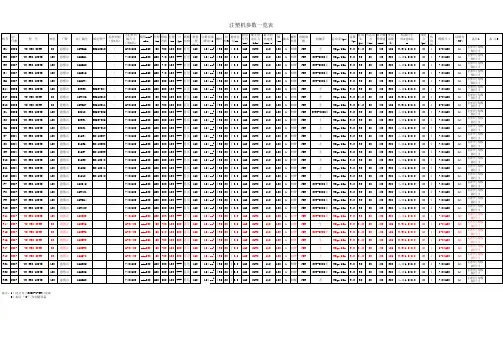
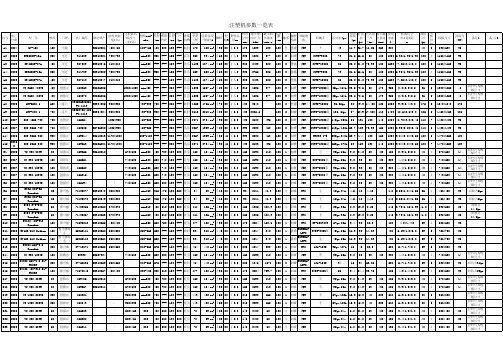
注塑机吨位安士表
- 格式:xlsx
- 大小:11.78 KB
- 文档页数:2
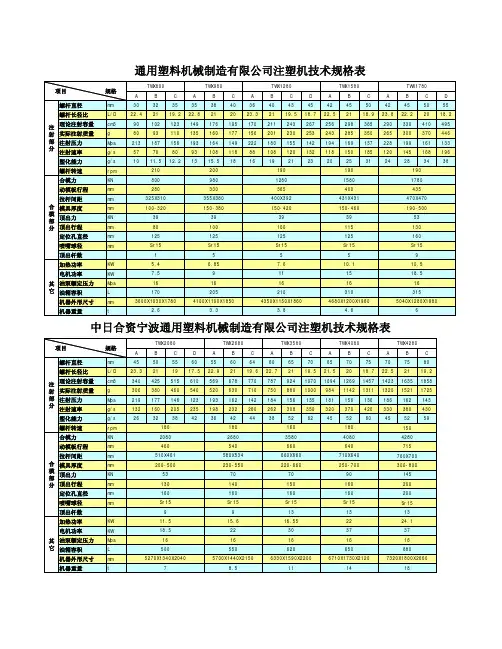
如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离 * * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 元/M、 80T 元/M、 100T 元/M、 120T 元/M、 150T 元/M、200T 元/M、 250T 元/M、 350T 元/M、 400-500T 元/M海天/80T ¥海天/110T ¥海天/150T ¥海天/200T ¥海天/250T ¥大概就这样海天注塑机的吨位与克数是怎么来计算的5 [ 标签:海天注塑机, 吨位, 克数] い範ゎ 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择注塑机时.只要塑件的重量是注塑机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=投影面积(产品+流道)x模具内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和注射量,就可以定型号了。
如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1。
5注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果).但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)²*π *螺杆的最大后退距离*0。
85 * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -— 150克200T —- 500克300T -- 800克500T -- 2000克700T -— 3200克仅供参考50T 0。
29元/M、80T 0。
48元/M、100T 0。
57元/M、120T 0.6元/M、150T 0。
62元/M、200T 0.75元/M、250T 0。
89元/M、350T 0。
9元/M、400-500T 1.52元/M海天/80T ¥0。
48海天/110T ¥0。
57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0。
克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
60T—100克
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
射出量
oz是符号ounce的缩写,中文称为“盎司”(香港译为安士)是英制计量单位,作为重量单位时也称为英两。
重量单位1oz=28.35g(克)
常衡盎司:重量单位。
整体缩写为oz.av。
1盎司=28.350克
1盎司=16打兰(dram)
16盎司=1磅(pound)
1、用料:根据射出量与射出速度,能换算出申户每月用料情况
2、加工费:目前快速机60—100T的,每天加工费在1800—2000仟。
100吨以
上的2500仟一天。
注塑机吨位的选择注塑机的吨位标准的选择注塑机锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力形成成形空间投影面积之积。
成形空间的单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:注塑机锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数×成品长×成品宽×注:1.成品长、宽单位为cm;算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);成形空间的投影面积为成品的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注塑机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但是要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。
根据产品的重量或注塑量选择不同的吨位,如30T、40T、50T、60T、80T、100T、120T、160T、168T、268T,目前国内最大吨位有4000T 的,吨位越大,注塑机的螺杆直径也就越大……怎么样选择加工塑料零件的注塑机的吨位一般而言,从事注塑行业多年的客户多半有能力自行判断并选择合适的注塑机来生产。
但是在某些状况下,客户可能需要厂商的协助才能决定采用哪一个规格的注塑机,甚至客户可能只有产品的样品或构想,然后询问厂商的机器是否能生产,或是哪一种机型比较适合。
此外,某些特殊产品可能需要搭配特殊装置如蓄压器、闭回路、射出压缩等,才能更有效率地生产。
由此可见,如何决定合适的注塑机来生产,是一个极为重要的问题。
以下资讯提供给读者参考。
