高压注射器常用参数归纳
- 格式:pdf
- 大小:868.42 KB
- 文档页数:5
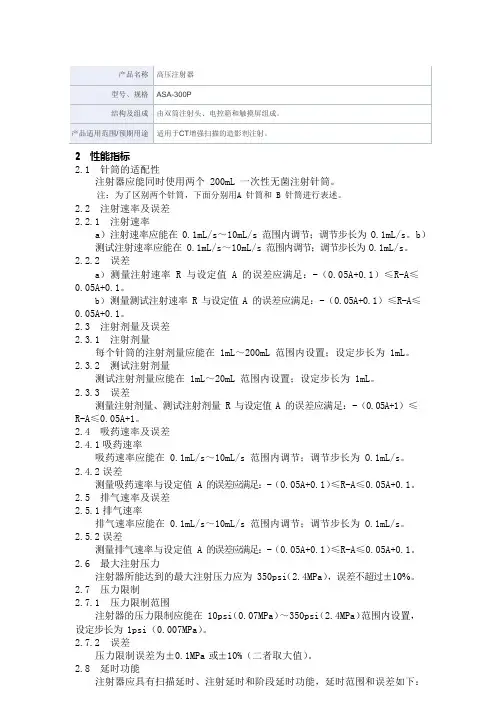
2性能指标2.1针筒的适配性注射器应能同时使用两个 200mL 一次性无菌注射针筒。
注:为了区别两个针筒,下面分别用A 针筒和 B 针筒进行表述。
2.2注射速率及误差2.2.1注射速率a)注射速率应能在 0.1mL/s~10mL/s 范围内调节;调节步长为 O.1mL/s。
b)测试注射速率应能在 0.1mL/s~10mL/s 范围内调节;调节步长为 O.1mL/s。
2.2.2误差a)测量注射速率 R 与设定值 A 的误差应满足:-(0.05A+0.1)≤R-A≤ 0.05A+0.1。
b)测量测试注射速率 R 与设定值 A 的误差应满足:-(0.05A+0.1)≤R-A≤ 0.05A+0.1。
2.3注射剂量及误差2.3.1注射剂量每个针筒的注射剂量应能在 1mL~200mL 范围内设置;设定步长为 1mL。
2.3.2测试注射剂量测试注射剂量应能在 1mL~20mL 范围内设置;设定步长为 1mL。
2.3.3误差测量注射剂量、测试注射剂量 R 与设定值 A 的误差应满足:-(0.05A+1)≤ R-A≤0.05A+1。
2.4吸药速率及误差2.4.1吸药速率吸药速率应能在 0.1mL/s~10mL/s 范围内调节;调节步长为 O.1mL/s。
2.4.2误差测量吸药速率与设定值 A 的误差应满足:-(0.05A+0.1)≤R-A≤0.05A+0.1。
2.5排气速率及误差2.5.1排气速率排气速率应能在 0.1mL/s~10mL/s 范围内调节;调节步长为 O.1mL/s。
2.5.2误差测量排气速率与设定值 A 的误差应满足:-(0.05A+0.1)≤R-A≤0.05A+0.1。
2.6最大注射压力注射器所能达到的最大注射压力应为 350psi(2.4MPa),误差不超过±10%。
2.7压力限制2.7.1压力限制范围注射器的压力限制应能在 10psi(0.07MPa)~350psi(2.4MPa)范围内设置,设定步长为 1psi(0.007MPa)。
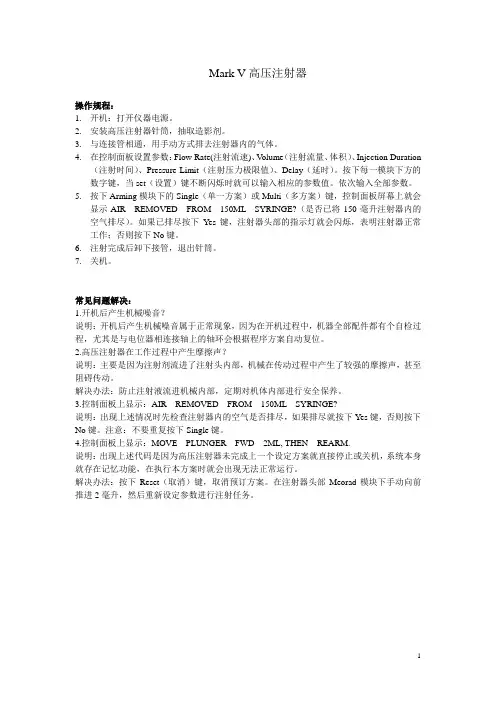
Mark V高压注射器操作规程:1.开机:打开仪器电源。
2.安装高压注射器针筒,抽取造影剂。
3.与连接管相通,用手动方式排去注射器内的气体。
4.在控制面板设置参数:Flow Rate(注射流速)、V olume(注射流量、体积)、Injection Duration(注射时间)、Pressure Limit(注射压力极限值)、Delay(延时)。
按下每一模块下方的数字键,当set(设置)键不断闪烁时就可以输入相应的参数值。
