镭射logo,电蚀logo,丝印logo的区别
- 格式:docx
- 大小:17.75 KB
- 文档页数:3

汽车标牌表面处理工艺
汽车标牌是汽车的重要标识之一,它不仅需要具备良好的视觉效果,还需要具备耐用性和抗腐蚀性。
以下是一些常见的汽车标牌表面处理工艺:
1. 电镀:电镀是一种将金属离子沉积在基材表面的工艺,可以提高标牌的亮度和耐磨性。
常见的电镀材料包括铬、镍、锌等。
2. 喷涂:喷涂是一种将涂料喷在标牌表面的工艺,可以提高标牌的光泽度和耐久性。
常见的喷涂材料包括油漆、粉末涂料等。
3. 丝网印刷:丝网印刷是一种将油墨通过丝网印刷在标牌表面的工艺,可以实现标牌的图案和文字印刷。
这种工艺通常用于制作汽车标牌的标志和文字。
4. 激光雕刻:激光雕刻是一种利用激光束对标牌表面进行雕刻的工艺,可以实现高精度的图案和文字雕刻。
这种工艺通常用于制作高端汽车标牌。
5. 热转印:热转印是一种将图案和文字通过热转印技术印刷在标牌表面的工艺,可以实现多种颜色和图案的印刷。
这种工艺通常用于制作汽车标牌的装饰性部分。
不同的汽车标牌表面处理工艺可以根据不同的需求和要求进行选择,以实现最佳的视觉效果和耐久性。
标识标牌制作工艺分类(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除编辑:信康标牌金属标牌在现代社会各个领域运用越来越多,广泛运用于电子产品、家电、机械及民用产品等领域。
金属标牌主要以铜、铁、铝、锌合金、铅锡合金等原材料为基础,通过冲压、压铸、蚀刻、印刷、珐琅、仿珐琅、烤漆等工艺制作而成,比如设备铭牌、牌匾等。
标牌按制作工艺的不同可以分为腐蚀标牌、丝印标牌、堆金标牌、雕刻标牌、热转印标牌、平晒标牌。
下面信康标牌的小王将为各位简单介绍各类标牌的特点。
1、腐蚀标牌。
腐蚀标牌是一种传统的标牌,可以分为凹字、凸字和凸凹字结合标牌三种,包括仪器仪表面板的喷砂氧化填漆标牌,车船牌照、设备编号及各种机床电器铭牌的腐蚀烘漆标牌,用于恶劣工业环境的机电产品的铜质标牌,仪表电子仪器表面装饰的瓷质氧化及漆标牌和高光牌等,都属于通过腐蚀工艺制作的标牌。
腐蚀工艺制作需要经过制作电子文件、制作菲林片并经过感光蓝油喷涂、感光作业、显影、粘贴防腐膜、恒温放置并经过腐蚀液腐蚀后形成文字和图形。
腐蚀标牌的工艺比较复杂,并且要达到图案美观、线条清晰、深度合适、底面平整、色彩饱和、拉丝均匀的要求。
2、丝印标牌。
丝印标牌是指采用树脂类油墨,在经除油、喷砂、拉丝、抛光、氧化封闭等处理后的板面上进行丝网印刷,再进行保光、覆膜等工序即可制成各种精美的彩色丝印金属标牌。
经丝印工艺生产的标牌产品具有产品外观精美、表面无明显划痕、效率高等优点,逐渐受到大多数采购商的欢迎。
3、堆金标牌。
堆金标牌就是常说的电镀电铸标牌,是在光亮不锈钢板或刷纹面不锈钢板上,网印大面积光成像抗蚀抗电镀油墨,然后用底片晒版、显影制出空心字边和花边图形,将这部分未遮盖的面积底层用加厚镀镍及表层镀金的方法处理,制成堆金牌,再将保护层用火碱去除露出金色空心字边花边及大面积不锈钢底层,只将空心字手工填漆即制作完成。