通常影响射出机选择的重要因素包括模具、产品、塑料、成型要求等,因此,在进行选择前必须先收集或具备下列资讯:模具尺寸(宽度、高度、厚度)、重量、特殊设计等;使用塑料的种类及数量(单一原料或多种塑料);注塑成品的外观尺寸(长、宽、高、厚度)、重量等;成型要求,如品质条件、生产速度等。

如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1.5注:1. 成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:100T -- 150克200T -- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M海天/80T ¥0.48海天/110T ¥0.57海天/150T ¥0.62海天/200T ¥0.75海天/250T ¥0.89大概就这样海天注塑机的吨位与克数是怎么来计算的5 [ 标签:海天注塑机, 吨位, 克数] い範ゎ 2009-02-15 16:29精华答案好评率:80%通过对塑件产品所用的材料,通过密度,体积算出重量选择注塑机时.只要塑件的重量是注塑机最大射出量的60%就没有问题了1、如果塑件比较简单那就达到80%左右都没有问题注塑机的合模吨位和最大射出量是正比的这个方法比较简单当然计算吨位也好2、吨位就是锁模力=投影面积(产品+流道)x模具内平均压力一般注塑的压力不过30~90mpa而已了,乘以产品投影面积+流道面积,就可以得出最小锁模力了,然后根据锁模力和注射量,就可以定型号了。
如何选择注塑机的吨位锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下.材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
1)经验公式:锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1。
5注:1。
成品长、宽单位为cm;2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。
告诉你准确的计算方法:克数=(螺杆的直径/2)²*π *螺杆的最大后退距离* 0。
85 *塑料材料的密度与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆.大致上:100T —— 150克200T —- 500克300T -- 800克500T -- 2000克700T -- 3200克仅供参考50T 0。
29元/M、80T 0。
48元/M、100T 0。
57元/M、120T 0.6元/M、150T 0。
62元/M、200T 0.75元/M、250T 0。
89元/M、350T 0。
9元/M、400—500T 1。
52元/M海天/80T ¥0。
48海天/110T ¥0。
57海天/150T ¥0。
62海天/200T ¥0。
75海天/250T ¥0。
注塑机吨位
告诉你准确的计算方法:
克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
如何选择注塑机的吨位
江岸峰发表于:2008-9-8 22:00:52 锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。
成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:
锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数
=330kg/cm×成品长×成品宽×1.5
注:1. 成品长、宽单位为cm;
2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);
3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。
80吨至160吨注塑机功率表(最新版)目录1.引言:介绍注塑机的基本概念和功率表的重要性2.80 吨至 160 吨注塑机的特点和应用范围3.功率表的选择和安装4.功率表的维护和保养5.结论:总结 80 吨至 160 吨注塑机功率表的作用和意义正文一、引言注塑机是一种将热塑性塑料通过加热和压力作用下熔融后,注入模具腔内冷却成型的设备。
在众多种类的注塑机中,80 吨至 160 吨注塑机以其适中的吨位和较高的生产效率,广泛应用于各种塑料制品生产领域。
而功率表作为监测和调整注塑机电流、电压等电力参数的重要工具,对于保证注塑机的稳定运行和提高生产效率具有重要意义。
二、80 吨至 160 吨注塑机的特点和应用范围80 吨至 160 吨注塑机属于中大型注塑机,具有以下特点:1.锁模力在 80 吨至 160 吨之间,适用于生产各种中大型塑料制品;2.采用液压驱动,具有较高的动力性能和稳定性;3.配备先进的控制系统,可实现自动化生产;4.适用于生产各种塑料件、壳体、容器等产品。
三、功率表的选择和安装在选择功率表时,应注意以下几点:1.选择合适的量程,以确保测量精度;2.选择具有良好抗干扰性能的功率表,以保证数据稳定;3.安装时,应遵循相关电气安装规范,确保安全。
四、功率表的维护和保养为了保证功率表的准确性和延长使用寿命,应定期进行以下维护和保养工作:1.清洁功率表表面,避免灰尘和油污影响显示;2.定期检查接线端子,确保连接牢固;3.定期校准功率表,确保测量精度。
五、结论80 吨至 160 吨注塑机功率表对于保证注塑机的稳定运行和提高生产效率具有重要意义。