依次输入全部参数。
5.按下Arming模块下的Single(单一方案)或Multi(多方案)键,控制面板屏幕上就会显示AIR REMOVED FROM 150ML SYRINGE?(是否已将150毫升注射器内的空气排尽)。
如果已排尽按下Yes键,注射器头部的指示灯就会闪烁,表明注射器正常工作;否则按下No键。
6.注射完成后卸下接管,退出针筒。
7.关机。
常见问题解决:1.开机后产生机械噪音?说明:开机后产生机械噪音属于正常现象,因为在开机过程中,机器全部配件都有个自检过程,尤其是与电位器相连接轴上的轴环会根据程序方案自动复位。
2.高压注射器在工作过程中产生摩擦声?说明:主要是因为注射剂流进了注射头内部,机械在传动过程中产生了较强的摩擦声,甚至阻碍传动。
解决办法:防止注射液流进机械内部,定期对机体内部进行安全保养。
3.控制面板上显示:AIR REMOVED FROM 150ML SYRINGE?说明:出现上述情况时先检查注射器内的空气是否排尽,如果排尽就按下Yes键,否则按下No键。
注意:不要重复按下Single键。
4.控制面板上显示:MOVE PLUNGER FWD 2ML, THEN REARM.说明:出现上述代码是因为高压注射器未完成上一个设定方案就直接停止或关机,系统本身就存在记忆功能,在执行本方案时就会出现无法正常运行。
解决办法:按下Reset(取消)键,取消预订方案。
在注射器头部Meorad模块下手动向前推进2毫升,然后重新设定参数进行注射任务。
高压注射器参数
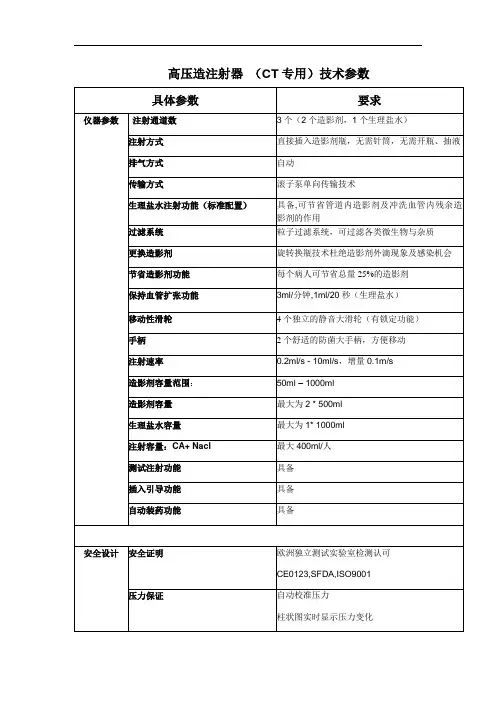
1.具备左冠状动脉、右冠状动脉、左心室/主动脉造影等心脏导管室冠状动脉造影专用注射模式。
2.具备实时可变流速、实时可变流量的造影剂注射功能。
3.具备低压盐水自动冲洗泵,流速100毫升/分。
4.支持触摸屏输入,系统设置压力范围为200-1200psi,造影剂流速调整范围为0.8-40ml/s。
5.自动填充造影剂,并具有自动排气功能。
6.可连接监护仪,可提供有创血压实时监测的通道。
7.具有空气气泡自动监测传感器、多路开关位置感应器、造影剂容量感应器。
8.术中可显示造影剂输送总量、每次注射的造影剂使用量和注射速度。
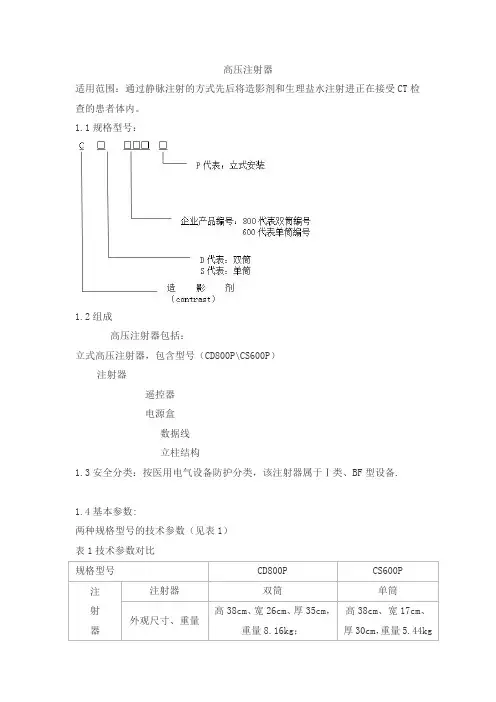
高压注射器适用范围:通过静脉注射的方式先后将造影剂和生理盐水注射进正在接受CT检查的患者体内。