不锈钢厨具常用术语三层铜triply copper(铜煲不要用手摸,因为手指印擦不掉,要砂才行) 三层钢triply s.s.Suitable for all hobs including induction适合各种炉具包括电磁炉电磁感应induction 底部一般加430底片来放电磁炉Dishwasher safe 可用于洗碗机切边scrap edge, side cut, side scrap, side shearing, cutting sheet卷边edge curl, bowing, roll hem, edge roll折边hem, edge fold, lapel钎焊brazing压焊/压底slamming, impact bonding(压焊质量更好,缺点是费用也更高,因为一开动机器耗电量大,适合大批量生产)焊接welding点焊spot welding铆接riveted辘筋ribbing细砂光semi-satin/ fine satin polishing细砂+镜光带nylon outside with mirror beltPolishing: satin inside, top 2.5cm in mirror, satin till the endSatin polished with mirror ring on the topHigh polishing高拱盖high dome直身straight shape直身煲,直角底straight shape body & angle,Right Angle涨形/苹果形belly shape, apple shape锥形conical /shapeTaper shape, normal capsule bottom, cut edge, without step钢枝wire handle铸钢cast handle/ #203 casting, rivet finished/ #203 casting with silicon, rivet finished电木手柄bakelite handleHelper handle 助耳空心+硅胶柄s.s hollow + silicon handleSS201 hollow handle with silicon insert吊耳single plyComposited lid4mm G style glass lid平面玻璃盖Flat glass lidTempered Glass, Strainer Lid 钢化玻璃漏水盖电木垫bakelite pad吸的suction knob接合环Adapter ringCoating - Teflon xtra 3 layer coating 特富龙兰银石三层不粘外喷高温漆color coating outside高温漆high temperature lacquer电蚀LOGO etching logo底部压唛Impact logo bottom/stamping logo压唛比电蚀唛压得更深,钎焊底一般用电蚀唛丝印silk print单柄煲sauce pan双耳煲casserole奶煲Milk pot/pan芦笋煲Asparagus cookerPaella pan 海鲜盘方形煎盘(烤盘?)Square Grill/griddle饼煎pancake pansPouring lip/spout 煲嘴,壶嘴多用蒸universal steamer浅口煎盘(斜煎?)open frypan深口煎盘(直煎?)skillet水果蒸fruit juice steamer28cm straight shape28x16.5cm for steamer 蒸笼28x16.0cm mid pot with single bottom 中煲26x10.5cm low pot with capsulated bottom 底煲1PCS silicon tubes and clips意粉蒸Pasta pot汤煲Stockpot密斗mixing bowl汤勺soup ladleBULK散装指把几个煲套胶袋后不再装彩盒,直接入外箱4色印刷彩盒4C