉链子。
不过,咱们也不能忽视了其他因素,比如温度、环境。


轴与轴套过盈配合压入力计算公式:P=2i p lf r 2π 应为“—”22112122221222223122232)()(12E E r r E r r r r E r r r p i μμδ-+-++-+=δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=150mm ,f=0.15带入公式得:Pi= 12.3954MpaP=1.7524510⨯N =17874.48kgf (17.524t)δ=0.075mm, r1=70mm, r2=100mm, r3=135mm, E1=E2=2.1⨯510Mpa, u1=u2=0.3, l=190mm ,f=0.15带入公式得:Pi= 12.3954MpaP= 2.2196510⨯N =22639.92kgf (22.196t)B87C 机头衬套压入力:δ=0.078,r1=14.415,r2=25.38,r3=44.5,L=115,f=0.15 代入公式得:22.6T/26.7T ——大值是按u1起作用算得FT160A 架体横臂压入力:δ=0.05,r1=0,r2=17,r3=25,L=37,f=0.15代入公式得:4.9T/5.8T ——大值是按u1起作用算得过盈联接1.确定压力p;1)传递轴向力F2)传递转矩T3)承受轴向力F和转矩T的联合作用2.确定最小有效过盈量,选定配合种类;3.计算过盈联接的强度;4.计算所需压入力;(采用压入法装配时)5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时)6.包容见外径胀大量及被包容件内径缩小量。
1. 配合面间所需的径向压力p过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。
1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。
亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力F,应大于或等于外载荷F。
速机床电主轴过盈配合量的计算更新时间:2009-08-03 14:52:271前言高速机床是现代高速加工技术发展的需要,高速主轴单元作为高速机床的核心部件,应具有以下两个基本特征[1]:首先,应具有较高的转速。
衡量主轴速度的指标是d m.n值,高速主轴的d m.n值一般要求达到1.0×106以上,并具有较宽的恒功率调速范围、良好的升降速特性和快速准停功能。
目前,中等尺寸高速加工中心的最高主轴转速为12000~60000 r/min。
其次,高速主轴应有较大的功率。
尽管在高速切削条件下切削力会下降,切削过程会变得较轻松,但由于切削速度很高,单位时间内消耗的能量也会明显增大,因此需要有较大的功率。
目前,高速加工中心的主电机功率为10~45 kW。
传统的“主电机+皮带传动+齿轮变速”的主传动方式,由于传动链长,传动效率低,而且在高速下传动系统的转动惯量很大,使系统很难获得较高的角加(减)速度;动态和热态特性差,因此难以适应高速数控加工的要求。
目前,能较好地适应高速加工需要的主轴型式是电主轴,即采用无外壳电机直接驱动。
在我校研制的GD-Ⅱ型电主轴中,电机的转子直接装配在主轴上,电机的定子则与主轴单元的外壳配合,省去了皮带轮和齿轮箱等一整套中间传动环节,采用变频器进行主轴的无级调速,实现了主轴系统的零传动[2]。
该主轴系统由于没有中间传动链,结构紧凑、惯性小,具有较好的动态响应特性,能实现快速启动、变速、准停,并具有较好的C轴控制功能。
为了保证高速切削,主轴应具有良好的运动精度和传动能力,主轴零部件应具有良好的加工精度和表面质量,而且还应具有良好的装配精度。
为了易于达到精确的动平衡,电机转子与机床主轴之间采用了无键过盈联接,并以此形成扭矩传递能力。
过盈量的大小直接影响电主轴的性能,过盈量过大会使主轴装配困难,影响装配精度,甚至破坏配合表面;过盈量过小则会影响主轴传递扭矩的能力。
因此,必须对电机转子与机床主轴间的过盈量进行认真研究,以适应高速电主轴设计工作的需要。