1.1规格型号:1.2组成高压注射器包括:立式高压注射器,包含型号(CD800P\CS600P)注射器遥控器电源盒数据线立柱结构1.3安全分类:按医用电气设备防护分类,该注射器属于Ⅰ类、BF型设备.1.4基本参数:两种规格型号的技术参数(见表1)表1技术参数对比2.1电源及环境条件a)操作环境温度:+5℃~+40℃;b)操作环境相对湿度:30%~75%;c)大气压力范围: 860hPa~1060hPa;d)电源条件:交流;电源电压:AC 100V~240V、 50Hz/60Hz2.2注射量调节范围和误差:a) 注射量调节范围:1mL~200mL,增量1mL;b) 注射量调节误差:+2%。
2.3注射流速调节范围和误差a) 注射流速调节范围:0.1mL/s~10.0mL/s,增量0.1mL/s;b) 注射流速调节误差:稳定流率下的误差为±5%。
c) 流速转换时间和注射总量误差:当一个注射程序项下有多个注射流速,且相邻两个阶段的注射流速之间的差≥2.5mL/s时,其注射流速转换的时间应不超过3s;且注射总量误差应不大于该注射程序设定的注射总量的±2%。
2.4极限压力调节范围本机具有极限压力设定范围功能:a) 极限压力调节范围:40psi~325psi,增量1psi,误差±10%;b) 在注射过程中,当压力达到极限值时,系统自动暂停注射,并在注射器和遥控器上显示“overpressure”,同时语音进行提示。
2.5噪声整机运行噪声应不大于A计权70dB。
2.6注射安全保护功能a) 在注射器针筒处于向上位置时,设备处于程序锁死状态,不能进行注射,只有向左或向右倾斜到位时才能进行注射;b)注射器机头可在其左(右)极限位置绕其旋转轴向右(左)旋转大于270°。
当注射器机头达到左(右)极限位置时,注射器才能进行注射;c) 注射过程中,点击触摸屏的任何部位,应暂停注射。
第二节注射机的基本参数注射机的主要参数有公称注射量、注射压力、注射速率、塑化能力、锁模力、合模装置的基本尺寸、开合模速度、空循环时间等。
这些参数是设计、制造、购置和使用注射成型机的依据。
一、公称注射量1、定义:公称注射量是指在对空注射的条件下,注射螺杆或柱塞作一次最大注射行程时,注射装置所能达到的最大注射量。
公称注射量在一定程度上反映了注射机的加工能力,标志着能成型的最大塑料制品,因而经常被用来表征机器规格的参数。
2、表示方法注射量一般有两种表示方法,一种是以聚苯乙烯为标准,用注射出熔料的重量(单位克)表示,另一种是用注射出熔料的容积(单位厘米3)表示。
我国注射机系列标准采用后一种表示方法。
3、理论注射量公称注射量即实际最大注射量。
还有一个理论最大注射量,其表达式为Q理=πD2S/4——理论最大注射量(厘米3)式中 Q理D——螺杆或柱塞的直径(厘米)S——螺杆或柱塞的最大行程(厘米)4、公称注射量(即实际最大注射量)的注射量,但是在该式说明,理论上直径为D的螺杆移动S,应当射出 Q理注射时有少部分熔料在压力作用下回流,以及为了保证塑化质量和在注射完毕后保压时补缩的需要,故实际注射量要小于理论注射量,为描述二者的差别,引入公称注射量。