color box: 包含覆膜,不包含表面烫金烫银彩盒刀模图color box die cut drawingColor sleeve 彩卡Colour Card Wrap (Shrink Lid to Pan)彩卡包装,玻璃盖和煲一起吸塑ASSORTMENT PACK 混装SEPARATE单装Thickness Body煲身厚度Thickness Base/bottom 底厚Product Dimensions/size 产品尺寸Capacity (Liter) 容积water capacity marking水位线artwork for watermark 水位线图纸模具toolingIs the production facility a 100% BSCI, Sedex, SA8000, EICC or ICTI certified?PACKAGING ISSUES- Color box+ USER GUIDE说明书+ EYE-CATCHING LABEL煲身贴+PE bag - Stamping logo on bottom- Water mark合同上的产品描述W/1 long handle w/lidW/2 short handle w/lidMirror finish with water capacity marking by etching4mm tempered glass lid with steam vent/hole带气孔的强化玻璃盖Color box with UV effectPolybag with multi-language warning letter with 4 holes on 4 corners Flameguard 防火圈合同上条款若不知道目的港,可这样写:pls specify arrival portCan pass acton’s bending test requirements,15 kg 能通过15kg挂重测试All products need to meet LFGB & REACH standards; also able to pass at least 2 cycles dishwasher test & salt water test, 通过洗碗机测试2个循环,盐水测试meet DIN44904 & EN12983 standards, also bottom concavity requirements as per acton’s (客人公司)standards.外底凹度:冷态:≤0.6%。

ProeCreo产品设计中,Logo常用的加工工艺介绍—每天给大家带来精品教程—一个产品中的logo如何应用,在很大程度上能体现这个品牌的形象。
Logo不仅关乎产品设计,更是产品工艺的体现。
印刷、镂空、镭雕、喷涂、双料注塑……接下来就带领大家全面细致地解析下十多种logo工艺。
1、激光(镭射)纹理加工原理:激光处理通过将高能激光束施加到目标上,使用热能将材料熔化或蒸发。
目标表面的温度快速升高到其沸点或熔点,使材料从固态变成液态或气态。
优势:可以进行纹理加工,雕刻,微结构化处理,并对有复杂三维几何形状的工件作二维几何形状标记。
和使用手工蚀刻工艺的常规表面处理技术相比,激光纹理加工技术在经济,生态和设计方面有着显着的优势。
分类:2、双色阳极logo原理:阳极氧化是指金属或合金的电化学氧化,铝及其合金在相应的电解液和特定的工艺条件下,由于外加电流的作用,在铝制品(阳极)上形成一层氧化膜的过程。