Q公称 =αQ理式中α---注射系数5、注射系数(相当于密炼机的填充系数)影响注射系数的因素很多,如螺杆的结构和参数、注射压力和注射速度、背压的大小、模具的结构和制品的形状以及塑料的特性等。
对采用止回环的螺杆头,注射系数a一般在0.75、0.85之间。
对那些热扩散系数小的塑料,a取小值,反之取大值。
通常多取0.8。
二、注射压力1、定义:注射压力是指注射螺杆或柱塞的端部作用在物料单位面积上的压力。
注射压力是为了克服熔料流经喷嘴、浇道和型腔时的流动阻力,螺杆(或柱塞)对熔料必须施加足够的压力。
注射压力的大小与流动阻力、制品的形状、塑料的性能、塑化方式、塑化温度、模具温度及对制品精度要求等因素有关。
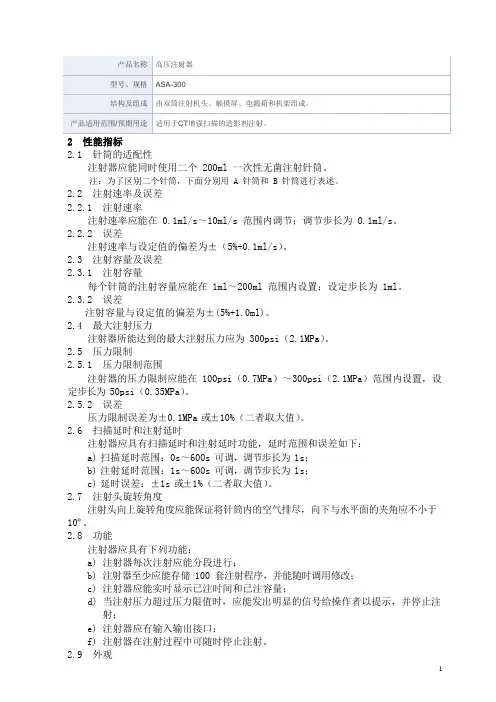
2性能指标2.1针筒的适配性注射器应能同时使用二个 200ml 一次性无菌注射针筒。
注:为了区别二个针筒,下面分别用 A 针筒和 B 针筒进行表述。
2.2注射速率及误差2.2.1注射速率注射速率应能在 0.1ml/s~10ml/s 范围内调节;调节步长为 O.1ml/s。
2.2.2误差注射速率与设定值的偏差为±(5%+0.1ml/s)。
2.3注射容量及误差2.3.1注射容量每个针筒的注射容量应能在 1ml~200ml 范围内设置;设定步长为 1ml。
2.3.2误差注射容量与设定值的偏差为±(5%+1.0ml)。
2.4最大注射压力注射器所能达到的最大注射压力应为 300psi(2.1MPa)。
2.5压力限制2.5.1压力限制范围注射器的压力限制应能在 100psi(0.7MPa)~300psi(2.1MPa)范围内设置,设定步长为 50psi(0.35MPa)。
2.5.2误差压力限制误差为±0.1MPa或±10%(二者取大值)。
2.6扫描延时和注射延时注射器应具有扫描延时和注射延时功能,延时范围和误差如下:a)扫描延时范围:0s~600s 可调,调节步长为 1s;b)注射延时范围:1s~600s 可调,调节步长为 1s;c)延时误差:±1s或±1%(二者取大值)。
2.7注射头旋转角度注射头向上旋转角度应能保证将针筒内的空气排尽,向下与水平面的夹角应不小于10º。
2.8功能注射器应具有下列功能:a)注射器每次注射应能分段进行;b)注射器至少应能存储 100 套注射程序,并能随时调用修改;c)注射器应能实时显示已注时间和已注容量;d)当注射压力超过压力限值时,应能发出明显的信号给操作者以提示,并停止注射;e)注射器应有输入输出接口;f)注射器在注射过程中可随时停止注射。
2.9外观a)外观应平整端正,表面清洁,色泽均匀,无锋锐棱角、毛刺及伤斑、裂缝等缺陷;b)面板上的文字和标志应清晰可见;c)控制器件应固定牢固,控制灵活可靠;d)涂覆层应均匀,无脱落、气泡等缺陷。
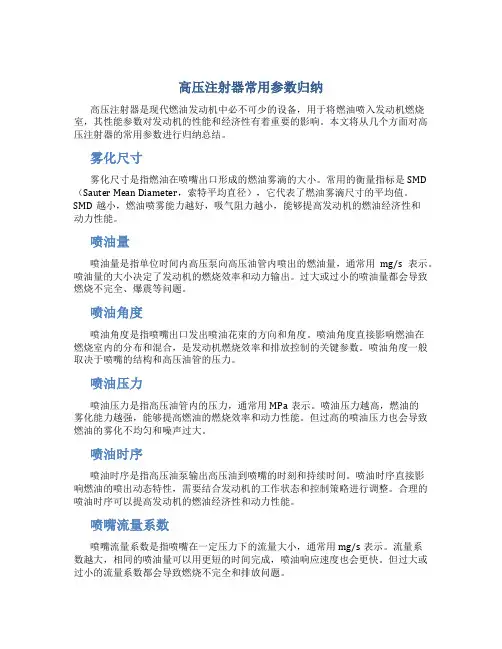
高压注射器常用参数归纳高压注射器是现代燃油发动机中必不可少的设备,用于将燃油喷入发动机燃烧室,其性能参数对发动机的性能和经济性有着重要的影响。
本文将从几个方面对高压注射器的常用参数进行归纳总结。
雾化尺寸雾化尺寸是指燃油在喷嘴出口形成的燃油雾滴的大小。
常用的衡量指标是SMD (Sauter Mean Diameter,索特平均直径),它代表了燃油雾滴尺寸的平均值。
SMD越小,燃油喷雾能力越好,吸气阻力越小,能够提高发动机的燃油经济性和动力性能。
喷油量喷油量是指单位时间内高压泵向高压油管内喷出的燃油量,通常用mg/s表示。
喷油量的大小决定了发动机的燃烧效率和动力输出。
过大或过小的喷油量都会导致燃烧不完全、爆震等问题。
喷油角度喷油角度是指喷嘴出口发出喷油花束的方向和角度。
喷油角度直接影响燃油在燃烧室内的分布和混合,是发动机燃烧效率和排放控制的关键参数。
喷油角度一般取决于喷嘴的结构和高压油管的压力。
喷油压力喷油压力是指高压油管内的压力,通常用MPa表示。
喷油压力越高,燃油的雾化能力越强,能够提高燃油的燃烧效率和动力性能。
但过高的喷油压力也会导致燃油的雾化不均匀和噪声过大。
喷油时序喷油时序是指高压油泵输出高压油到喷嘴的时刻和持续时间。
喷油时序直接影响燃油的喷出动态特性,需要结合发动机的工作状态和控制策略进行调整。
合理的喷油时序可以提高发动机的燃油经济性和动力性能。
喷嘴流量系数喷嘴流量系数是指喷嘴在一定压力下的流量大小,通常用mg/s表示。
流量系数越大,相同的喷油量可以用更短的时间完成,喷油响应速度也会更快。
但过大或过小的流量系数都会导致燃烧不完全和排放问题。
压缩比压缩比是指高压油泵输出压力与大气压力之比,通常用kPa表示。
压缩比的大小直接关系到高压油管内的油压水平和燃油喷雾的效果。
合理的压缩比可以提高发动机的经济性和动力性能。
以上是高压注射器的常用参数归纳,不同的参数之间相互影响,需要在实际应用中进行优化和调整。
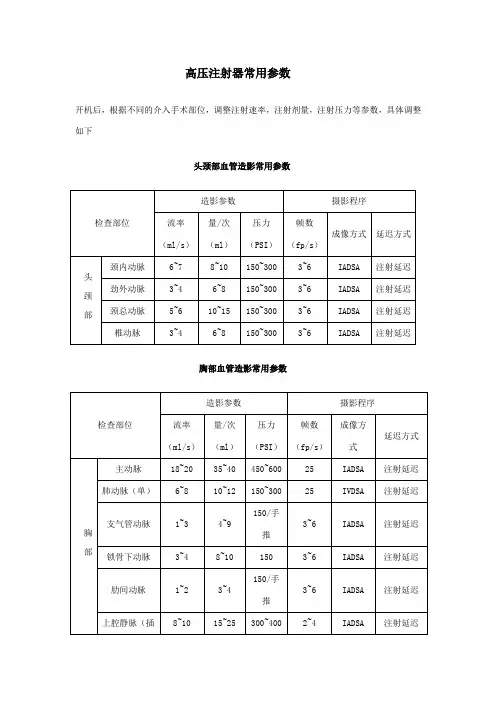
高压造影注射器针筒、连接管技术参数:预算:203250元/年*安徽省医用耗材集中采购平台内产品一、采购项目及数量1、用途:用于医疗部门进行数字减影血管造影术(DSA)、计算机控制断层扫描(CT)、核磁共振(MRI)、超声(US)检查,与造影剂注射装置配套使用,注射造影剂、药液。