优势:阳极氧化不但可以解决铝表面硬度、耐磨损性等方面的缺陷,更能延长铝的使用寿命并增强美观度,已成为铝表面处理不可缺少的一环,是目前应用最广且非常成功的工艺。
流程示意图:3、双色PVD logo原理:PVD(Physical Vapor Deposition)即物理气相沉积,分为:真空蒸发镀膜,真空溅射镀膜和真空离子镀膜。
我们通常所说的PVD镀膜,指的就是真空离子镀膜;通常说的NCVM镀膜,就是指真空蒸发镀膜和真空溅射镀膜。
应用范围:1)碳钢,合金钢,不锈钢及钛合金等金属材料;2)金属材料的表面硬度至少需要在HV170以上。
优势:与传统磁控溅射单色PVD技术相比,双色PVD工艺更为复杂,流程更为繁杂,生产难度高,但外观效果极佳,两种颜色的表面硬度都在HV600以上。
缺点:1)工艺比传统单色PVD更为复杂,流程更为繁杂,生产难度高;2)生产良率低,大约为65〜70%(传统单色PVD的生产良率一般为85〜90%);3)价格会比传统单色PVD高50〜60%;4)因工艺和流程的影响,双色PVD生产限制较多,受产品结构的影响较大,而传统单色PVD则几乎不受限制。
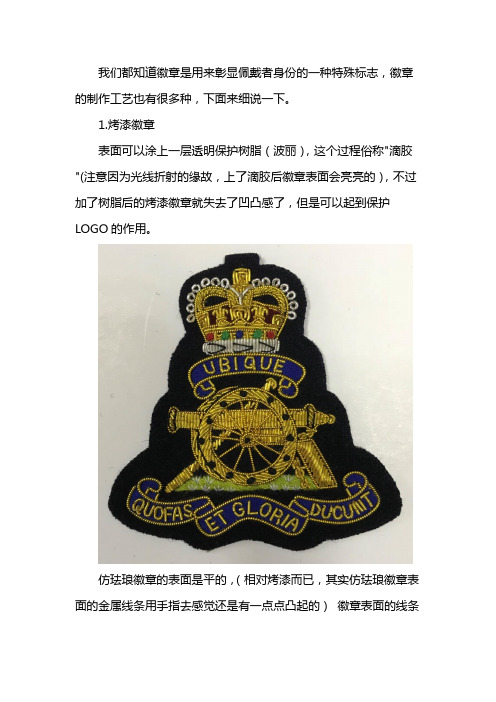
我们都知道徽章是用来彰显佩戴者身份的一种特殊标志,徽章的制作工艺也有很多种,下面来细说一下。
1.烤漆徽章表面可以涂上一层透明保护树脂(波丽),这个过程俗称"滴胶"(注意因为光线折射的缘故,上了滴胶后徽章表面会亮亮的),不过加了树脂后的烤漆徽章就失去了凹凸感了,但是可以起到保护LOGO的作用。
仿珐琅徽章的表面是平的,(相对烤漆而已,其实仿珐琅徽章表面的金属线条用手指去感觉还是有一点点凸起的)徽章表面的线条可以镀金,镀银等各种金属颜色,金属线条之间填充各种仿珐琅颜料。
仿珐琅大图片效果。
2.仿珐琅徽章制作工艺类似于珐琅徽章(景泰蓝徽章),与真珐琅的区别在于徽章所使用的珐琅颜料不同(一个为真珐琅颜料,一个为合成珐琅颜料,仿珐琅颜料)仿珐琅徽章,工艺精湛,珐琅颜色表面光滑,特别细腻,给人一种非常高档华贵的感觉。
是徽章制作工艺的首选。
如果您先做一款又美观又高档的徽章,请选择仿珐琅徽章。
3.冲压徽章冲压徽章一般采用的徽章材料有铜(紫铜,红铜等),锌合金,铝,铁等,这样也可以称为金属徽章。
其中因为铜最软,最适合制作徽章,所以铜压徽章的线条最清晰,锌合金徽章次之,对应的铜压徽章的价格也是最高。
冲压徽章的表面可以做各种电镀效果,包括镀金,镀镍,镀铜,镀古铜,镀古银等各种不同电镀效果。
冲压徽章凹下的部分也可以处理成磨沙的效果。
4.印刷徽章分为丝网印刷,平板印刷。
一般也会叫做滴胶徽章,因为徽章的最后工序是在徽章的表面加上一层透明保护树脂(波丽),使用的材料主要是不锈钢,青铜2种材料。
右图为青铜背面效果,印刷徽章的铜材或不锈钢表面不电镀处理,采用本色或者拉丝处理。
丝网印刷徽章主要针对图形简单,颜色较少。
平板印刷:针对图案复杂,颜色较多,特别是有渐变色。
除了上面介绍的工艺之外,近年来越发流行的是印度丝徽章,印度丝徽章性能优异,通过纯手工制成。
因为是由铜丝制成,具有耐腐蚀、操作性强、光泽好等特点,并且由于印度丝是弹簧状的丝线,在绣制图案的时候更容易表达物体的肌理和廓形,形象更加生动,色彩也更加鲜明。
礼品上制作logo的常用工艺分析1.最常用的是丝网印刷:丝网印刷基本原理:利用丝网印版图文部分网孔透油墨,非图文部分网孔不透墨的基本原理进行印刷。
印刷时在丝网印版一端上倒入油墨,用刮印刮板在丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端移动。
油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。
适用材质:纸、塑料(如乐扣保鲜盒表面、电子相框)、瓷器(如马克杯)、玻璃、金属(如金属书签)、丝绸礼品,基本上平整光洁的产品表面都可以印。
特点:色彩鲜艳、成本较低,适应性强。
局限性:丝印基本上为单色,如是双色限定于不用套色(即:两种颜色表现在不同的地方)如果要印复杂多彩图案,则要使用热转印工艺。
2.激光LOGO:激光内雕原理:使用电脑控制的3D激光雕刻机,使激光聚焦在水晶产品内部预定位置,在极短时间内产生脉冲高温,瞬间使水晶受热破裂,形成极小的白点,大量的白点在在水晶内部雕出/组成预定的形状,而水晶的其余部分则保持原样完好无损。
激光内雕应用在水晶,分为两种情况:1)内雕平面图案(如公司名称等2D图形)内雕立体图案: 立体感非常强, 非常适合表现企业的主打产品。
激光打标:利用激光聚焦的高温在物体表面留下烧灼痕迹。
常用在金属类、铝盒、不锈钢。
也可用在竹木制品表面,如竹简激光雕刻《孙子兵法》。
3、压印LOGO特点: 使用金属模具在高温和压力下在礼品表面形成印记。
适用材质:压印LOGO常用在皮具类产品上(如皮质名片夹、皮质笔记本表面)以及部份铝制品。
4、烫金烫银LOGO特点:效果类似压印,由于有金银色,更增添了高档的质感。
适用材质:主要用在包装盒、纸制品、皮具类产品。
如奥奇礼品网制作的高档交房礼盒。
促销礼品。
丝网印刷与激光打标的主要区别1、价格:丝网印刷的价格比激光打标机便宜,但后期时常要购买油墨之类的耗材,可激光打标机在购买后几乎没有耗材。
2、制作周期:丝印:周期较长、工序较为复杂,通常需要一周的时间。
激光打标:周期特别短,即要即打标,工艺简单,灵活性强。
3、环保:丝印:环境污染大。
丝印需要油墨,但是油墨是印刷工业最大的污染源。
因为是有机挥发物,在阳光的照射下会形成氧化物和光化学烟雾,而且味道特别浓烈刺鼻,长期作业可能会会影响人们健康。
激光打标:激光加工使用的是聚焦后的光点,不需要额外增添其它设备和材料,非接触式打码,无污染,无有害物,可通过耐药水、耐磨、耐高温不变试验。
4、灵活性:丝印:只能针对比较平面的产品,如果是有些不规格的话就完全解决不了。
激光打标:可以在平面、圆形以及不规则的表面进行打标,效果都特别的好。
5、加工效率:丝印:工序较多,而且每一环节都需要人手操作。
使用后,清理还很麻烦。
激光打标:所有打标信息全部依靠电脑实时编辑,可标记任意信息,无需开模制版。
不管是文字,序列号,LOGO,认证符号,二维码等等,只要计算机里设计出的图稿打标系统能够识别,打标机就可以将设计信息精确的还原在合适的载体上,设备还可配置于流水线生产,也可实现全自动化打标,不需人工操作,可24小时连续工作,方便快捷。
6、适用范围:丝印:一张网版几乎只适用于一款产品,因为它的内容及尺寸是固定的。
激光打标:一机可适于用多种材质的产品上打标,内容可即时随意编辑修改。
7、标识精度:佛山富兰激光所生产的紫外激光打标机最小线宽可达到0.01mm,那精度远超丝印的几多倍。
佛山富兰激光科技有限公司所生产的激光打标机系列,种类齐全、款式型号众多,如果标准机型满足不了您的要求,富兰激光拥有专业的研发团队,可为您量身定制一款非标激光打标机。
无论您是用于打标什么材质,无论您是个人或商家小批量(单个)的生产,还是工业化大批量(流水线或全自动化)的生产,富兰激光的产品总有一款适合你。
设备机器铭牌定制方案在现代工业生产过程中,设备机器铭牌是非常重要的标识物。
它们为设备提供了品牌信息、规格、生产批次和其他必要的警示标识等信息。