2、具体规格及性能要求:CT用高压造影注射器针筒、连接管①一次性使用高压造影注器射针筒(CT用200ml单筒)每套标配针筒1付、吸药管1支、螺纹连接管(延长管)1根、刺瓶器1支、连接管长度≥150cm,针筒内表面采用硅油润滑,润滑性能良好,针筒最大耐压值不小于300PSI。
②一次性使用高压造影注器射针筒(CT用200ml双筒)每套标配针筒2付、吸药管1支、Y型延长管1根、刺瓶器2支、连接管长度≥200cm,针筒内表面采用硅油润滑,润滑性能良好,针筒最大耐压值不小于300PSI。
③连接管Y型,长度≥150cm,最小耐压值不小于300PSIDSA用高压造影注射器针筒、连接管①一次性使用高压造影注射器针筒(DSA用150ml单筒)每套标配针筒1付、吸药管1支、连接管(延长管)1根、刺瓶器1支、连接管长度≥150cm,针筒内表面采用硅油润滑,润滑性能良好,针筒最大耐压值不小于1200PSI。
②连接管长度≥150cm,最小耐压值不小于300PSI。
核医学科用高压造影注射器针筒①一次性高压造影注射器及附件(核医学科用200ml单筒)注射器由外套、活塞、胶塞组成,附件包括吸药管、穿刺器、一次性使用压力连接管。
每套标配针筒1付、吸药管1支、连接管(延长管)1根、刺瓶器1支、连接管长度≥150cm,针筒内表面采用硅油润滑,润滑性能良好,针筒最大耐压值不小于1200PSI。
3、适配机型:CT单筒: MEDEAD Medition NemotoCT双筒:MEDRAD MemotoDSA单筒:MEDRAD mark v核医学科:ACIST三、其他要求:1、中标后合同签订两年内不得上调供货价、变更合同签约供应商。
第二节注射机的基本参数注射机的主要参数有公称注射量、注射压力、注射速率、塑化能力、锁模力、合模装置的基本尺寸、开合模速度、空循环时间等。
这些参数是设计、制造、购置和使用注射成型机的依据。
一、公称注射量1、定义:公称注射量是指在对空注射的条件下,注射螺杆或柱塞作一次最大注射行程时,注射装置所能达到的最大注射量。
公称注射量在一定程度上反映了注射机的加工能力,标志着能成型的最大塑料制品,因而经常被用来表征机器规格的参数。
2、表示方法注射量一般有两种表示方法,一种是以聚苯乙烯为标准,用注射出熔料的重量(单位克)表示,另一种是用注射出熔料的容积(单位厘米3)表示。
我国注射机系列标准采用后一种表示方法。
3、理论注射量公称注射量即实际最大注射量。
还有一个理论最大注射量,其表达式为Q理=πD2S/4——理论最大注射量(厘米3)式中 Q理D——螺杆或柱塞的直径(厘米)S——螺杆或柱塞的最大行程(厘米)4、公称注射量(即实际最大注射量)的注射量,但是在该式说明,理论上直径为D的螺杆移动S,应当射出 Q理注射时有少部分熔料在压力作用下回流,以及为了保证塑化质量和在注射完毕后保压时补缩的需要,故实际注射量要小于理论注射量,为描述二者的差别,引入公称注射量。