因此,设备铭牌的定制非常重要。
设备铭牌的种类设备铭牌通常分为两大类:金属铭牌和塑料铭牌。
金属铭牌有不锈钢、铝合金、黄铜和铜等材质,通常用于高档设备,外观光亮、质感好,耐用性强。
塑料铭牌多用于工业设备铭牌、产品标识、功能标识等,选择塑料铭牌可以根据不同的需求选择材质,如PVC、亚克力、PC材质等。
设备铭牌的制作工艺设备铭牌的制作工艺分为几种:镭射雕刻法、化学腐蚀法、电蚀法、丝印法、数控切割法等。
针对不同的材质采用不同的制作工艺以实现最佳的铭牌效果。
设备铭牌的设计要素设备铭牌的设计要素通常包括以下几个方面:•企业名称、标识和品牌•产品型号及编号•材质规格•安全警示语或图片•保证书或质量认证标识等设备铭牌的使用范围设备铭牌主要用于产品的生产、加工、运输、销售、维修以及售后服务等环节。
准确标识设备信息可提高用户对产品的信赖度和忠诚度,也方便售后服务人员进行维护、检修和管理。
设备铭牌的定制服务设备铭牌的定制服务通常由专业的设备铭牌厂家提供。
这些厂家通常有自己的设计团队,并采用最先进的加工工艺和材料,以保证制作出的铭牌质量和效果。
此外,厂家还可以根据客户需求提供多种不同的选择以个性化定制铭牌产品。
设备铭牌厂家的服务优势•提供定制化设计服务,根据设备铭牌需求和客户要求定制产品•提供多种材质选择,包括不同的高,低温耐性、防腐性能等。
•采用最先进的制造工艺和设备,以保证产品质量•相对较快的生产周期,确保客户不能因无铭牌影响生产需求。
结论综上所述,设备铭牌是非常重要的产品标志,它不仅仅提供了设备的详细规格和品牌信息,更是企业形象展示的重要工具之一。
因此,定制设备铭牌需要格外关注选择的设备铭牌厂家的制作工艺和服务。
目前,给产品打标已经成为了生产制造中必不可少的一道工序,于是,越来越多的企业都开始购买打标设备,而这时就会感到困惑,到底是选购激光打标机好还是丝印打标设备?为了降低成本,大部分企业选择购买了丝印标识设备,从设备的价格来看,确实是丝印的比较便宜一些,但事实真是如此吗?
丝印是指用丝网作为版基,并通过感光制版方法,制成带有图文的丝网印版。
丝网印刷由五大要素构成,丝网印版、刮板、油墨、印刷台以及承印物。
利用丝网印版图文部分网孔可透过油墨,非图文部分网孔不能透过油墨的基本原理进行印刷。
印刷时在丝网印版的一端倒入油墨,用刮板对丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端匀速移动,油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。
激光打标机
而激光打标机则是用激光束在各种不同的物质表面打上永久的标记。
打标的效应是通过表层物质的蒸发露出深层物质,或者是通过光能导致表层物质的化学物理变化而“刻”出痕迹,或者是通过光能烧掉部分物质,显出所需刻蚀的图案、文字。
丝网印刷机与激光打标机之间的区别在于:
1、价格上的不同,丝网印刷机的大概价格在2万到4万之间,同时购买后还需要再买油墨之类的耗材;激光打标机价格大概在3万到8万之间(根据配置定价),在购买后几乎没有成本消耗。
2、丝网印刷机在使用的过程中还要制作模板,人工操作麻烦,同时在使用后,清理还很麻烦;而
激光打标机在使用过程中,只要在电脑上排版好,机械可以自动打标雕刻,不需要任何人工操作,方便快捷。
3、丝网印刷只能针对比较平面的产品,如果是有些凹凸的话就完全解决不了;而激光打标机可以在圆型,凹凸不平的表面,不规则的表面都可以进行打标,效果都还特别的好。
产品印logo的几种方式在现代商业社会中,品牌形象对于企业的发展至关重要。
而印有企业logo的产品则是品牌形象的重要组成部分。
那么,印logo的方式有哪些呢?本文将为大家介绍几种常见的印logo方式。
一、丝印丝印是一种常见的印刷方式,也是印logo的常用方式之一。
它的原理是将油墨通过丝网印刷到产品表面上。
丝印的优点是印刷效果清晰、色彩鲜艳、耐久性强,适用于各种材质的产品,如塑料、金属、玻璃等。
丝印的缺点是印刷成本较高,需要制作丝网模板,且印刷速度较慢。
二、热转印热转印是一种将图案通过热压的方式印在产品表面上的印刷方式。
它的原理是将图案印在热转印纸上,然后通过热压将图案转移到产品表面上。
热转印的优点是印刷效果清晰、色彩鲜艳、适用于各种材质的产品,如纺织品、陶瓷、塑料等。
热转印的缺点是印刷成本较高,需要制作热转印纸模板,且印刷速度较慢。
三、激光雕刻激光雕刻是一种将图案通过激光刻在产品表面上的印刷方式。
它的原理是利用激光束将图案刻在产品表面上。
激光雕刻的优点是印刷效果清晰、精细度高、耐久性强,适用于各种材质的产品,如金属、木材、皮革等。
激光雕刻的缺点是印刷速度较慢,且印刷成本较高。
四、喷绘喷绘是一种将图案通过喷涂的方式印在产品表面上的印刷方式。
它的原理是将油墨通过喷头喷涂在产品表面上。
喷绘的优点是印刷速度快、适用于各种材质的产品,如纸张、布料、塑料等。
喷绘的缺点是印刷效果不如丝印和热转印清晰,且耐久性较差。
五、刻印刻印是一种将图案通过刻在产品表面上的印刷方式。
它的原理是利用刻刀将图案刻在产品表面上。
刻印的优点是印刷效果清晰、精细度高、耐久性强,适用于各种材质的产品,如金属、木材、皮革等。
刻印的缺点是印刷速度较慢,且印刷成本较高。
以上就是印logo的几种常见方式。
不同的印刷方式适用于不同的产品和印刷需求。
企业在选择印刷方式时,需要根据产品材质、印刷效果、印刷成本等因素进行综合考虑。
只有选择合适的印刷方式,才能印出高质量的logo产品,提升企业品牌形象,赢得消费者的信任和支持。
镭射logo,电蚀logo,丝印logo的区别
镭射
激光镭射雕刻技术是激光加工最大的应用领域之一。
镭雕是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法。
镭雕可以打出各种文字、符号和图案等,字符大小可以从毫米到微米量级,这对产品的防伪有特殊的意义。
通常激光镭射雕刻机可以雕刻下述材料:竹木制品、有机玻璃、金属板、玻璃、石材、水晶、可丽耐、纸张、双色板、氧化铝、皮革、塑料、环氧树脂、聚酯树脂、喷塑金属。
激光镭射雕机的软件系统通常支持WINDOWS平台,中文界面,能兼容AUTOCAD、CORELDRAW、PHOTOSHOP等多种软件的文件格式,如PLT、PCW、DXF、BMP等,同时也能直接使用SHX、TTF字库。
通过电脑随意设计图形,操作简便,功率由软件控制,连续可调。
电蚀
常被制模业忽视的一种腐蚀叫电蚀,通常被人们误当作电解作用。
电蚀指的是两种不同的金属在一种腐蚀性电解液中耦合时所产生的损害。
出现这种情况时,反应中惰性(不太能抵抗这种腐蚀)差的金属变为阳极(正极),它此时腐蚀的速度要比金属平时腐蚀的速度快得多;而惰性好的金属变成阴极(负极),它此时腐蚀的速度要比金属平时腐蚀的速度慢得多。
发生原理
当一个制件开始腐蚀的速度比你预料的还要快、不能与你的工作很好配合时,你可能会思考这个问题。
电蚀发生的可能原因有多个。
金属的惰性需要考虑,因此排除故障的最佳起点便是基质金属。
如果你长时间使用一种模具,并且经过多次加工、再加工,这时你使用的可能不止一种金属——很像是在生产一种电池。
另一点需要考虑的是处理工具时所用的电镀槽的纯度。