Q公称 =αQ理式中α---注射系数5、注射系数(相当于密炼机的填充系数)影响注射系数的因素很多,如螺杆的结构和参数、注射压力和注射速度、背压的大小、模具的结构和制品的形状以及塑料的特性等。
对采用止回环的螺杆头,注射系数a一般在0.75、0.85之间。
对那些热扩散系数小的塑料,a取小值,反之取大值。
通常多取0.8。
二、注射压力1、定义:注射压力是指注射螺杆或柱塞的端部作用在物料单位面积上的压力。
注射压力是为了克服熔料流经喷嘴、浇道和型腔时的流动阻力,螺杆(或柱塞)对熔料必须施加足够的压力。
注射压力的大小与流动阻力、制品的形状、塑料的性能、塑化方式、塑化温度、模具温度及对制品精度要求等因素有关。
了解高压注射器高压注射器作为医学影像系统中的辅助设备,是随着X线机械、快速换片机、影像增强器以及人工造影剂等的发展而逐渐出现的。
20世纪80年代,出现了用于造影的自动注射器,随后Jonsson等利用杠杆原理发明了不锈钢高压注射器,其后不久瑞典的Ake Gilund发明了第一个高压注射器与双向卷片换片器,并应用于血管造影检查中。
现在,高压注射器已广泛应用于各种血管造影检查、CT增强造影扫描和MR增强扫描中。
1. 高压注射器的种类:高压注射器的种类很多,按传动方式分为两种基本类型:气压式和电动式高压注射器。
目前多用程控电动式高压注射器,它是以电动泵为动力,设有电动抽液、分级注射。
驱动电机经离合器、减速器带动传动效率级高的滚珠丝杆推动注射活塞进行注射,调节电机转速就可以改变注射压力,因此控制电机的转速和动作时间,就可控制注射率和注射量。
同步曝光、超压和定量保护剂报警系统,直接控制注射速度,是目前理想的高压注射器。
按性能可分为压力型注射器和流率型注射器两类。
压力型注射器是以调节压力来控制造影剂注入的速度,缺点是不能显示造影剂的流率,也无流率保护装置。
流率型注射器有调节流率来控制造影剂注射速度,具有压力限度保护装置。
但注射造影剂时不能显示压力,如果流率选配不当时,注射压力可超过最大限度,有击穿心壁或血管的危险。
新型的高压注射器采用微机处理技术,借助计算机自由编制注射程序,自动调节压力保证单位时间内的流速,使用时只需定出每秒的流速和流量即可。
适用于各种型号的导管,可以满足心血管造影的各种要求。
2. 高压注射器的基本结构和功能:高压注射器的作用是保证在一定时间内将足够量的高浓度X线造影剂快速注射到检查部位。
它多由注射针筒及注射头、推动和控制系统、支持固定部分和附属件等组成。
可以将其固定在墙壁、天花板、治疗台、推车和移动架上。
高压注射器的动力部分由早期的杠杆式、气压式发展成为电动马达驱动式,其控制系统可通过调节压力或/和流率来控制造影剂的注入速度。