假如你将一个铝质制件置入一个电镀槽中,而槽中漂浮着处理上个工件时遗留的一些铜碎料,其中一些碎料被电镀在要处理的工件上。
一旦发生了这种事情,如果待处理工件的惰性不如铜的话,工件便会开始腐蚀。
之所以会这样是因为电解液中出现了两种不同的金属。
在这样的环境下,铜碎料和金属制件便会通过电镀液发生电蚀。
制件没做电镀保护处理是发生电蚀的另一个原因。
铝材的惰性性能极差,因此铝腐蚀的速度极快。
将镍基镀层涂刷在制件上可能是防止制件电蚀的必要步骤。
这也许对所有情况未必都有效,但是如果制件与另外一种惰性较好的金属接触,而且又暴露于水或另一种电解液中时,镀层对于保护制件免遭电蚀被证明是很有益处的。
电蚀是模具和制模工业生产和发展道路上的拦路虎。
最难之处在于当大多数人发现它时,模件返工已经不可避免了。
任何有关人员都有责任了解电蚀究竟是怎么回事,并在出现腐蚀迹象的时候予以重视。
在试图防止电蚀时要谨记以下几点:
●避免接触电镀桌上的另一种不同的金属;
●电镀槽中的电镀液要过滤洁净;
●观察制件上是否有可能暴露原材质的瑕疵或缺陷;
●不要等到已无法挽救时再研究腐蚀是什么。
要切记安全永远比后悔好。
丝印
丝网印刷属于孔版印刷,它与平印、凸印、凹印一起被称为四大印刷方法。
孔版印刷包括誊写版、镂孔花版、喷花和丝网印刷等。
孔版印刷的原理是:印版(纸膜版或其它版的版基上制作出可通过油墨的孔眼)在印刷时,通过一定的压力使油墨通过孔版的孔眼转移到承印物(纸张、陶瓷等)上,形成图象或文字。
印刷时通过刮板的挤压,使油墨通过图文部分的网孔转移到承印物上,形成与原稿一样的图文。
丝网印刷设备简单、操作方便,印刷、制版简易且成本低廉,适应性强。
丝网印刷应用范围广常见的印刷品有:彩色油画、招贴画、名片、装帧封面、商品标牌以及印染纺织品等。
丝网印刷的优点[1]:
(1) 不受承印物大小和形状的限制;
一般印刷,只能在平面上进行,而丝网印不仅能在平面上进行印刷还能在特殊形状的成型物上如球面曲面上印刷,有形状的东西都可以用丝网印刷来进行。
(2) 版面柔软印压小
丝网柔软而富有弹性。
(3) 墨层覆盖力强
可在全黑的纸上作纯白印刷,立体感强。
(4) 适用于各种类型的油墨。
(5) 耐旋光性能强。
可使印刷品的光泽不变。
(气温和日光均无影响)。
这使得印刷一些不干胶时,不用额外覆膜等工艺。
(6) 印刷方式灵活多样。
(7)制版方便、价格便宜、技术易于掌握。
印T恤的LOGO,丝网印刷和转烫印有什么区别啊?哪个好一些
丝网印刷如果用活性的效果还能渗透,转移印花是不可以渗透的,丝网印刷是做不出来照片效果的,而热转印能做出照片效果,热转印的印花效果绝对是比丝网的好,丝网印刷是做不出来过度色的,还有丝网可以在任何布面上印花,而热转印只能在涤纶的布面上印
各有优点同缺点,具别在于丝网印刷不好在成品上印刷,在印刷加工时也要特别小心,只要一道工序有错,布料就有可能全部报废,速度也慢,但洗水要好过转印。
转印价格便宜,图象逼真,易于操作,可任意个性化设计,不会因印刷操作失误而造成重大损失,但洗水欠佳,不过目前也有耐水洗的可价格偏高。
丝网印刷当然可以印过渡色,但每一件图案的颜色会有一定的偏差,而成像效果会比胶印的差得多,黑色T恤不好印,大多用于白色T恤。
如何将PC材料上的LOGO(丝印)擦干净
对于PC上面的印刷物或者胶层,使用无水乙醇效果应该是最好的。
首先,乙醇不影响太空杯的透光度,其次,丝网印刷的油墨属于普通油墨。
使用乙醇可以比较有效的清除。
不要使用汽油。
汽油可能会花掉你的太空杯。
因为PC本身的透光度是相当高的。
一点点的腐蚀就能被明显发现。
以上。